
Fターム[3E062JB26]の内容
剛性又は準剛性容器の細部 (31,081) | 被覆−形状、構造 (1,453) | 表面加工 (578) | 印刷 (81)
Fターム[3E062JB26]に分類される特許
61 - 80 / 81
熱収縮性ラベルおよびその貼り合わせ方法

【課題】ペットボトルをはじめとするプラスチックボトルやガラスびんの胴部等の全周にフィルム基材の熱収縮力により密着される熱収縮性ラベルにおいて、ボトル等の容器から分離し易い熱収縮性ラベルを提供する。
【解決手段】1枚の熱収縮性フィルムの始端部外面と終端部内面を重ね合わせ接合された重ね合わせ部を有する筒状のフィルム1を、プラスチックボトルやガラス瓶等の容器の外周面に装着し、熱収縮して容器に密着させて用いる熱収縮性ラベルであって、重ね合わせ部の終端部とラベル胴部の接合面に少なくとも一部の未接着箇所が設けられ、重ね合わせ部のフィルム始端部と終端部の接合界面には、インキコーティング層2が介在している。
(もっと読む)
円筒状加飾容器及びそれに充填された飲料製品

【課題】本発明の目的は、円柱状の胴体を有している容器において、実際には円柱形状であるにもかかわらず、四角柱などの多角柱形状に錯視させることで、見る者に驚きと楽しさを与えることである。特に、店舗での冷蔵庫の下段に陳列された商品を多角柱形状に見せることで、当該商品を目立たせ、見る者を魅きつけることを目的とする。更に、円筒形状の製造設備をそのまま活用することを目的とする。
【解決手段】本発明に係る円筒状加飾容器は、胴体の全体又は一部が円筒形状を有する容器において、円筒部分の外側面1に、円筒部分の主軸方向Yが振幅方向でかつ円筒部分の円周方向Xが波長方向である帯状の波形2が、円筒部分の主軸方向Yに沿って複数並列に配列されていることを特徴とする。
(もっと読む)
筒状シュリンクラベル、筒状シュリンクラベル付き容器およびこれらの製造方法
【課題】半導体レーザー光で溶着してなる生産性に優れる筒状シュリンクラベルを提供する。
【解決手段】縦一軸延伸した熱収縮性基材フィルムを延伸方向の所定サイズに切断してラベルを切り出し、前記ラベルの切断端を上下に重ねてラベルを筒状に成形し、前記重ね部と、重ね部近傍の前記下ラベルとを半導体レーザー光で照射し、前記重ね部を半導体レーザー光で溶着することを特徴とする。筒状シュリンクラベル熱収縮率および接着強度に優れる。
(もっと読む)
消費者製品用のパッケージ
外部から見える面を備えるパッケージ。外側から見える面はしるしを備えており、そのしるしは、光沢のある又は艶やかな被覆をその上に備える。外側から見える面は、しるしに対応する部分にエンボス加工される。外側から見える面は、しるしを囲む付加的な被覆を備え、その付加的な被覆は、光沢のないものである。このしるしは非英数字である。 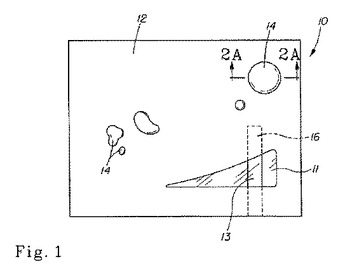 (もっと読む)
(もっと読む)
交互のバンドを有する不透明な多相歯磨剤
多相歯磨剤組成物は、少なくとも2つの視覚的に区別可能な相を含み、この視覚的に区別可能な相は、ほぼ透明な容器に包装され、少なくとも1つの相が別の相と物理的に接触し、全ての視覚的に区別可能な相は不透明であり、視覚的に区別可能な相は交互のバンドを形成し、少なくとも1つのバンドが、容器の長手方向軸と平行でない方向に配向され、又は少なくとも1つのバンドが、組成物が容器から分配される方向と平行ではない方向に配向される。  (もっと読む)
(もっと読む)
塗装ガラス容器の製造方法
