
Fターム[3E075DB23]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(切断、罫線入れ) (1,782) | 加工の種類 (1,056) | 罫線入れ (156) | 送り方向 (40)
Fターム[3E075DB23]に分類される特許
1 - 20 / 40
荷札
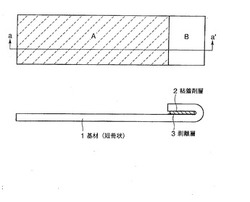
【課題】 粘着剤層を被覆する剥離紙を剥がして捨てることなく、荷札を取り付ける際に
、作業性に何ら問題なく、簡単に取付けることが可能である荷札を提供する。
【解決手段】 本発明は、短冊状に裁断されて使用される連続基材からなる荷札であって、荷札となる連続基材の一方の面に、連続基材のエッジから距離eとなる位置に幅bでストライプ状の剥離層が設けられ、前記剥離層の上に幅cでストライプ状の粘着剤層が設けられ、距離eと幅bと幅cはe>b>cの関係にあり、かつ、前記粘着剤層が設けられた面が凹状となるように連続基材に筋押し加工が施され、前記粘着剤層が内側となるように筋押し加工が施された位置から連続基材が二つ折りされ、前記粘着剤層と対向する連続基材とが接着されていることを特徴とする荷札により上記の課題を解決した。
(もっと読む)
包装袋とその製作方法

【課題】本発明は包装袋を容易に開口できる包装袋を提供する。
【解決手段】開口部を有し、その開口部の下の表シートと裏シートの少なくともいずれか一方に折り目3を付す。包装袋1は開口部を有し、その開口部の下の表シートと裏シートの少なくともいずれか一方に折り目が付されている。この折り目は、包装袋の横方向(幅)に対して、連続、不連続に、或いは、一部に形成するものである。また、折り目の上方に切断部が形成されている。折り目の下にチャック2が形成されている。開口部の下に折り目を付す包装袋の製作方法は、包装袋の少なくとも片側から回転する折り目体で挟着しながら、表シートと裏シートの少なくともいずれか一方に折り目を形成する。包装袋の少なくとも片側から往復動する折り目体で挟着して、表シートと裏シートの少なくともいずれか一方に折り目を形成する。
(もっと読む)
製函機の不良品除去装置及び製函機
【課題】製函機の不良品除去装置及び製函機において、不良品のシート材を適正に除去可能であると共に、作業効率の向上を可能とする。
【解決手段】段ボール箱Bの製造ラインを搬送される段ボールシートSに対して所定の検査を行って良否判定を行う良否判定装置101と、表面に罫線加工が施されると共に溝切り加工が施された段ボールシートSを製造ラインから除去する不良品除去部51と、良否判定装置101により不良品と判定された段ボールシートSに対して不良品除去部51を作動する選別装置102とを設ける。
(もっと読む)
段ボールシートとその罫線加工方法
【課題】 製凾時に罫線部分から簡単且つ正確に折り曲げることができる段ボールシートを提供する。
【解決手段】 段ボールシートAの所定箇所を裏ライナa3から表ライナa2に向かって断面U字状の直状溝となるように圧潰することにより罫線3を加工していると共に、この罫線の幅方向の中央部に、裏ライナa3と中芯a1とを貫通しているが表ライナa2には貫通していない小孔4aを該罫線3の長さ方向に小間隔毎に穿設することによりミシン目状の折り目4を形成してあり、製凾時に罫線3の両側の段ボールシート部分A1、A2を、表ライナa2側を凸円弧状に湾曲させながら折り目4から簡単且つ正確に折り曲げることができるように構成している。
(もっと読む)
段ボール加工装置
【課題】 切断紙片を段ボールから確実に離脱させて除去し得る段ボール加工装置の提供。
【解決手段】 段ボールにおける所定の幅方向長さ且つ搬送経路方向長さの一部領域を切断紙片として切断するための切断手段が搬送経路途中に設けられ、切断手段で切断された切断紙片を段ボールから除去するための除去手段が設けられ、除去手段は切断紙片を押える離脱体、および離脱体によって搬送経路前側部が段ボールから離脱された切断紙片の搬送経路後側部を段ボールから切除するためのスクレーパを備え、離脱体は段ボールの搬送経路に沿う移動に伴って、切断紙片をその搬送経路前側部から搬送経路後側部に至るよう押えるものであり、スクレーパは、段ボールの搬送経路に沿う移動に伴って段ボールと切断紙片との間に挿入される構成の段ボール加工装置。
(もっと読む)
溝切り刃物、および、その溝切り刃物を備えたスロッタ
【課題】段ボールシートの接ぎ代を形成する際に、切り溝屑に繋がっているコーナ屑を確実に下方に向かって移動させる。
