
Fターム[3E094BA01]の内容
基本的包装技術−容器の閉鎖 (6,223) | 被包装物 (568) | 液体 (116)
Fターム[3E094BA01]の下位に属するFターム
飲料 (45)
Fターム[3E094BA01]に分類される特許
21 - 40 / 71
液体包装袋およびその製造方法
【課題】上側横シール部の任意の位置から手指で簡単に開封できると共に、液体包装袋を利用する人が、自分の好みに合わせて注出口を形成することが可能であり、さらには、開封状態が良好で、被包装物注出の際の液だれや飛散を防止すること。
【解決手段】少なくともベースフィルム層とシーラント層とを具える積層フィルムを、該シーラント層が相互に対向するように幅方向に折り返した後、側縁どうしを縦にヒートシールすると共に、上端と下端とを横シールしてなる包装袋であって、上側の横シール部の、縦ヒートシールが施されていない、いずれか一方の折返し辺側縁部に、被包装物収納スペースに連通する狭幅の注出通路を設けてなる液体包装袋において、前記上側横シール部に、多数の疵痕を形成してなること。
(もっと読む)
密閉容器、その製造方法、それを製造する金型及び接続構造

【課題】シール目の美しい、かつ密封性のすぐれた密閉容器を提供する。
【解決手段】密閉容器は、重ね合わせた2枚のフィルム1a、1bの周縁がシールされてなる。フィルム1a,1bは、アルミニウム膜と合成樹脂フィルムが積層されたラミネートフィルムである。シール部は、互いに直交する複数の線の形状でヒートシールされた線状ヒートシール部5と、上記直交する線で囲まれた各領域のそれぞれの一点でヒートシールされた点状ヒートシール部4とを含む。ヒートシール部4,5では、互いのフィルムを構成する樹脂が溶融して混ざり、融着部45を形成している。線状ヒートシール部5では、一方のフィルム1aが凸となり、他方のフィルム1bの表面を窪ませて入り込んでいる。点状ヒートシール部4では、他方のフィルム1bが凸となり、一方のフィルム1aの表面を窪ませて入り込んでいる。
(もっと読む)
プラスチックフィルムの溶着装置および溶着方法
【課題】ヒートシールバーを用いずにプラスチックフィルム同士を溶着させ得るプラスチックフィルムの溶着装置を提供する。
【解決手段】両端の支持軸部を介して回転自在に支持されるとともに内部に空間室12が形成された回転ロール11、およびこの回転ロールと並行に配置されて当該回転ロールとの間にプラスチックフィルムFを導き押圧し得る押さえロール17と、上記回転ロールの空間室内に配置されてレーザ出射装置から出射されるとともに当該回転ロールの一方の支持軸部内を通過されたレーザビームLを当該回転ロールの筒状外周面に照射させる光走査装置20とを具備し、且つ上記回転ロールの筒状部11bをレーザ光を透過し得る透明材料で構成するとともに、この筒状部の外周面に、レーザ光を吸収し得る吸収部材11cを配置したものである。
(もっと読む)
デバイスに物質を供給し且つ充填する方法
【課題】充填プロセスを通じて無菌状態を維持する能力を向上させる。
【解決手段】実質的な層流の下でチャンバのボディをモールディングし、ボディのモールディングと互いに近接して実質的な層流の下で熱可塑性部をモールディングし、熱可塑性部とボディとを室温に冷却する前に、熱可塑性部とボディとを組み立てて常温で無菌シールされるデバイスを形成し、充填部材がデバイスのチャンバと流体連通するように熱可塑性部の貫通領域を充填部材で貫通させ、充填部材を通してデバイスのチャンバに物質を導入し、充填部材を熱可塑性部から引き抜き、所定の波長及びパワーでレーザ照射を熱可塑性部の貫通領域に形成された穿孔の上に伝達し、穿孔を約2秒より短い時間期間で気密シールする。
(もっと読む)
充填包装機における横シール装置
【課題】 上下動の速さか無段階に調節可能であることは勿論のこと、高速な包装フィルムの移送にも対応して充分なヒートシールが可能であるばかりか、振動もなく耐久性にも優れたものとする。
【解決手段】 包装フィルムFを横方向にシールするシール部11を上下方向に往復動させる上下動機構12を往復動クランク機構により形成したことにより円滑に且つ高速度で上下方向に連続的に往復動可能として高速度の包装フィルムの移送に対処することができ、カム機構のように遊びがないので振動が少なく、シール時と戻り時とで速度を変化させる制御も容易とした。
(もっと読む)
ヒートシール装置およびヒートシール方法ならびにヒートシール装置を備えた製袋充填装置
【課題】フィルムの送り速度を高めた場合であっても確実に横ヒートシールすることが可能なヒートシール装置およびヒートシール方法を提供する。