【課題】ホットスタンプ工程のあとに、塗装工程の実施が可能であって、かつ、ホットスタンプ工程において、大面積の金属箔を転写する場合であっても、数種の装飾用塗料を塗布する場合であっても、均一な塗装を施した塗装ガラス容器が効率的に得られる塗装ガラス容器の製造方法を提供する。
【解決手段】下記(1)〜(4)の工程を含むことを特徴とする塗装ガラス容器の製造方法である。
(1)ガラス容器を準備する工程
(2)ガラス容器の所定箇所に印刷用インクを塗布して、半硬化させる工程
(3)加熱弾性体を用いてホットスタンピング箔を押圧し、印刷用インクに対応させて、表面の濡れ指数が25dyn/cm以上である金属箔を転写させる工程
(4)転写した金属箔の上から、ガラス容器の表面を塗装する工程
(もっと読む)
プラスチック容器のデジタル印刷
非平面である外側の表面(20)を有すると共にインクの液滴(30)が印刷された容器(10)が提供される。インクンの液滴(30)は直径が約10ミクロンから約200ミクロンで変化し、また液滴はインチ当たり200から1200滴である。プラスチック容器をデジタル印刷するための方法も同様に開示されている。  (もっと読む)
(もっと読む)
水への浸漬前に溶解耐性を有する水溶性基材
水溶性基材、より具体的には、少量の水への接触に対して耐性を有する水溶性基材、及びその製造方法が開示される。水溶性基材よりも水溶性に劣る粒子形態のコーティングが、水溶性基材の少なくとも1つの表面に塗布され、かつ水溶性基材の少なくとも1つの表面を実質的に被覆する。水溶性基材に対するコーティングの重量比は、0.8超である。水溶性基材から製造されるパウチのような物品もまた本明細書に開示される。  (もっと読む)
(もっと読む)
熱収縮性ラベル、その製造方法およびプラスチックボトル
【課題】消費者が手を傷めることなく容易に剥がすことができるように改良された熱収縮性ラベルを提供する。
【解決手段】プラスチック容器の側面に装着される熱収縮性ラベルであって、一方の端部10aと他方の端部10bを有する基材フィルムを備える。一方の端部10aと他方の端部10bは、基材フィルムがチューブを形成するように、重ね合わされている。重ね合わせ部において、一方の端部10aと他方の端部10bは、容易に剥がせるように、両者の溶着強度を調整するための溶着調整層1を介在させて溶着されている弱接着部分51を有する。熱収縮性ラベルをペットボトルから容易に剥がすことができるようになるので、PETボトルのリサイクルを効率良く実現できる。
(もっと読む)
全体論的コード化システムを含むパッケージ
全体論的コード化システムを備える家庭用品(30)用のパッケージ(10)を請求する。コード化システムにより、消費者は、混同することなく、間違った選択の可能性が制限され、素早く彼らの要求に必要な物品を選択することが可能になる。コード化システムは、パッケージの分配手段(50、60)上の第1コード化要素及びパッケージ内に収容された物品上の第2コード化要素を含む。第1及び第2コード化要素の両方は、閉じたパッケージを通して消費者の目を引く。  (もっと読む)
(もっと読む)
食品を支持するための構造体
食品を支持するための構造体は、複数の仕切り壁と、複数のベースパネルとを含む。該仕切り壁は、該構造体の長さに沿って、互いに離間している。各ベースパネルは、一対の隣接する仕切り壁の間に位置し、該隣接する仕切り壁を接続している。マイクロ波エネルギー相互作用要素は、該構造体の表面を被覆するようにしてもよい 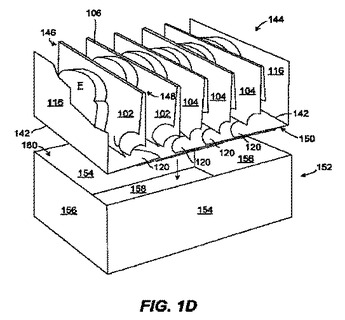 (もっと読む)
