
Fターム[3E075DA04]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(送り) (2,532) | 送り部位 (928) | 中間部 (361)
Fターム[3E075DA04]に分類される特許
161 - 180 / 361
段ボールシートの糊付方法及び装置
【課題】接触式グルーガンを用いた製函機ラインの糊付工程において、オーダ変更によって段ボールシートの紙種が変わっても、糊付時に継ぎ代部に過大な接触圧が付与されずに、常に安定した糊付けを可能する。
【解決手段】製函ラインを走行する段ボールシートSの側端部の継ぎ代部内の糊付部に接触式のグルーガンを用いて糊を塗布する段ボールシートの糊付方法において、糊付時に第1加圧装置15により段ボールシートSに負荷されるグルーガン12の自重を相殺する方向に加圧力P1を付与し、該グルーガンの段ボールシート走行方向上流側の段ボールシート走行ラインPLに設けられた反力センサ36で継ぎ代部fの反力を検出し、糊付位置近傍に設けた第2加圧装置21により該反力検出値に応じて設定された加圧力P2を段ボールシートSの継ぎ代部fに付与しながらグルーガン12で糊付けするようにした。
(もっと読む)
タグ製造装置およびタグ製造方法

【課題】 型抜きにより生じる盛り上がり部分を平滑面化すことにより印字不能領域を最小限に止めることが可能なグ製造装置およびタグ製造方法を提供する。
【解決手段】 帯状のタグ原反51が装着されるタグ原反供給部52と、タグ原反供給部から供給されるタグ原反を所定の形状に型抜きするダイカット装置60と、ダイカット装置の下流側に設けられ、タグ原反の厚みとほぼ同じ隙間を有する平滑面化部材を備えた平滑面化装置2と、ダイカット装置による型抜きによって切り離された耳部54を巻き上げる耳部巻き取り部56と、耳部が取り除かれたタグ原反を巻き取るタグ原反巻き取り部57と、を備えたタグ製造装置1であって、ダイカット装置により型抜きされたタグ原反の型抜き跡の盛り上がり部分を、平滑面化部材の隙間を通過させることにより平滑面化する。
(もっと読む)
製袋機
【課題】従来とは異なる方式で角底袋を製造する製袋機を提供する。
【解決手段】上層および下層の胴材が互いに重ね合わされ、その長さ方向に送られる。さらに、プラスチックフィルムがその長さ方向スリット線に沿ってスリットされ、サイドガセット材と底ガセット材に分割され、サイドガセット材が下層の胴材に導かれ、底ガセット材が一方または他方の層の胴材に導かれ、両層の胴材によってプラスチック袋の胴部が形成され、サイドガセット材によってプラスチック袋のサイドガセット部が形成され、底ガセット材によってプラスチック袋の底ガセット部が形成される。
(もっと読む)
プラスチック段ボール箱の組立装置及びプラスチック段ボール箱の製造方法
【課題】 本発明は、所定の溶融箇所の全てを熱風により同時に溶融させ、相互のプラスチック段ボール片を同時に圧着させて組み立てるプラスチック段ボール箱の組立装置及びプラスチック段ボール箱の製造方法を提供する。
【解決手段】プラスチック段ボール箱を載置するテーブルと、ガイドと、保持機構と、折込機構と、折曲機構と、溶着機構、幅調整手段とを具備するプラスチック段ボール箱の組立装置において、溶着時における対向する一対の第2側板及び折込片に対応する位置に、保持機構、折込機構、折曲機構及び溶着機構が支柱へ夫々設置され、溶着機構は第2側板と折込片におけるくさび状隙間の略V字状内側面に対向するヘッド部の端面に複数の噴射孔が穿設され、当該くさび状隙間にヘッド部を挿入し、第2側板と折込片と接することのない近接位置から熱風を噴射することを特徴とするプラスチック段ボール箱の組立装置。
(もっと読む)
製袋機
【課題】従来とは異なる方式で角底袋を製造する製袋機を提供する。
【解決手段】一方の層の胴材がその幅方向に分割され、一方の層の胴材に一対の分割側縁が形成され、底ガセット材が一方の層の胴材に供給され、その外面に重ね合わされ、底ガセット材の幅方向中央部分が一方の層の胴材の分割側縁に沿って配置される。その後、底ガセット材と他方の層の胴材が底ガセット材の幅方向中央部分で付着され、仮止めされ、胴材の送りにともない、一方の層の胴材の分割側縁付近において、胴材および底ガセット材ガイド機構によって一方の層の胴材および底ガセット材が案内され、一方の層の胴材が折り曲げられ、底ガセット材と両層の胴材が組み合わされる。
