
Fターム[3E054DD16]の内容
包装位置への供給−物品の供給 (7,769) | 供給手段(コンベア) (511) | 列間の仕切りを有するもの (15)
Fターム[3E054DD16]に分類される特許
1 - 15 / 15
鶏卵整列装置
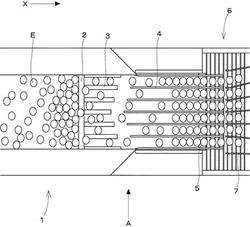
【課題】鶏卵の損傷を防ぎながら、均等な間隔で整列させることができる鶏卵整列装置を提供する。
【解決手段】本発明に係る鶏卵整列装置は、X方向へ鶏卵Eを搬送する搬送部1と、鶏卵Eを搬送部1の幅方向へ分散しながら停留させる停留部2と、停留部2の下流側に隣接し、搬送部1の幅方向に均等な間隔となるように鶏卵Eを案内する案内部3と、案内部3が案内する間隔と同じ間隔で鶏卵Eを整列させる整列仕切部4とを備えている。鶏卵Eは、案内部3によって整列仕切部4の上流側先端に直接接触しないように案内されるので、鶏卵Eの損傷や、整列仕切部4で形成された通路の入り口に鶏卵Eが重なり合って詰まることを防げる。また、鶏卵Eは、停留部2によって搬送部1の幅方向へ分散されるので、整列仕切部4で形成された複数の通路に偏りなく鶏卵Eを整列させることができる。
(もっと読む)
集積供給システム

【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
食品整列供給システム
【課題】簡単な構造で、食品を搬送しつつその厚さ方向を横に向けて縦横に複数列をなすように整列した食品群として包装装置に供給することのできる食品整列供給システムを提供する。
【解決手段】伏姿勢で載置される多数の食品Fを複数の列に整列して供給搬送する整列搬送装置2と、送り出されてくる各列の食品Fを単列ずつに区分するとともに、搬送しつつ起立姿勢にして送り出す姿勢変更搬送装置3と、送り出されてくる各列の食品Fを列を保持した状態で中間搬送するとともに搬送方向後端で各列の間隔が狭くなるように寄せる中間搬送装置4と、送り出されてくる各列の起立姿勢の食品Fを各列について1個ずつの横方向に並んだ食品群FGとして送り出すグループ形成装置5と、グループ形成装置5から送り出されてくる食品群FGを排出搬送する排出搬送装置6と、制御部7とを設ける。
(もっと読む)
長尺農作物の方向修正搬送装置
【課題】長尺農作物の方向修正搬送のオートメーション化。
【解決手段】長手方向の一端側の向きが搬送方向下流側方向でないと識別された長尺農作物Aを、この長尺農作物Aの一端側の向きを搬送方向下流側方向に向かせるように修正しながら、コンベア3Bの搬送方向と交差する方向を搬送方向とするシュータ6に送り出し、長手方向の一端側の向きが搬送方向下流側方向であると識別された長尺農作物Aを、その向きを保った状態でシュータ6に送り出すようにし、このシュータ6は、向きが修正されて送り出される長尺農作物Aを、その向きを保った状態で搬送する。
(もっと読む)
包装装置
【課題】製品20を継続的に包装する。
【解決手段】包装装置10は、レーンサイズが変更可能であり、製品を製品セットとし、プロダクトセットを所定の制御方法によってレーンチェーン速度に加速させるデュアルサーボグループ化機構110を有するグループ化機構14を有する。グループ化機構14は、レーンに設けられたカム面64によってレーンに回転するタイミング突起60をさらに有する。タイミング突起60が製品セットをレーンの下流側へ押し進めたときに、カム面の上昇した表面に製品が乗る。このため、製品セットの製品の間に間隔が開くことが抑制される。
(もっと読む)
ワーク移載装置
【課題】動作の無駄を省いて処理能力を向上できるとともに故障の発生を少なくでき、しかも構造が簡単で安価に製作できるとともに小型に構成可能なワーク移載装置を提供する。