【解決手段】回転軸11aを中心として回転可能な支持体12と、該支持体12上に形成された少なくとも1つのヒートシール部材13とを備えた2つの回転体11が、前記回転軸11aが互いに平行となるように配された一対のヒートシールロール10を具備し、フィルム20を挟持している時間のうち、シールぎわ部分をシールする際を含む少なくとも一部において、前記一対のヒートシールロール10は、前記ヒートシール部材13の外周面における周方向の速度が前記フィルム20の送り速度よりも遅くなる回転速度で前記回転体11を回転させつつ、前記フィルム20の送り方向に移動可能であるヒートシール装置を使用する。
(もっと読む)
充填包装機における液排除シール装置
【課題】液体を含む内容物を充填包装する場合において、ヒートシール部分に悪影響を及ぼす液体が実質的に残留しないようにする。
【解決手段】
充填包装機において、筒状体を挟持するためにその一面を加圧する加圧ローラーと、上記加圧力を受け止めるために筒状体の他面に配置され、内部にヒーターを備えた受け止め部材と、加圧ローラーを前後方向及び上下方向へ移動可能に設けるために、加圧アームの先端に加圧ローラーを取り付けるとともに、加圧ローラーを前進方向へ付勢する弾性体を装備し、上記加圧アームには、所定長さを有する支持軸を一体として回転可能に接続し、その加圧アームの基端部の中心と受け止め部材の中心部を結ぶ中心線の片側に上記加圧アーム及び支持軸を配置し、加圧アームの前進により弾性体が受け止め部材の反力を受けて圧縮され、加圧ローラーが中心線の片側から他側へ移動して筒状体をしごくようにする。
(もっと読む)
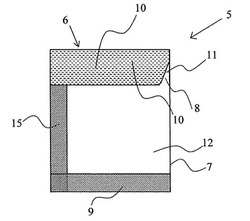
密封袋の製造管理方法及び装置
【課題】密封袋の個々の製袋された製品におけるヒートシールの品質保証を効率的および確実に行なうことができる密封袋の製造管理方法及び装置を提供することを目的とする。
【解決手段】被包装物Aを充填しながら重畳体9bをヒートシールして密封袋を形成する密封袋の製造管理方法において、前記重畳体9bのヒートシール部10、11、26a、26bの温度を検出する検出工程41と、前記検出工程における検出信号DSに基づいて前記重畳体のヒートシール部10、11、26a、26bの状態を判定する判定工程42と、前記判定工程において判定された個々の密封袋の良否を判断する判断工程43と、を備える構成を有する。
(もっと読む)
密封袋の製造装置
【課題】スープ等の流動体の密封袋に同じ機械で二通りの瓶口部を形成することができるようにする。
【解決手段】フィルム状包材9の重畳体9bを長さ方向に送りながら、縦ヒートシール部10,11で閉じて筒状にする縦ヒートシール手段25と、先行横ヒートシール部26を設けて有底袋部を形成し、この有底袋部内に充填された流動体を分断するように後続横ヒートシール部を設けて密封袋7を形成する横ヒートシール手段と、有底袋部内に流動体を充填する充填手段28とを備える。横ヒートシール手段は、外周に着脱自在に固定されたヒートシールバー27aで重畳体を挟む少なくとも一対のローラ27を有し、各ヒートシールバーの二辺には、互いに異なる形状の瓶口部を形成する瓶口シール部1a,3aがヒートシールバーのシール面上で約180度位相がずれて設けられ、一方の瓶口シール部は重畳体に接触可能で、他方の瓶口シール部は接触不能である。
(もっと読む)
包装充填装置
【課題】ローラや包装積層材料が一部欠損し、また、経時的に又は突発的に変動して、適切にローラによって押圧する適正範囲から逸脱しても、これを補償でき、装置の動作が高速化しも、縦シールすべき縁部を十分な時間を持って押圧することができる包装充填装置を提供する。
【解決手段】帯状包装材料の縁部を合せて縦シールし、容器に包装充填する装置であって、縁部の外側から包装積層材料1の縁部を圧するプレッシャローラ35と、内側からプレッシャローラと対向する位置に充填パイプ7に固定されたカウンタローラ36a〜36cと、無菌室外に設置され、プレッシャローラ用の押す力を発生する押圧発生装置と、押圧発生装置からプレッシャローラに力を伝達する動力伝達機構と、を有する。
(もっと読む)
ヒートシール装置
【課題】ヒートシールバー、とくに横ヒートシールバーのシールロール本体への着脱が容易なヒートシール装置を提案する。
【解決手段】平行に近接配置された一対のシールロール本体と、これらシールロール本体の周方向の複数個所に、搬送フィルムを横切る方向に延在させて設けられたヒートシールバーと、前記シールロール本体の、軸線方向へ離間する少なくとも二個所に、周面にて相互に接触する一対の位置規制用フランジとからなり、かつ前記ヒートシールバーを、シールロール本体に対して着脱可能に取付けてなるヒートシール装置において、前記ヒートシールバーが、シールロール本体に耐熱性磁石により取付けられているヒートシール装置。
