
Fターム[3E052CB05]の内容
基本的包装技術−結束 (4,622) | 装置(自動化程度) (988) | 結束材の案内供給自動 (290)
Fターム[3E052CB05]に分類される特許
1 - 20 / 290
ガス式熱溶着テープ結束手段及びガス式テープ熱溶着機
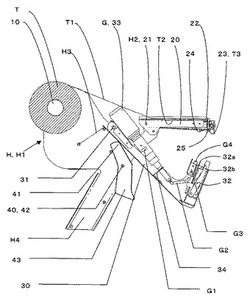
【課題】電源がなくてもテープを熱溶着して結束できる熱溶着結束具を提供する。
【解決手段】ガス式テープ熱溶着機の本体Hは、テープ保持部10と、テープ誘導アーム20と、テープクランプ部32と燃料保持容器Gと燃料保持容器Gからの気体燃料を燃焼させる燃焼部G3とその熱を出力させるテープ加熱部G4で形成されたテープ結束アーム30と、テープ結束アーム30の回動を制御するアーム制御レバー40と、アーム制御レバー40の近傍に設けられ本体Hを作動させるために設けた把持部H4とで構成されている。テープ誘導アーム20とアーム制御レバー40の間に被結束物を捕捉すると、捕捉した被結束物の動きを利用して引き出され2重になった熱溶着テープをテープ出口部23の近傍に設けたテープ押圧部24とテープ加熱部G4で押圧されることで熱溶着され被結束物は結束される。
(もっと読む)
結束集合体の隙間位置測定方法

【課題】結束集合体の外周部と結束線材との間に形成された隙間を適切に測定して、識別標識が取付けられた識別標識用線材の掛止部を正確に隙間へ差込むようにする。
【解決手段】結束集合体125の周方向の所定範囲に亘って測定手段62で外面形状を測定する。測定手段62が測定した結束集合体125の外面形状において、該結束集合体125の外周部125Aから突出した第1頂点P1と、この第1頂点P1から該結束集合体125の周方向に隣接して外周部から突出する第2頂点P2とを抽出する。第1頂点P1が現れる結束対象物126と第2頂点P2が現れる結束対象物126の接線106を算出する。そして、接線10の外周部125A側を、隙間Hの形成位置として算出する。
(もっと読む)
製鋼所においてカットトゥレングス棒鋼を生産する方法及び装置
【課題】連続する圧延作業のライン内で、任意の特定長さの棒鋼の束を生産するための方法及び装置を提供する。
【解決手段】顧客オーダに応じた長さに切断される棒鋼を生産する方法であって、圧延装置11によって連続した長さの棒鋼12を生産し、前記圧延装置11によって前記連続した長さの棒鋼12を生産しつつ、前記顧客オーダの棒鋼長さに等しい長さに前記連続した長さの棒鋼12を切断し、そして切断された棒鋼14を受けかつ結束するべく配置された2つのバンドリング・ステーション24a,24bの内の1つを使用し、前記圧延装置11から排出される、前記顧客オーダの長さの棒鋼14を結束する。
(もっと読む)
集積紙幣挟持移送装置
【課題】集積紙幣を良好に移送することができる集積紙幣挟持移送装置の提供。
【解決手段】一の側方から送り込まれた紙幣を上下方向に集積させる一時集積部51と、一時集積部51の他の側方に設けられ、前記一の側方から送り込まれた紙幣を立位姿勢の整位面82に当接させて整位する整位部83と、一時集積部51に集積されている集積紙幣Sを上下から挟持して前記他の側方へ引き出す挟持部121と、を備え、挟持部121には、前記他の側方への移動で整位部83に当接して該整位部83を前記他の側方に揺動させる押圧部131が設けられている。
(もっと読む)
紙幣結束装置
【課題】挟持部材に起因するメンテナンス作業の煩雑化を抑制できる紙幣結束装置の提供。
【解決手段】バラ紙幣が所定枚数集積された状態の集積紙幣を一対の挟持部材50,51で集積方向両側から挟持し、挟持部材50,51で挟持された集積紙幣の周囲に結束テープTを巻回して結束するもので、一方の挟持部材50は、集積方向に直交する方向に沿う姿勢を維持しつつ集積方向に沿って移動可能に設けられ、他方の挟持部材51は、集積方向に直交する方向に沿う姿勢を基本姿勢とし該基本姿勢から一方の挟持部材50の方向へのみ揺動可能に設けられている。
