
Fターム[3E050HA07]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(検知) (706) | 検知内容 (311) | 位置、距離、角度 (71)
Fターム[3E050HA07]に分類される特許
41 - 60 / 71
回転カッターユニット及び充填包装装置
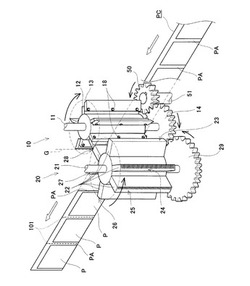
【課題】包装連結帯の連結部に対するミシン目の切り込み処理及び切り離し処理の切換作業を従来よりも短時間で行うことが可能な回転カッターユニット及びそれを用いた充填包装装置を提供する。
【解決手段】刃受けローラ20と刃付きローラ10との間の相対的な回転位相が調整可能に構成されていて、複数の刃受け面23〜28は、それぞれ刃受けローラ20のローラ軸21方向に帯状に延びる平面若しくは多溝面の領域に区画されていて、回転位相の調整によって刃先13が接触する刃受け面23〜28の接触領域が平面及び多溝面のいずれかに切り換え自在に構成されている。
(もっと読む)
縦形製袋充填機

【課題】径の異なる製袋筒を装着しても容易に繰り出し部材の位置決めを行える。
【解決手段】フィルムfを製袋筒2に沿って搬送して略筒状に成形して、繰り出し部材7によって繰り出す。繰り出し部材7と回転ストッパ8は基板18に支持する。エアシリンダ26によって一定の力で基板18を押して製袋筒2に回転ストッパ8を当接させる。回転ストッパ8が製袋筒2に当接した状態で繰り出し部材7の搬送ベルト23は製袋筒2から僅かに離間しており、繰り出し部材7のプーリ22,22間のサクションチャンバ24に吸着した搬送ベルト23の吸着面を介して包装筒2を吸着して下方に繰り出す。包装筒2の繰り出しに連動して回転ストッパ8が自由回転して包装筒2に追従する。
(もっと読む)
充填包装機
【課題】幅方向シール位置の調整を容易に行うことができる充填包装機を提供する。
【解決手段】回転体16の周りに所定の間隔をあけて複数のシーリングバー13と複数の充填シュート101が配置されており、隣接するシーリングバーに支持されると共に充填シュートの筒状下部111が挿入された袋部115内に上記充填シュートから充填物を落下充填する充填包装機において、袋部内に挿入される充填シュートの筒状下部に、充填物の充填時に袋部内に位置し且つ袋部に加わる張力に応じて外側から内側に向けて変形可能な変形部121を設けた。
(もっと読む)
包装装置
【課題】装置をコンパクト化すると共に、包装サイクルの短縮化を図るようにした。
【解決手段】物品搬送手段18の上流側に、一端がエンドシールされた筒状フィルム16a中に向けて物品20を押送する物品供給機構22が配設される。物品供給機構22は、物品押送方向に沿って進退動可能な移動部材46に、押送部材40が連結されて該押送部材40を物品押送方向に沿って進退動するエアシリンダ66が一体的に移動するよう配設される。移動部材46は、サーボモータ54によりボールネジ48のネジ軸50を正逆回転することで、物品押送方向に進退動する。そして、サーボモータ54およびエアシリンダ66を作動して押送部材40を前進移動することで、物品20は筒状フィルム16a中に押送される。
(もっと読む)
横型逆ピロー包装装置
【課題】包装体内の空間部を少なくすると共に、各包装体内の麺玉がほぼ同一形体になるようにする。
【解決手段】案内コンベア1と、該案内コンベア1上に包装イルム4を供給するフイルム供給手段7と、該案内コンベア1上の包装フイルムの両側を立ち上げてその両側端縁部4aを重ね、前記包装フイルム上に載置された麺玉Mの周りを囲む筒状フイルム4Tを形成する筒状フイルム成形手段と、前記筒状フイルムの両側端縁部4aをシールする縦シール手段3と、前記縦シール手段の下流に配設された横シール手段29と、を備えた横型逆ピロー包装装置Pにおいて;前記案内コンベア1の上方に間隔をおいて配設され、前記筒状フイルム4T内を通って該筒状フイルム4Tの先端部4Aに麺玉Mを供給する麺玉投入手段10を配設する。
(もっと読む)
包装装置