【解決手段】ワークとしてのカップ飲料1を保持するためのワーク保持手段41を有する1組のワーク保持ユニット42であって、回転軸43を挟んでその両側に設けた1組のワーク保持ユニット42と、回転軸43を中心とした回転運動と回転軸43の軸方向への直線運動とによって、一方のワーク保持ユニット42をカップ容器の受取位置から受渡位置へ移送するとともに、他方のワーク保持ユニット42をカップ飲料の受渡位置から受取位置へ移送して、両ワーク保持ユニット42を受取位置と受渡位置とに交互に位置切換えする位置切換手段44とを備えた。
(もっと読む)
薬剤手撒き装置
【課題】容易かつ安価に製造できるうえ高速時も区画室が安定する多列コンベアを実現。
【解決手段】多行多列の多数マス22を具備した予備撒きカセット20と、多行多列の区画室93に予備撒きカセット20から一括して薬剤を受け取る多列コンベア80と、多列コンベア80から一列分ずつ薬剤を受け取る単列コンベア40とを具えた薬剤手撒き装置50において、多列コンベア80が、平行配置されていて一緒に駆動される一対の無端ベルト81に多くの区画列部材90を装架したものであり、区画列部材90が、多列コンベア80の一列分の区画室93を一体形成した固形物であって区画室間の隔壁92に区画室93を避けて溝96を形成したものであり、その溝96に上側固定板85や下側固定板87が挿通されて区画列部材90の移動について案内および規制を行う。
(もっと読む)
後端物品押し込みアセンブリ付カートン梱包機
物品梱包機は、梱包製造連の後端の物品を送り込みレーンの下方へ且つ梱包機のワークステーションに押すための後端物品押し込みアセンブリを含み、これにより後端の物品を梱包することができる。押し込みアセンブリは押し込みチェーンを備え、押し込みチェーンは、一方向へ曲がることが可能で自身に巻き回ることができ、また、チェーンのほぼ直線形態を越えて他の方向へ曲がることは不可能である。押し込みブロックが押し込みチェーンの自由端部に取り付けられている。  (もっと読む)
(もっと読む)
缶体の整列搬送用ガイド装置および整列搬送装置
【課題】缶体搬送コンベヤのガイド部材間に缶体を変形させることなく集積整列させることができる缶体の整列搬送装置を提供する。
【解決手段】缶体供給コンベヤの一側に缶体搬送コンベヤを並列し、その缶体供給コンベヤと缶体搬送コンベヤに跨るように配置された整列ガイドに缶体供給コンベヤによって搬送される複列の缶体Aの各列の缶体Aを缶体搬送コンベヤの搬送面上に搬送方向に等間隔に設けられたガイド部材間に誘導する複数の案内路を設け、各案内路の一側部に一方向に回転して必要数の缶体Aをガイド部材間に送り込む送りホィール30を設ける。送りホィール30を、上部送りホィール32と下部送りホィール33とで形成し、その上部送りホィール32により缶体Aの強度の高い上側折曲げ部bを受け止めて送り出すと共に、下部送りホィール33により缶体Aの強度の高い下側折曲げ部cを受け止めて送り出すようにして、缶体Aが変形するのを防止する。
(もっと読む)
もやしの揃え供給装置
【課題】
もやしの長さ方向を揃えて供給することができるもやしの揃え供給装置を提供する。
【解決手段】
水平方向の断面が楕円や長方形の扁平なホッパー3、4と、ホッパー4を断面の長辺に沿う方向に水平に振動させる加振機6と、ホッパー4の下方に配置されホッパー4の水平方向断面の長辺に沿う方向に互いに間隔を保って並べられた複数個の仕切り12が設けられたチェーンコンベア及びその内側に配設されチェーンコンベアより低速で走行されるベルトコンベア18によって構成され仕切り12と直交する方向に走行するコンベア10とを有し、コンベア10はホッパー4から落下するもやしを受けてその長さ方向が仕切り12に沿う方向にもやしを揃えて搬送する。
(もっと読む)
物品移載装置
【課題】バケットコンベアのバケットに個別保持された物品を複数個ずつ押し出して次工程へ送り出すに際し、次の作業がやりやすい形に物品をまとめられるようにする。