【解決手段】溝切り刃物8は、刃物本体30を備える。刃物本体30は、一対の側面部と、円弧状の外周部とを含み、一対の溝切り刃33A、34Aが両側面部の外周縁に形成される。切欠部38が溝切り刃34Aを切り欠いて形成される。第1弾性体31、32が、溝切り刃により切断される段ボールシート100と接触するように外周部に取り付けられる。第1弾性体31、32が、段ボールシート100との接触により弾性変形可能である。スロッタ1は、溝切り刃物8が取り付けられる上部刃物台4と、溝切り刃物の外周部と嵌合可能な嵌合溝17を含む下部刃物台6とを備える。角切り刃物9が、接ぎ代104を形成するために溝切り刃物8に近接して上部刃物台4に取り付けられる。
(もっと読む)
製箱装置
【課題】製箱装置の積み重ね装置に送り込まれる折り畳み箱に、損傷が生じないようにすることである。
【解決手段】折り畳み装置1と積み重ね装置10との間に、折り畳み装置1から排出される折り畳み箱Aの排出速度V1よりも低速の搬送速度V2で駆動される低速コンベアとしての中間コンベア2を介在させ、中間コンベア2の搬送速度V2を(1)式を満足するように設定することにより、積み重ね装置10のストッパ11で受け止められる折り畳み箱Aの衝撃を小さくするとともに、折り畳み箱A間に間隔を開けて積み重ね装置10に送り込むようにした。
V1・LA/(LA+S1)< V2 <V1 (1)
ここに、LAは折り畳み箱Aの搬送方向の長さ寸法、S1は減速前の折り畳み箱A間の搬送間隔である。
(もっと読む)
切断補助線形成装置、及び切断補助線形成方法
【課題】 溝状の切断補助線をフィルムに対して曲線状に形成することのできる切断補助線形成装置、及び切断補助線形成方法を提供することを課題とする。
【解決手段】 所定周波数の超音波が付与されるホーンと、被包装物を包装する包装材又は該包装材の一構成となるフィルムをホーンとともに挟み込む受け材とを備え、ホーンに超音波を付与することでフィルムを溶かして該フィルム上に溝状の切断補助線を形成する切断補助線形成装置であって、受け材は、ホーンと共にフィルムを挟み込む先端部の少なくとも一方向の幅が先端に向かうにつれて幅狭に形成され、フィルムと該フィルムを挟み込んだホーン及び受け材とを、前記一方向と直交する他方向で相対移動させつつ前記一方向にも相対移動させるように構成されていることを特徴とする。
(もっと読む)
切断補助手段形成方法
【課題】フィルムに形成された切断補助線の片方に引き裂かれてもよいものの、他方に引き裂かれることがないようした切断補助手段形成方法を提供する。
【解決手段】被包装物1を包装する包装材又は該包装材の一構成となるフィルム10を、超音波が付与されるホーン110と受け材120とで挟み込んだ状態で、ホーン110に超音波を付与することでフィルム10を溶かして該フィルム上に溝状の切断補助線13aを形成する。ホーン110の接触面112を受け材120に対して傾斜させた姿勢としつつホーン110に超音波を付与することにより、フィルム上に受け材120の先端部121の幅方向と直交する方向に延びる溝状の切断補助線13aを形成すると共に、切断補助線13aの一方側に沿って盛り上げられる隆起部13bと切断補助線13aの他方側に沿って前記隆起部13bよりも高く盛り上げられる隆起部13cとを形成する。
(もっと読む)
包装紙用切取線形成装置
本発明は包装紙の開封が容易になるように包装紙に開封用切取線を形成する装置に関し、供給ロールに巻かれた包装紙を移送ラインに供給する包装紙供給部と;複数の上/下ローラーで構成され、ローラーの上/下間隔を調整することによって上記包装紙供給部と切取線生成部との間の包装紙移送ラインに所定テンションを付与する第1テンション調節部と;移送される包装紙に切取線を生成し、着脱可能な鋸刃と上記鋸刃を上/下に駆動させる昇降手段とを含む切取線生成部と;上記包装紙の表面に備えられた標識を認識し、認識されたデータを制御器に送出して切取線生成部で生成される切取線の生成間隔を調節する標識感知部と;上記標識感知部の制御器の制御によってサーブモーターの駆動をオン/オフさせて周期的に包装紙を移送させることができるようにする間隔調節部と;複数の上/下ローラーで構成され、ローラーの上/下間隔を調整することによって上記切取線生成部と巻取部の間の包装紙移送ラインに所定テンションを付与する第2テンション調節部と;巻取モーターとガイドローラー及び巻取ローラーで構成され、上記第2テンション調節部に移送された包装紙を巻取ローラーに巻いて保管する巻取部と;で構成されて、包装紙に切取線を形成することを特徴とする。それによって、本発明は移送ラインに供給される包装紙に連続的に切取線を形成することができるようにすることによって、大量生産が可能であり、それによって、使用者に包装紙の開封を容易にして使用上の便利性及び安全性を増進させることができるようにする効果を奏する。