【課題】2つのフィルムロールから繰り出した2枚のフィルムシートの間に被包装物を挟んで前後左右を熱溶着して包装する包装装置において、溶着先端がずれたり、しわができたり、折れた状態で溶着されたりしないようにする。
【解決手段】従来装置における、搬送ベルト、被包装物の先端、後端検知センサ、制御手段に加えて、少くとも一方のフィルムロールに対し搬送ベルトとより遅い速度でフィルムを繰り出せるフィルム駆動手段を設け、包装開始前の状態で被包装物挿入押し込みの抵抗を小さくするためフィルムにたるみを持たせておき、フィルムに挟まれた被包装物が搬送ベルトで搬送されるとフィルム駆動手段も駆動させ、たるみが少なくなって行きゼロになる瞬間では駆動させておき張力の衝撃を柔らげその後停止させ、被包装物後端側の熱溶着が終った後で、次の包装のためのたるみを形成させる。
(もっと読む)
包装装置
【課題】サーボモータによって駆動される移動機構における異常の発生を容易に検知することが可能な包装装置を提供する。
【解決手段】製袋包装システム1は、サーボモータを正転逆転させることにより所定範囲内において各部材を往復運動させる移動機構(チャック54a、回転部材47b、連結ロッド57c)を搭載したテープ結束機20を含む包装装置であって、各移動機構(チャック54a、回転部材47b、連結ロッド57c)の駆動源であるサーボモータM1〜M3のエンコーダE1〜E3からそれぞれエンコーダパルスを取得し、このエンコーダパルスに基づいて、各移動機構(チャック54a、回転部材47b、連結ロッド57c)における異常発生の有無を判定する。
(もっと読む)
包装装置
【課題】安価な構成により高精度な原点設定を実施することが可能な包装装置を提供する。
【解決手段】テープ結束機20が、サーボモータM1〜M3を駆動源として所定の範囲内において往復運動する移動部(チャック54a、回転部材47b、連結ロッド57c)を固定部側である被当接部55,49,58に対して当接させる。制御部70では、当接検知部70aが、移動部(チャック54a、回転部材47b、連結ロッド57c)と被当接部55,49,58とが互いに当接したことを検知するとともに、原点設定部70bが、当接検知部70aにおける検知結果に基づいて、上記往復運動の原点位置を設定する。
(もっと読む)
包装容器製造装置及び包装容器製造方法
【課題】ストリップテープを包材の適正な位置に貼(ちょう)着することができるとともに、縦シールを良好に行うことができるようにする。
【解決手段】貼着部材と、包材の縁を検出するための第1の検出部と、ストリップテープ12の縁を検出するための第2の検出部と、包材に対するストリップテープ12の位置の判定を行う位置判定処理手段と、ストリップテープ12の包材に対する位置を矯正する位置矯正処理手段とを有する。第1、第2の検出部の出力に基づいて、ストリップテープ12の包材に対する位置の判定を行い、位置の判定結果に基づいて、ストリップテープ12の包材に対する位置を矯正するようになっているので、包材に対してストリップテープ12が包材の適正な位置に置かれる。
(もっと読む)
長尺物の包装装置並びに該包装装置を用いた長尺物の包装システム
【課題】作業効率に優れた長尺物の包装装置並びに該包装装置を用いた包装システムを提供する。
【解決手段】長尺物Aを袋体Yで包装するのに用いられる包装装置10であって、外面に袋体Yが装着可能で、且つ、内部に長尺物Aが挿通可能である筒状の包装装置本体22と、包装装置本体22の開口端部22a,22bが向く方向を袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替える切替機構24とを備える。この発明では、袋体Yの装着並びに長尺物Aの挿通が行われる包装装置本体22の開口端部22a,22bが向く方向を切替機構24によって袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替えることができるので、袋体Yの装着作業或いは長尺物Aの挿通作業の度に包装装置本体22の位置調整を行う必要はない。
(もっと読む)
プラスチックフィルムをヒートシールする方法