(もっと読む)
感圧接着剤(PSA)ラミネート
少なくとも1種の非接着性ラミネートおよび少なくとも1種の粘着付与剤層とを含むPSAラミネートを提供し;非接着性ラミネートは、少なくとも1つのフェイスストック層と少なくとも1つの接着性ベース層とを含み;フェイスストック層は、少なくとも1種のフェイスストック物質を含み;接着性ベース層は少なくとも1種の接着性ベースポリマーを含み;粘着付与剤層は少なくとも1種の粘着付与剤を含み;粘着付与剤組成物はPSAではなく;そして粘着付与剤層が非接着性ラミネートの接着性ベース層側に適用されてPSAラミネートが製造される。PSAラミネートを製造する方法およびPSAラミネートを含む物品もまた提供される。 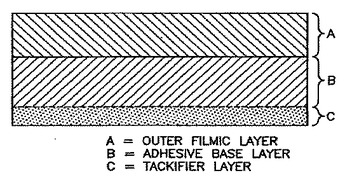 (もっと読む)
(もっと読む)
白色度に優れた塗膜面を有する金属製容器
【課題】従来の白色インキよりも薄い厚さでも、金属光沢部分を有していながら、必要な部分のみに見た目の白色度が高い白色を有するもので、従来の塗装装置をそのまま用い、従来と同一の操作で、塗装可能であり、金属面に対する密着性が従来のものと変わらず白色度の高い白色インキを有する金属製容器の提供。
【解決手段】有底円筒状のアルミニウム金属素地成形後、該円筒状金属素地外面に蛍光増白剤をインキ中の固形分に対して0.1〜2.0重量%配合したチタンホワイト系白色インキの厚さが0.2〜3.0μmである皮膜を形成し、更にその上にクリア塗料の厚さが2.5〜10μmである皮膜を設けた後、ネッキング加工およびフランジング加工またはネッキング加工、ネジ加工およびカール加工をすることを特徴とする金属製缶または金属製ボトル缶の製造方法および同方法により製造された金属製容器。
(もっと読む)
組成物の視覚的に異なる相を見るための包装
パーソナルケア製品は、容器と、該容器内に配置された視覚的に異なる相を有するパーソナルケア組成物とを含む。容器は、該容器内の視覚的に異なる相の視認を可能にする視認部分と、該容器内の組成物の視認を妨げる被覆部分とを含む。  (もっと読む)
(もっと読む)
オーバーコート層を有する熱収縮性ラベルおよびこのラベルを装着した容器
【課題】
高収縮率を必要とするような形状の容器に対して、傷防止のためのオーバーコート塗膜を施した熱収縮ラベルを装着させる場合にも、白化による外観不良が生じない熱収縮性ラベルを得る。
【解決手段】
ポリスチレン系熱収縮性フィルム1の表面に、透明オーバーコート塗膜3を設けた熱収縮性ラベルにおいて、ラベルを装着する容器の周長が下記式1を満足する部分には、オーバーコート塗膜が塗布されていないことを特徴とする。 (L−A)/L×100>35 ・・・(式1) L:容器の最大周長 A:容器の任意の場所の周長
(もっと読む)
複数の容器および/または該容器から得た完成品を識別する方法
本発明は、1バッチの物品を識別する方法に関連し、次のステップ群を具える。すなわち、(AA)少なくとも次の付加ステップが実行されることで特徴づけられる複数の容器(1)を取得するステップ;(AB)1つの本質的識別コード(5)をバッチ毎に生成するステップ;(AC)各容器(1)の壁(3)内に2次元または3次元の本質的マーキングゾーン(4)を設け、前記壁(3)の構成基材を変化させることにより、各容器(1)内に、その識別を行うために読み取り可能な本質的識別コード(5)を再現することによって前記1バッチの容器(1)をマーキングするステップ;(AD)前記1バッチの容器(1)に充填する製品(10)に関連した1つの付帯的識別コード(16)を生成するステップ;(AE)前記製品(10)を充填した前記1バッチの容器(1)に対し、その各々に付帯的マーキング手段(15)を組み合わせて各々の付帯的識別コード(16)を読み取り可能に再現することによって、再マーキングを行うステップ;(AF)各々の製品を、その本質的識別コード(5)および付帯的識別コード(16)を読み取ることで識別するステップ、を具える。  (もっと読む)