 (もっと読む)
(もっと読む)
パウチ容器の製造装置
【課題】自立型のパウチ容器を、より好適に製造でき得る製造装置を提供する。
【解決手段】パウチ容器の製造装置は、シート材Mを折り畳むことで、胴部前面、胴部後面、底ガセット、天ガセットを構成する前シート部、後シート部、底シート部、天シート部を形成する送出手段を備える。また、製造装置は、底ガセットの周縁と胴部前後面の下縁とのヒートシール部であるボトムシール部Sbを形成するために、底シート部同士が重ならないように当該底シート部の折り畳みを解除した状態で、底シート部と前シート部の下縁、および、底シート部と胴部後面に相当する後シート部の下縁、をそれぞれ挟持しつつ加熱する第一シールユニットも備えている。
(もっと読む)
逆止機能を具えるフレキシブル包装袋の製造方法および、それに用いる凹凸条形成装置
【課題】特願2008−190642号に記載されたフレキシブル包装袋の簡易な製造方法を提供する。
【解決手段】連続的に繰出し走行される包装用積層フィルムの一方の側部のシーラント層に、フィルム状逆止注出ノズルの基端部外表面のシーラント層を、側縁からの突出姿勢で融着接合させた後、包装用積層フィルムの、被包装物の充填包装スペースの区画に寄与する領域の少なくとも一部に、包装用積層フィルムの走行方向または、その走行方向に対して傾斜して延在する一本以上の凹条もしくは凸条、または凹凸条を形成し、次いで、表面側および裏面側のそれぞれの包装用積層フィルムのシーラント層を相互に対向させた姿勢で、表裏の両面側部分のそれぞれのシーラント層に、フィルム走行方向に連続して、逆止注出ノズルの融着接合部分を通過する縦シール部と、フィルム走行方向に間隔をおいてフィルム幅方向に延びる横シール部とを順次に形成する。
(もっと読む)
スロッタ、スロッタの切断方法、スロッタナイフ及び刃物台
【課題】製函機のスロッタで段ボールシートの接ぎ代を形成する時に、接ぎ代の任意の形状に対してスロッタ屑とフラップ屑との間に必ず非切断部を形成して、フラップ屑の飛散を防止し、接ぎ代の接着不良やフラップ屑の段ボールシートへの混入を防止する。
【解決手段】上スロッタナイフ10をスロッタナイフ本体12と分割体14とに分割形成し、分割体14とフラップカッタナイフ30が埋設される摺動体26との相対位置を、分割体14の切り刃15の一部に形成された切欠部18とフラップカッタナイフ30の刃先との間隔Lが極小となるように位置決め固定する。これによって、段ボールシート1や接ぎ代5の大きさや形状が異なっても、切欠部18の存在によってスロッタ屑7とフラップ屑8間に非切断部9を必ず形成可能になる。非切断部9の形成で、フラップ屑8をスロッタ屑7と共に除去可能になり、フラップ屑8の飛散、接ぎ代の接着不良等を防止できる。
(もっと読む)
包装用袋及び包装用袋の製造方法
【課題】袋の角にシール部分が存在して外観体裁が損なわれるようなことのない包装用袋の簡易な製造方法の提供。
【解決手段】長尺状の合成樹脂製シートを移送する工程と、移送方向に、底片21d若しくは上片を形成するのに必要な折込線11b、17a、17bを形成するとともに、直交する方向に、側片を形成するのに必要な折込線18a、18bを形成し、底片21d若しくは上片を形成するのに必要な折込線11b、17a、17bに沿って合成樹脂製シートを半折するとともに、底ガゼット部若しくは上部ガゼット部を形成する工程と、半折された合成樹脂製シートを、側縁となる位置でシール19してシール部を形成した後、シール部の位置で順次切断し、又は順次溶断シールする工程とを含むことを特徴とする。
(もっと読む)
段ボールシート製函機
【課題】複数の加工ユニットの各々において上部および下部加工具の少なくとも一方を支持する可動フレームに駆動モータを設け、その駆動モータの駆動により上部および下部加工具を相対的に移動させる移動機構を備えることで、装置全体の構成を簡単で小型化する。
【解決手段】各クリーザユニットが、上部および下部加工具50a、51aと上部および下部可動フレーム530、550とを有する。上部および下部ねじ軸512、522が両装置フレームの間に固定される。可動フレーム530上で回転可能な上部ナット部材537がねじ軸512に螺合し、可動フレーム550上で回転可能な下部ナット部材557がねじ軸522に螺合する。上部および下部駆動モータ538、558は、両可動フレームに固定され、両ナット部材を回転させる。クリーザ制御装置1200は、加工可能位置状態と加工不能位置状態との間で両加工具を切り換えるために両駆動モータを駆動する。