【課題】フィルム送り時間とフィルム停止時間とを決めてフィルム送りを行うとき、加工サイクル時間とフィルム停止時間との両方から狭められる選定条件の中でヒートシール時間を長短変更する幅を大きくとれて可動シールバー駆動機構の作動制御をコンピュータが容易に行える、プラスチックフィルムをヒートシールする方法。
【解決手段】 可動シールバー駆動機構50を作動することにより可動シールバー32,42をプラスチックフィルムF1に密着してヒートシールを行い、Xの所要時間停止し、次いで、可動シールバー32,42を上昇位置へ上昇復帰させ、等速回転と回転停止との組み合わせる。
(もっと読む)
遊技機用梱包機
【課題】遊技機を四方封止状態に梱包するに当たり、装置の大型化を招くことなく梱包作業の効率を改善すると共に、見栄えよく梱包し、機械の故障等を防止する。
【解決手段】パチンコ機用梱包機1は、コンベア装置10、L字形溶着・溶断装置20、ガイド部材30、チェーン式押圧装置40及びフィルム回収装置50を備える。L字形溶着・溶断装置20は、水平腕21と垂直腕22とからなるL字形で、フィルム材2の上端を溶着する第1溶着部23と下方に伸びる第2溶着部24によるL字形の溶着部と、第1溶着部23の上方の外側溶断部25と第2溶着部24の後方の後方溶断部26によるL字形の溶断部とを備える。また、後方溶断部26の後方に第3溶着部27も備えている。L字形溶着・溶断装置20は、第1溶着部,第2溶着部,第3溶着部,後方切断部及び外側切断部を同時に作動させ得る装置として構成されている。
(もっと読む)
充填機制御装置及び充填機制御方法
【課題】無用に包装容器が廃棄されることがなく、包装容器のコストを低くすることができるようにする。
【解決手段】周期的にセンサ出力を発生させるセンサと、センサ出力を入力信号として受けて計時を行い、学習間隔を算出する学習間隔算出処理手段と、学習間隔を受けて計時を行い、計時の終了に伴って学習出力を発生させる学習出力発生処理手段と、最新の入力信号を受けたタイミングを最新入力タイミングとし、学習出力を受けたタイミングを学習入力タイミングとし、最新入力タイミングが学習入力タイミングより早いかどうかを判断するタイミング判定処理手段と、最新入力タイミングが学習入力タイミングより早いかどうかの判断に基づいて検出出力を発生させる検出出力発生処理手段とを有する。
(もっと読む)
縦型製袋包装機および計量包装システム
【課題】 横シール部の原点サーチを良好に実行できる縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 センサの状態に基づいてシールジョーの回動位置を確認する(S101)。シールジョーの回動位置が禁止領域内となる場合には、包材から離反するように、架台が逆回転方向に回転させられる(S102)。架台は、シールジョー35aの回動位置が禁止領域外となった時点から(S103)、さらに所定角度回転させられる(S104)。続いて、架台の回転方向が反転させられて架台が正回転方向に回転させられるとともに(S105)、センサの監視処理が実行される(S106)。そして、センサが「オフ」状態から「オン」状態に遷移すると、架台はその遷移した位置からさらに所定角度だけ回転させられる(S107)。これにより、シールジョーの回動位置が原点位置となり、原点サーチ処理が終了する。
(もっと読む)
一対のシール装置、縦型製袋包装機、および計量包装システム
【課題】 包材を良好にシールすることができる一対のシール装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 固定機構60は、ナイフ40の長手方向両端部に複数設けられており、主として、静止部61と、可動部62と、を有する。可動部62は、静止部61と押圧部材67との間に配置されており、押圧部材67からの押圧力によって静止部61の第1傾斜面61aを摺動可能に設けられる。これにより、可動部62が押圧部材67から押圧方向AR3の押圧力を受けると、可動部62は、静止部61の第1傾斜面61aに沿って傾斜方向AR4に摺動し、突起部63はナイフ40の切欠部41と嵌合して押圧する。そのため、ナイフ40は、押圧方向AR3だけでなくナイフ40長手方向にも押圧され、支持部50の溝部に安定して固定される。
(もっと読む)
包装体および包装装置