(もっと読む)
ボトル缶の製造方法及び該方法により製造されたボトル缶
【課題】 アルミ地が内容物充填後の殺菌処理で変色しない方法として化成皮膜を厚くすれば良いが、ボトル缶の場合、縮径加工による変形のため化成皮膜が破壊されカール部の内面塗膜にシワが発生する為、加工時において皮膜が破壊されず、且つボトム外面塗装が不用な方法の提供。
【解決手段】 アルミニウム板に絞り・しごき加工を施して有底円筒体を形成し、該有底円筒体の開口部近傍にネッキング加工により該開口部を密封するためのキャップを取り付けるキャップ取付用のネジ部を形成するボトル缶の製造方法において、化成処理工程をネッキング加工・ネジ加工・カール加工をした後に行うことを特徴とするボトル缶の製造方法及び該方法により製造されたアルミニウム又はアルミニウム合金製ボトル缶。
(もっと読む)
シームレス缶体
【課題】色彩が鮮やかで、モアレ、ロゼッタパターンが無く、連続的階調表現を行うことができる美粧性に優れた印刷インキ層を缶胴部外面に備え、安価なシームレス缶体を提供する。
【解決手段】缶胴部2外面に印刷インキ層4と、印刷インキ層4を被覆する仕上げニス層5とを備える。印刷インキ層4は、35〜70Pa・秒、好ましくは38〜65Pa・秒、さらに好ましくは40〜60Pa・秒の範囲の塑性粘度と、9〜24、好ましくは10〜22、さらに好ましくは10〜20の範囲のタック値とを備える印刷インキを用いると共に、水無し平版と樹脂凸版とを用いるオフセット印刷により形成される。印刷インキ層4は、前記水無し平版による網点が、20〜60μmの範囲の直径を備え、27万個/cm2以下の範囲で不均一に配置され、前記樹脂凸版による網点が、30〜70μmの範囲の直径を備え、12万個/cm2以下の範囲で不均一に配置されている。
(もっと読む)
缶および缶の製造方法
【課題】 缶に優れた意匠性を具備させることができるとともに、このような缶を確実に形成する。
【解決手段】 缶10の胴部10a外周面に、第1インキ層11と、該第1インキ層11を被覆する第1オーバーコート層12と、第1オーバーコート層12の表面に形成された第2インキ層13と、該第2インキ層13を被覆する第2オーバーコート層14とがこの順に備えられている。
(もっと読む)
遮光性ボトル
【課題】 遮光性ボトルにおいて、ボトル本体のリサイクルが容易であり、ボトル本体の底部を遮光するためのカップ状の底部材がボトル本体から外れることを防止することのできる遮光性ボトルを提供する。
【解決手段】 胴部22が遮光性の筒状ラベル5で被覆された透明なプラスチック製のボトル本体2と、該ボトル本体2の底部20に被せられた遮光性を有するカップ状の底部材3とを備え、筒状ラベル5が底部材3の上端部を被覆することにより底部材3はボトル本体2の底部20に保持され、ボトル本体2の底部20には、接地用突起25がボトル本体2の接地部分となるように下方に向けて突設され、底部材3の内面には、ボトル本体2の接地用突起25を支持するフラット面32が形成されている。
(もっと読む)
61 - 80 / 81
[ Back to top ]