(もっと読む)
容器状の複合パッケージを製造する方法および装置
本発明による方法と装置は、容器状の複合パッケージの製造に用いる。カートンから成る少なくとも1つの層とプラスチックから成る少なくとも1つの層とを含んでいる複合材から成る巻取り紙状材料を折りたたみ、シーリング継目を備えさせ、それぞれ1つの容器を形成するために設けられる個々の部分に分断する。前記シーリング継目を、前記巻取り紙状材料を前記個々の部分に分断する前に生成させる。 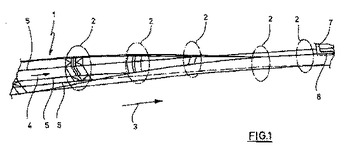 (もっと読む)
(もっと読む)
段ボールシート製造装置
【課題】測定誤差を補正するための補正データに従って段ボールのオーダ変更位置を変化させ、オーダ変更位置で切断された先行する段ボールから、所定シート長さの段ボールシートを不良品なく順次製造する。
【解決手段】オーダ1の1枚目シート部分後端が切断されたと判断されれば(S10)、データメモリ130に記憶された多数の補正データの中から、オーダ1の搬送速度、段ボールの紙質、フルートの種類という運転条件に合った補正データが読み込まれ(S11)、補正データに従って測定誤差が算出される(S12)。補正データは測定搬送長さLXに対する測定誤差の比率αであるから、測定誤差は搬送長さLXと比率αとを掛けた値となる。後端追跡長さがロータリーシャ制御装置141に指令される(S13)。後端追跡長さは、位置P1と100枚目シート部分後端との距離と測定誤差とを合計した長さである。
(もっと読む)
段ボールシートの糊付方法及び装置
【課題】接触式グルーガンを用いた製函機ラインの糊付工程において、オーダ変更によって段ボールシートの紙種が変わっても、糊付時に継ぎ代部に過大な接触圧が付与されずに、常に安定した糊付けを可能する。
【解決手段】製函ラインを走行する段ボールシートSの側端部の継ぎ代部内の糊付部に接触式のグルーガンを用いて糊を塗布する段ボールシートの糊付方法において、糊付時に第1加圧装置15により段ボールシートSに負荷されるグルーガン12の自重を相殺する方向に加圧力P1を付与し、該グルーガンの段ボールシート走行方向上流側の段ボールシート走行ラインPLに設けられた反力センサ36で継ぎ代部fの反力を検出し、糊付位置近傍に設けた第2加圧装置21により該反力検出値に応じて設定された加圧力P2を段ボールシートSの継ぎ代部fに付与しながらグルーガン12で糊付けするようにした。
(もっと読む)
段ボール紙の罫入れ方法及び装置
【課題】段ボールシート製造ラインの罫入加工において、雄型罫線ロールと雌型罫線ロールの相互の紙幅方向の位置ずれを低コストで解消できる手段を実現する。
【解決手段】外周面に雄型21a又は雌型22aが形成された一対の罫線ロール21,22間に段ボール紙を通して罫入れ加工を行なう段ボール紙の罫入れ方法において、該罫線ロールをサーボモータ32,33の駆動力により段ボール紙Wの紙幅方向aに配置された移動軸25,26上を移動させて紙幅方向aの位置決めを行ない、該一対の罫線ロール間相互の紙幅方向位置ずれに起因して発生する移動軸方向の力Fを該サーボモータの駆動力伝達機構を介してトルクに変換して該サーボモータに負荷し、該サーボモータに負荷される該トルクに対応してサーボモータに発生する反力Rを検知し、反力Rを低減するように該サーボモータを作動させて、該罫線ロール間相互の紙幅方向位置ずれを解消させる。
(もっと読む)
段ボールシートの加工装置
【課題】段ボールシートの品種替えにおいて2個のスリッタの間隔又は一方の位置の変更に要する段取り時間が短縮でき、スリッタの位置決め精度を向上させる新規な段ボールシートの加工装置を提供。
【解決手段】段ボールシートWを下流側に移送する移送手段8,9と、昇降自在の工具取付けブロックと、この工具取付けブロックに取り付けられた圧縮工具12と、上記工具取付けブロックに支持される第1及び第2のスリッタ13,14と、上記第1及び第2のスリッタ13,14が下降した際に切刃の下端がそれぞれ位置する切刃受入れ空間が形成された受け具47,48と、上記第1及び第2のスリッタ13,14を上記圧縮工具12の長手方向にそれぞれ移動させる移動機構と、を備え、上記移動機構は、上記第1及び第2のスリッタ13,14をそれぞれ移動させる駆動装置126,127と、これらを制御する制御手段とを有してなる。
(もっと読む)
1 - 20 / 40
[ Back to top ]