【課題】平坦形状の被包装物を1枚の樹脂フィルムシートで包み、樹脂フィルムシートの側端同士が重なった折り合わせ部を熱溶着した包装体において、型崩れや被包装物の離脱の心配がなく開封も容易な包装体を得るとともに、このような包装体を作成可能な、構成が簡単で耐久性も高い小型の包装装置を提供する。
【解決手段】折り合わせ部3eにおいて少なくとも1ヵ所熱溶着された縦シール部3gを有し、この縦シール部3gの前後に熱溶着されていない非シール部3hを有する包装体1とすることにより、型崩れや離脱を防ぎ、かつ非シール部3hを手がかりに開封が容易である。縦シール部3gを形成するヒータは小型で済み、かつこれを少なくとも1回樹脂フィルムシート3に押付けるだけで良いので、装置を小型に構成できる。
(もっと読む)
縦型多列自動包装機のフィルムフォーミング機構
【課題】 包装フィルムつぎ動作若しく包装フィルムセッティング動作を容易にし、これらの作業時間を短くすることができる縦型多列自動包装機のフォーミング機構を提供する。
【解決手段】 一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機のフォーミング機構において、包装フィルムのつぎ部分が発生した際、若しくは新たな包装フィルムをセットする際には、自動包装機の制御部は充填パイプ4とフォーマーリング20との隙間を広げるようにエアーシリンダ21を駆動し、その後の製袋動作においては、充填パイプ4とフォーマーリング20との隙間を元に戻して狭くするようにエアーシリンダ21を駆動する。
(もっと読む)
2つの収容室を有する2液袋包装袋を製造する製造方法および縦型充填包装機
【課題】 シゴキ動作を行う2液袋包装袋の製造において、封入する充填物の重量が比較的重い場合であっても、シゴキ動作の際に筒状フィルムにシワを発生させにくい製造方法を実施する縦型充填包装機を提供する。
【解決手段】 2液袋包装機は、筒状フィルム2を挟み込む一対のシゴキローラ50と、それぞれシゴキローラ50の上方および下方に配置され、いずれも押圧部材によって筒状フィルム2を挟み込む上部押さえ機構110および下部押さえ機構120を有している。上部押さえ機構110および下部押さえ機構120は、シゴキローラ50によるシゴキ動作が行われる前に、充填物が投入された筒状フィルム2を挟み込む。両機構110、120によって筒状フィルム2が挟まれた状態で、一対のシゴキローラ50を駆動して、投入された充填物を分割すると共に、筒状フィルム2に充填物の存在しない空充填部2aを形成する。
(もっと読む)
薬剤分包機
【課題】印刷機構の複数化に際して簡便で安価な部材を付加することにより、印刷タイミングに多少のずれがあっても一の分包・薬剤収納室に対する印刷が適切に行えるようにする。
【解決手段】長尺の分包帯2にて薬剤を分包する薬剤分包機10において、分包帯2の送り経路に沿って順にカッター27とローラ部26(第1牽引機構)と横シール部25と投入ホッパ24と縦シール部23とプリンタ22(第1印刷機構)とローラ47,48(第1弛緩調整機構)とローラ部46(第2牽引機構)とプリンタ43(第2印刷機構)とローラ41,42(第2弛緩調整機構)と包装帯送給部21とを配置する。
(もっと読む)
横型製袋充填機におけるエンドシール装置
【課題】装置が大型化することなく簡単な構成で、フィルム移送速度が変更されてもシール時間を常に一定にでき、また高速包装にも対応する。
【解決手段】一対のシール体24,28を備えるシールユニット29は、第1サーボモータ33で駆動される水平作動機構30で水平に往復動される。シール体24,28は、第2サーボモータ66で駆動される開閉作動機構50で上下に開閉動される。第1および第2サーボモータ33,66は、制御手段で同期制御される。フィルム移送速度が変更された際に制御手段は、シール体24,28の噛合期間についてシールユニット29がフィルム移送速度と同速度で下流側に移動すると共に、1包装長分のフィルムが移送される毎にシールユニット29が1往復し得る動作パターンを求め、該動作パターンに基づき第1サーボモータ33を回転制御する。
(もっと読む)
41 - 60 / 71
[ Back to top ]