(もっと読む)
集積施封装置
【課題】小型化および処理速度の高速化が可能な集積施封装置を提供する。
【解決手段】集積施封装置は、一時集積部に紙葉類を所定枚数ずつ集積する第1集積装置と、第1集積装置に対して斜め方向にずれて配置され、一時集積部に紙葉類を所定枚数ずつ集積する第2集積装置と、集積された紙葉類束に帯を巻き付けて施封する施封装置と、第1集積装置の下方に対向する第1位置と第2集積装置の側方に対向する第2位置と施封装置に対向する第3位置との間を昇降可能に設けられたベースキャリアと、前記ベースキャリア上に位置する待機位置と、ベースキャリアから延出する前進位置との間をベースキャリアの移動方向と交差する方向に移動可能にベースキャリアに設けられ、第1位置において、第1集積装置から集積紙葉類を受け取り、第3位置において、前進位置に移動して集積紙葉類を施封装置に受け渡すとともに、第2位置において、前進位置に移動して第2集積装置から集積紙葉類を受け取るシートキャリアと、を備えている。
(もっと読む)
紙葉類結束装置
【課題】テープへの押印位置の変更が可能となる紙葉類結束装置の提供。
【解決手段】テープTを集積紙葉類Sに巻き回し切断して接着する結束部12と、結束部12へテープTを導入する導入部11と、導入部11によるテープTの導入経路14に設けられて、結束部12に導入される前のテープTに押印処理を行う押印部28と、テープTの先端部を検出可能な検出手段71と、を備え、先端部が検出手段71で検出された位置を基準としてテープTに押印部28により押印処理を行わせる。
(もっと読む)
紙葉類結束装置
【課題】テープのセットミスに起因した結束不良の発生を抑止することができる紙葉類結束装置の提供。
【解決手段】供給部12から供給されるテープTを所定の方向に捩り折り返して導入部14へ案内する折返案内部13が、供給部12からのテープTの繰出姿勢での幅方向に沿う第1の状態と、導入部14へのテープTの導入姿勢での幅方向に沿う第2の状態とに傾動可能であり、第1の状態で供給部12からのテープTが巻き付けられ導入部14側に折り返された状態から、第2の状態とされるとテープTを所定の方向に捩る。
(もっと読む)
鉄筋結束機
【課題】ブラシモータに代えてブラシレスモータを使用することにより、長期間にわたり安定した機能を発揮するとともに、メンテナンスに負荷のかからない鉄筋結束機を提供すること。
【解決手段】ワイヤaを送る送りモータ2と送られたワイヤaを鉄筋bの周囲に巻き回すねじりモータ4とで鉄筋bを結束し、上記送りモータ2とねじりモータ4とをブラシレスモータによって構成するとともに、上記一方又は両方のモータ2又は4は回転位置を検出可能としたことを特徴とする。
(もっと読む)
テープによる結束機
【課題】構造が簡単でループ保持の確実性に優れるテープによる結束機を提供する。
【解決手段】頂部12並びに第1及び第2の縦部13,14を有するアーチ状の案内部材11の内面に沿って、テープTを走行させて、テープTのループを形成する。ループ形成のためのテープTを走行させるときに、縦部13,14の空気吸引孔19を介して空気吸引ファン21,22が空気吸引する。また、テープT受け部材としての揺動側板24を傾動して揺動側板24の上縁24aを頂部12の下方に進出させ、ループ頂部の垂れ下がりを防止する。揺動側板24の上縁24aがテープTの対応する側縁を下方から受ける。
(もっと読む)
積み重ねられた製品を結束する結束システム及び方法
【課題】積み重ねた物品の周りにバンド材料によるループを形成するための結束システムに関する。