(もっと読む)
ケース組立装置
【課題】4隅に丸みのあるケースを自動的に組立てることができるようにしたケース組立装置を提供することである。
【解決手段】内フラップ折曲げ装置50,60として、円筒状バラ物商品aの外周円筒面に沿う円弧状の押圧面54,64を先端部に有する対向一対の前部フラップ折曲げ部材51および対向一対の後部フラップ折曲げ部材61を採用し、その前部フラップ折曲げ部材および後部フラップ折曲げ部材を横送り装置52によりシート搬送路に向けて移動させて、内フラップ部F2を包装対象品のコーナ部に配置されたバラ物商品の外周円筒面に押し付け、その押し付け状態において外フラップF1を内フラップ部F2に重なる位置まで折曲げて内フラップ部F2に接合する。
(もっと読む)
複合ラベルの製造方法および製造装置
【課題】複数種類の機能性ラベルのそれぞれの機能を十分に発揮させることができ、物品に貼着したときに良好な外観を有するラベルと、その製造方法および製造装置を得る。
【解決手段】ラベル製造装置50は、剥離紙18に第1の機能性ラベル12,14を並列に仮着するための機能性ラベル仮着装置60,62を含む。剥離紙18上に仮着された第1の機能性ラベル12,14を覆うように、連続したラベル素材68を貼着する。カット装置90でラベル素材68をカットし、ラベル素材68の不要な部分を巻取りローラ84で巻き取ることにより、第1の機能性ラベル12,14上に第2のラベル16を形成する。第1の機能性ラベル12,14と第2のラベル16とで構成される複合ラベル10が仮着された剥離紙18を巻取りローラ58で巻き取る。
(もっと読む)
段ボールの抜型
【課題】製箱時に段ボールが引裂帯の折目線で折れ曲がりにくく、積上時における胴膨れも防止できる段ボール箱の製造用の抜型を提供する。
【解決手段】稜部罫線1を介して立面板2と平面板3とを連設し、稜部罫線1と並行する開封用の引裂帯7及びその切始部8を設け、引裂帯7を波状切目線7aにより形成し、この切目線7aを、段ボールの表裏に貫通する全切部と、段ボールが裏側から厚さ方向の途中まで切り込まれた半切部とを備えるリードとし、立面板2と平面板3とを稜部罫線1沿いに折り曲げて製箱する段ボール箱を製造するダイカッタ用の抜型において、波状切目線7aの振幅中心線が立面板2と平面板3との境界の稜部罫線1に対して傾斜するように、押圧部材10に対してリード刃11の振幅中心線を傾斜させる。
(もっと読む)
段ボールシートの製函方法及び装置
【課題】段ボール箱複数個分の寸法に形成された段ボールシートに製函加工を行って段ボール箱を生産する場合に、段ボールシートの歩留まりと生産効率を向上させ、紙粉対策を可能にする。
【解決手段】段ボール箱複数個分の寸法に形成された段ボールシートSを製函加工した後、段ボール箱1個分の寸法に切断するようにした段ボールシートの製函方法において、罫線入れ及び溝切り工程C後であって糊付け及び折り曲げ工程E前で、段ボールシートSを製函ラインPLに沿った搬送方向aと交差する方向の切断線kで段ボール箱1個分の寸法に切断する切断工程Iと、切断工程Iの後で切断された段ボールシートS1,S2を後工程に向けて搬送しながら増速して各段ボールシート間の間隔を設定寸法だけ開ける増速工程Jと、をもうけた。
(もっと読む)
環境に優しいティッシュ
【課題】環境への影響が最小限であるようなティッシュ製品を提供する。
【解決手段】1プライのロール状製品、例えばバスティッシュやペーパータオルなどに加工するための環境に優しいティッシュシートの製造方法が開示されている。本方法は、エネルギー消費量を最小限に、すなわちティッシュ3.56平方メートル当たり約100g-CO2e排出量以下に抑えると同時に、望ましいロール嵩、硬さ及び吸収性を有するロール状ティッシュ製品を製造するように決定された数多くのプロセス態様を用いる。
(もっと読む)
糊状物体検査装置