【解決手段】バケットコンベア10の複数のバケット11に個別保持された複数の物品2は、第1押し出し装置30により中間保持部20の物品受入部21に押し出される。中間保持部20には押し出しバー41が配置されており、押し出しバー41は第2押し出し装置40により、物品受入部21における物品2のオーバーランを止める第1位置から物品受入部21内の物品2の背後に回り込む第2位置へ、さらに物品2を物品受入部21から移載チャック120への受け渡し箇所へと押し出す第3位置へと順次変位せしめられる。
中間保持部20と受け渡し箇所の間には、中間保持部20から押し出された複数の物品2を密集状態にするテーパ状ガイド23が設けられている。
(もっと読む)
カートナー
【課題】カートンの上方に物品を押し出し、その物品をそのまま下ろしてカートンに挿入するというレイアウトが求められるカートナーにおいて、物品を無理なく正しい姿勢でカートンに挿入できるようにする。
【解決手段】上面の開口したカートン101の上方に水平方向へのスライドが可能なシャッタ110を配置する。シャッタ110をシャッタ駆動装置111が、カートン101を覆う進出位置と、カートン101を露出させる退避位置との間で移動させる。シャッタ110の上方に配置された真空吸着式の移載チャック120は、進出位置にあるシャッタ110の上に押し出し装置で押し出された物品2を吸着して上昇する。その後シャッタ110は退避し、移載チャック120は降下してカートン101に物品2を挿入する。
(もっと読む)
グルーピング装置
【解決手段】 第1グルーピング機構6は、搬送コンベヤ2上に係合ピン14を突出させて包装品5に当接させることで、包装品5の移動速度を規制するようになっている。係合ピン14は、搬送方向後方側へ突出する突出部14Aと、その隣接下方側に位置する空間である逃げ部14Bを備えている。包装品5は、開口部4Aが前方となるようにして搬送コンベヤ2によって搬送されるようになっている。
係合ピン14の突出部14Aが包装品5の開口部4Aを介して缶3に当接して包装品5の移動速度を規制するが、その際、包装品5の包装材4の前端4Bは逃げ部14B内に位置して係合ピン14と当接しない。
【効果】 包装材4の前端4Bを損傷させることなく包装品5を所定数にグルーピングすることができる。
(もっと読む)
減列型製品供給装置
【課題】複数列の製品を全部停止することなく減列させて効率よく次工程に搬送する。
【解決手段】4列のコンベア2a〜2d上でトイレットペーパPをそれぞれ搬送する制御コンベア10,10を設けた第一搬送部3と、各コンベアのトイレットペーパをそれぞれ高速で受け取る増速コンベア14及び4列の搬出路4a〜4dを備えた第二搬送部7とを備えた。コンベア2dの制御コンベアを停止させると共に他のコンベア2a〜2cのトイレットペーパを第二搬送部7に受け渡す。第一搬送部3で、停止するコンベア2と起動するコンベアとを順次変更しながら3列のトイレットペーパを搬送して第二搬出路に受け渡す。そして、前回停止したトイレットペーパの制御コンベア10,10の起動信号を確認する起動可否確認手段と、この制御コンベアの起動確認後に他のコンベアのトイレットペーパ搬送を減速停止させる駆動停止手段とを備えた。
(もっと読む)
シート状製品をコンベヤに供給する方法及び繰出し装置
【課題】 長手方向リブ又は横方向リブを有するシート状製品のどちらにも対応してコンベヤに供給できる方法を提供すること。
【解決手段】 ローディングテーブル20上に多数のシート状製品14のパイル12を担持するシートフィーダ11により、シート状製品をコンベヤ13に供給する方法において、シートフィーダを、そのローディングテーブルの自由縁22がコンベヤの軸線に一致する主供給軸線23に平行な方向Aに関して所定角度(α,90−α)傾斜するようにして配置する段階と、パイル12をローディングテーブル20上に置く段階と、パイル12を、その製品の平らな表面に作られているリブ15がシートフィーダの繰出し装置16,18に関して所定角度(β)傾斜する方向となるようにして配置して、製品の一隅部又は頂部21をローディングテーブルの端縁22から突出するように位置させる段階とを包含する。
(もっと読む)
1 - 15 / 15
[ Back to top ]