【解決手段】機械フレーム8、バンド材料2を供給する供給機構6、物品の周りにループを形成するための結束手段7、ループを物品の周りで閉鎖する溶接手段、バンド材料2を切断する切断手段を含み、機械フレーム8の平面的形態は供給機構6によりバンド材料2を供給する平面と一致し、結束手段7はバンド材料の先端を搬送する搬送手段を含み、結束手段7は物品を結束する作業位置と、結束場所へ物品を供給する後退位置との間で、機械フレーム8の平面に沿って機械フレーム8及び供給機構6に対して移動可能な結束部として構成され、結束手段7はバンド材料2を吸引するために搬送手段の周りに真空チャネル24を含み、真空チャネル部は結束手段7の作業位置において機械フレーム8上の他の真空チャネル部に連結されかつ主真空ポンプ19に連結される。
(もっと読む)
結束機
【課題】複数本の被結束物を輪ゴムで良好に結束することができるようにすること。
【解決手段】複数本の長尺状の被結束物の端部に輪ゴム3を巻回する巻回装置9を有し、巻回装置9で複数本の被結束物の端部を輪ゴム3で結束する結束機において、巻回装置9の内部に複数本の被結束物の端部を挿通させるための結束空間28を形成するとともに、結束空間28に輪ゴム3を開くための複数本の輪ゴム保持爪29を開閉可能に配設し、複数本の輪ゴム保持爪29を閉じた状態で輪ゴム3を受取った後に、複数本の輪ゴム保持爪29を開くことで輪ゴム3を結束空間28よりも大きく開いた状態で輪ゴム3を保持し、その状態で結束空間28の内部に複数本の被結束物を挿通させ、その後、輪ゴム保持爪29による輪ゴム3の保持を解除することで、複数本の被結束物の端部を輪ゴム3で結束するように構成する。
(もっと読む)
バッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法
【課題】開封時に袋などの被結束体を破損することなく、反復使用が可能であり、かつ、分別廃棄が不要なバッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法を提供すること。
【解決手段】粘着領域と、非粘着領域とからなるバッグシーリングテープであって、
前記粘着領域が、基材フィルムの表面に、当該基材フィルムの長尺方向に飛び石状に設けられてなるバッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法である。
(もっと読む)
紙管の結束積み重ね方法と装置
【課題】複数本の紙管を小分けして結束すると共に、嵩低く安定した積み重ねができる形態とし、全体本数の把握が容易となり、必要な本数の紙管を速やかに取り出すことができる紙管の結束積み重ね方法を提供する。
【解決手段】複数本の紙管aが順次接し合う並列状態で並んだ下位紙管列の上に、この下位紙管列よりも一本少ない本数の上位紙管列を重ねて紙管集合体を形成し、この紙管集合体をそのままの形状でバンドによって結束することで結束紙管集合体fとし、この結束紙管集合体fを、下位紙管列が下になるそのままの形態と下位紙管列が上になる反転形態で交互にパレット7上に載置することで平面的に並べ、これを順次上方に積重ねて行く。
(もっと読む)
結束装置
【課題】被結束物の両端部で結束バンドの結束が同じ状態におこなえ、安価に且つ結束サイクルの時間が可及的に長くならない結束装置を提供する。
【解決手段】被結束物Bを結束バンドbで結束する結束装置が、固定フレーム1と、その下方に配置され被結束物Bを搬送する搬送コンベヤ2と、被結束物Bを結束バンドで緊縛する結束手段3と、該結束手段3の搬送方向の前後で被結束物Bを上方から押圧する前部押圧手段4と後部押圧手段5とを有し、前部押圧手段4が、搬送方向に移動不能に上下方向に昇降可能に配置されている昇降フレーム4aと、該昇降フレーム4aに搬送方向に移動可能に配置された自在搬送手段4bと、該昇降フレーム4aを昇降させる押圧駆動手段5bとを有し、前記後部押圧手段5が、被結束物Bを上方から押圧する押圧手段5aと該押圧手段を昇降させる押圧駆動手段5bとを有する。