【課題】検査に用いられる光以外の光が存在すると、紙に糊が付着しているか否かを検査することができない。
【解決手段】糊状物体検査装置6は、平面上の糊状物体を検査する装置であって、被検査物に対して光を照射する光照射部62と、光照射部62により光が照射された被検査物を撮影する撮影手段64と、撮影手段64により撮影された画像おいて、被検査物の特定の検査領域内に映ったスリット線が直線状から変化しているかにより、被検査物上の糊状物体を検出する糊状物体検出手段65とを備え、光照射部62は、平行に並んだ複数本の直線状のスリット線が形成された透過体と、被検査物に対し、透過体を透して光を照射する照明手段とを有する。
(もっと読む)
封緘装置および封筒の封緘方法
【課題】低温時の粘着剤の転写性を改善する。
【解決手段】低温下での封緘作業のときは、封筒のフラップを転写ローラから離間させるタイミングをtaだけ遅らせる。これと共に、封筒を送り出す送り出し板の送り出し速度を期間tzにわたり常温時よりも遅くする。これらの送り出し処理(送り出し開始タイミングや、送り出し速度)の調整を行うことで、フラップへの粘着剤の転写時間を延ばすことができ、低温下での粘着剤の転写性の劣化を改善できる。
(もっと読む)
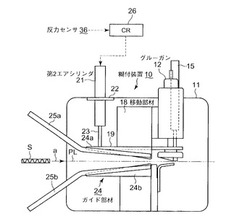
製函装置
【課題】製函途中で、筒状に開函された箱体の一開口側に連設された接着代フラップに接着剤を塗布できる装置の提供。
【解決手段】箱体Fを筒状に保持しながら搬送する搬送コンベア5の一方側に、回転駆動する塗布ローラ29と、塗布ローラ29の外周面31に対向してエアシリンダー21の駆動により上下動する押圧部材15を備えており、外周面31には接着剤Gが担持されている。内側フラップd9が押圧部材15と外周面31との間に入り込んだときに、押圧部材15の下降により内側フラップd9が塗布ローラ29の外周面31に対して押圧されて内側フラップd9に接着剤Gが塗布される。
(もっと読む)
デジタル制御工程でパッケージを製造する方法及び装置
パッケージがデジタル制御工程で製造される。デジタル印刷機101が、印刷済加工中製品を製造し、切断機104がそれらからブランク・パッケージ105を切断する。コンベア・ライン107が、この印刷済加工中製品をデジタル印刷機101から切断機104まで自動的に移送する。デジタル制御システム109が、少なくともデジタル印刷機101及び切断機104とデジタル制御情報を交換する。 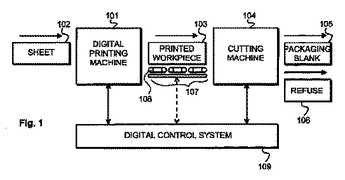 (もっと読む)
(もっと読む)
袋を充填するための装置
袋(2)、特に平袋および横ガゼット袋を充填するための装置(1)では、袋(2)の第1の袋端部(21)を開放するための開放ユニット(8)と、充填ステーション(9)とが設けられており、袋を確実にかつ迅速に充填するために、袋ブランク(25)の定尺切断装置(3)と、袋ブランク(25)の、第1の袋端部(21)と反対の側に位置する第2の袋端部(22)の閉鎖ユニット(4)と、変向ステーション(5)とが設けられており、定尺切断装置(3)と、閉鎖ユニット(4)と、変向ステーション(5)とが、搬送システム(6)によって互いに作用接続されており、袋(2)を変向ステーション(5)から開放ユニット(8)に供給するための供給装置(7)が設けられている。  (もっと読む)
(もっと読む)
段ボール紙の罫入れ方法及び装置
【課題】段ボールシート製造ラインの罫入加工において、雄型罫線ロールと雌型罫線ロールの相互の紙幅方向の位置ずれを低コストで解消できる手段を実現する。
【解決手段】外周面に雄型21a又は雌型22aが形成された一対の罫線ロール21,22間に段ボール紙を通して罫入れ加工を行なう段ボール紙の罫入れ方法において、該罫線ロールをサーボモータ32,33の駆動力により段ボール紙Wの紙幅方向aに配置された移動軸25,26上を移動させて紙幅方向aの位置決めを行ない、該一対の罫線ロール間相互の紙幅方向位置ずれに起因して発生する移動軸方向の力Fを該サーボモータの駆動力伝達機構を介してトルクに変換して該サーボモータに負荷し、該サーボモータに負荷される該トルクに対応してサーボモータに発生する反力Rを検知し、反力Rを低減するように該サーボモータを作動させて、該罫線ロール間相互の紙幅方向位置ずれを解消させる。
(もっと読む)
袋を形成する装置と方法
本発明は、チューブ片(13)から袋を形成する装置(1)を記述しており、前記チューブ片が、その延び方向に対して横に、移送方向(x)に前記装置(1)を通して移送可能であって、その場合に前記チューブ片(13)は、好ましくは伸張されたプラスチック小バンド(2)からなる織物を有し、かつ2つの互いに重なり合った材料層からなる。装置は、構成要素:チューブ片(13)の端部を開放する少なくともつの装置(8)であって、その開放する装置によって、前記チューブ片の前記端部の一部が、前記チューブ片の壁上へ折返し可能であるので、この開放された端部が、底になるように閉鎖可能である、前記少なくとも1つの開放する装置と、少なくとも1つのプレス手段であって、前記プレス手段によって、前記開放された端部の少なくとも一部が、折り端縁を形成しながらカウンター層に対してプレス可能である、前記少なくとも1つのプレス手段と、を有している。少なくとも1つの移送手段(30)が設けられており、前記移送手段によって前記チューブ片が、このチューブ片の端部の開放後かつプレス手段の作用前に、移送方向(x)にさらに移送可能である。 (もっと読む)
包装袋、包装袋の製造方法及び包装袋の製造装置
【課題】繰り返し封止可能なフラップを自動的に粘着することができる包装袋、包装袋の製造方法及び包装袋の製造装置。
【解決手段】本発明の包装袋は、袋本体および繰り返し封止可能なフラップからなる。袋本体は、ヒートシール可能な材料を用いたシームレス筒状体の2つの対向端部をヒートシールすることによって製造され、出し入れ用開口と該出し入れ用開口に通じている衛生用品を入れるのに適する受け入れ用場所とを有する。繰り返し封止可能なフラップは、袋本体の出し入れ用開口を開封自在に封止する。
(もっと読む)
ブランクのセットから箱を作るための方法及び装置
2つのブランク(2、3)から包装箱を作るための方法及び装置であり、ブランクは、2つの隣接するスタック(25、26)から同時に取り出されて、2つの平行なトラック(29、30)上に配置され、ブランクは、組み立て位置に突き当たるまで長手方向にフラットに移送され、第1のブランクは、長手方向の当接位置までの途中で接着剤が塗布され、第1及び第2のブランクは、各自の位置で横向きに突き当たって、正確な横方向の基準位置が与えられ、把持されて横方向に移送され、第2のブランクは、第1のブランク上に配置されてインデックスされ、第2のブランクが第1のブランクに対向して配置されるが、垂直圧によってクランプされているときに、第1のトラック(29)の駆動部(61)を退避させる。そして、第2のブランクを第1のブランクに適用して、それらを長手方向の所定位置にて互いに接着する。結果として得られたブランクのセットは、その後組み立て位置に移送されて、ここで箱は、芯を中心としてブランクを巻き付けることによって組み立てられる。  (もっと読む)
(もっと読む)
製袋機の断裁装置
【課題】基材フィルムの所定箇所をシールして袋状に形成する製袋機で製造されたシール済み基材フィルムについて、一枚ごと袋に断裁すると同時に袋の隅の角の部分を丸い形状に加工する断裁装置を提供する。
【解決手段】2枚以上重ねられた基材フィルム上の所定領域にシールを行って、複数の袋状部分が連続的に形成されたシール済み基材フィルムの断裁装置であって、シール済み基材フィルムを搬送する搬送手段と、搬送中のシール済み基材フィルムの幅方向の所定位置に配置されシール済み基材フィルムを所定箇所でスリットするスリット手段と、スリット後のシール済み基材フィルムの搬送経路を分離するための搬送経路分離手段と、搬送経路が分離された後のシール済み基材フィルムの搬送方向の所定位置に配置されシール済み基材フィルムを1枚ごとの袋に断裁すると同時に袋の隅の角部分を丸く加工する断裁角丸加工手段と、を備えることを特徴とする断裁装置。
(もっと読む)
161 - 180 / 361
[ Back to top ]