(もっと読む)
媒体施封装置
【課題】把束の失敗と判定された異常束の媒体の破損や脱落を防止する。
【解決手段】所定枚数の媒体を把束して媒体束を作成する把束手段を有する媒体施封装置において、把束手段で作成された媒体束を挟持して搬送する束搬送路を有する束搬送手段90と、束搬送手段90で搬送される媒体束の把束の成否を判定する通過確認センサ96と、通過確認センサ96により把束の失敗と判定された媒体束を束搬送手段90の束搬送路に押圧して固定する紙幣クランプ部97とを備えた。
(もっと読む)
自動梱包機のアーチにおけるテープ補助送り装置
【課題】簡単な構造でアーチ本体のテープ通路に対して、極薄のフイルムを用いたテープを全長にわたって確実に装填することができる自動梱包機のアーチにおけるテープ補助送り装置を提供する。
【解決手段】自動梱包機に設けたアーチ2の途中に、テープbの外側に位置してテープbの走行方向に回転する補助駆動ローラ34と、テープbの内側に位置してテープbを補助駆動ローラ34に押付けるピンチローラ35を配置し、前記補助駆動ローラ34をテープ送り込み引き戻し機構4のフィードローラ12と周速が同じで、このフィードローラ12のテープ送り出し方向のみに同期回転するように設定し、前記ピンチローラ35は、アーチ2のテープ開放状態時にテープ通路6から離反するようにした。
(もっと読む)
結束機の結束機構
【課題】プリーツ状に絞り込まれた袋口が巻き付け歯車と押え部材の間に噛み込んで、結束機が停止するおそれがある。
【解決手段】包装袋4の袋口4Aを結束する接着テープ6が装備され、絞り込まれた袋口4Aが通過する袋口通過用通路26が形成され、接着テープ6を袋口4Aに結束するための機構を備えた結束機に装備される結束機構であって、袋口通過用通路26を通過する絞り込まれた袋口4Aに接着テープ6を二つ折れに絡み付ける巻き付け歯車10と、巻き付け歯車の歯10Aと係合するノッチ34Aが形成された押え部材32とを備える。
(もっと読む)
バーコードが印字されたコイル結束用フープ
【課題】コイル状物を結束するフープ表面のバーコード印字は、フープの湾曲により、その認識性が悪化する。これを解決するため、本発明は、現状の鉄鋼薄板コイルの結束用金属帯(フープ)を例として、正確な認識性を有するバーコード印字がなされたコイル結束用フープを提案する。
【解決手段】バーコードをフープ長手方向に対し斜めに印字することにより、バーコードの実質的曲率を大きくする。そこで、コイル半径、バーコード長さ、およびバーコードとフープとのなす角を変えて印字されたことを特徴とするコイル結束用フープであり、更に、前記バーコード長さ(L)と前記コイル半径(R)の関係が以下の式であるコイル結束用フープを提案する。
L ≦(0.2×R−40)/cosθ
L: バーコード長さ(mm)
R: コイル半径(mm)
θ: バーコード横方向とフープ長手方向が交わる角度
(もっと読む)
条材結束装置
【課題】ワイヤ30の傷つきが生じにくい結束装置14の提供。
【解決手段】結束装置14は、フレーム16、ガイドトラック18、フィードホイール20、ねじりヘッド22、カッターブロック24、ストッパー26及びストップブロック28を備えている。この装置14に、丸棒鋼64が送られる。フィードホイール20から供給されたワイヤ30は、ガイドトラック18に導かれることにより、ループを形成する。ワイヤ30の両端は、ねじりヘッド22に掴まれる。ねじりヘッド22は、前進しつつ回転する。この回転により、ワイヤ30にねじり目が形成される。ねじりヘッド22が最も前進した状態において、ストップブロック28の内面は、ねじりヘッド22の前端よりも前方に位置する。
(もっと読む)
1 - 20 / 290
[ Back to top ]