(もっと読む)
シールロール用ヒートシール刃の工夫
【課題】出来上がった包装袋シール部分に対するデザイン上の要請により、この包装袋シール部分に模様を付加しないシールを施すことができると共に、フィルム同士の融着接合する際に発生する各種シール不良を抑えることが可能となるヒートシール刃を提供する。
【解決手段】ヒートシール刃24のシール作用面には、鏡面仕上げを施した平滑面加工部分30とV字状切れ込み加工部分32が交互に施され、ヒートシール刃25のシール作用面には、鏡面仕上げを施した平滑面加工部分31とV字状切れ込み加工部分33が交互に施されている。そして、このV字状切れ込み加工を施す際に採用する寸法は、溝の巾として0.14mmから0.18mmまでの値とし、溝の深さとして0.07mmから0.09mmまでの値とする。
(もっと読む)
分岐型プラスチックパウチの充填方法
【課題】易剥離性の仕切り部を有する分岐型プラスチックパウチに特有の問題点を解消して、主室に充填する液体内容物によって副室に充填する粉体等の内容物が溶解して変質するのを防止し、主室及び副室に内容物を充填した状態で主室充填口及び分岐部近傍を加熱殺菌することができるとともに、パウチを構成する包材の無駄を無くして低コストで効率良く分岐型プラスチックパウチに内容物を充填する方法を提供する。
【解決手段】頂部に主室充填口を設けた主室、及び該主室充填口の下方に分岐状に形成した副室を有し、易剥離性の仕切り部を分岐部の副室側に設けた分岐型プラスチックパウチに内容物を充填する際に、副室充填口から副室内に内容物を充填した後に副室充填口を密封し、次いで主室充填口から液体内容物を主室内に熱間充填後主室充填口を密封した後に、主室充填口及びパウチの分岐部近傍を加熱殺菌する。
(もっと読む)
剥がれと破れシール混成ヒートシール構造
【課題】 ポリ玉の生成がなく、また、破袋応力を分散して破袋やピンホールが発生しにくく、廉価な包装材料で高い信頼性でヒートシールできるヒートシール構造を提供する。
【解決手段】 上記課題は帯状ヒートシールの長手方向に剥がれシール帯と破れシール帯を有し、該剥がれシール帯の幅が2〜20mm該破れシール帯の幅が1〜10mmであり、剥がれシール帯の幅/破れシール帯の幅の比が0.2〜20であるヒートシール構造によって解決される。
(もっと読む)
パウチの変形修正方法
【課題】パウチの注出口の変形を修正することで、パウチが破損することを防ぐようにした。
【解決手段】注出口2aを上縁部の左右角部のいずれか一方に備えた詰め替え用パウチ2の風袋に内容物を充填させ、その後にパウチ2を密封し、そのパウチ2を移送コンベア6上に平面的に載せて次の箱詰め工程へ移送させる手段を有し、移送コンベア6の上方に平行に配置される押圧コンベア10を備え、密封させたパウチ2を移送コンベア6によって移送させて、押圧コンベア10と移送コンベア6との間の押圧隙間Sを通過させ、押圧コンベア10と移送コンベア6とによってパウチ2の両側面のそれぞれを全面にわたって押圧することで、注出口2aに変形が生じている場合に、その注入口2aの変形を修正するようにした。
(もっと読む)
シーリング装置およびこれを用いた包装機
【課題】低コストで高速運転が可能なシーリング装置およびこれを用いた包装機を提供する。
【解決手段】包装紙Fのシール機構として、高トルク領域Bを有する回動カム57を備えた方式のもの採用したので、サーボモータ、ハーモニック減速機およびコントローラなどを組み込んだ包装機10を使用しなくても、例えば安価な三相交流モータを利用し、高圧かつ同じタイミングで包装紙Fのシール部を熱シールすることが可能となる。その結果、低コストな包装機10でありながら、包装機10を高速運転した場合でも、未シール部分を有した包装体12の発生頻度を低下させることができる。
(もっと読む)
製袋充填包装方法
【課題】四方シール包装体の製造方法のごとく、スタンドパウチ形式の袋を上から下方へ向かって連続製袋しかつ流動体を充填包装する製袋充填包装方法を提供すること。
【解決手段】一方の連続包材の前面部割当部分の内面と他方の連続包材の後面部割当部分の内面とを合わせるとともに底面部割当部分を二つ折りして三枚重ねとし両側部を溶着して襞部を形成し前面部割当部分と後面部割当部分との間に挟む。この状態で上から下へ移送するとともに、一対の連続包材の両側縁にサイドシールを施して二方シール筒とし、襞部に対応してボトムシールを施しかつ襞部の両端の打ち抜き部を通して前面部又は後面部を溶着してスタンドパウチタイプの包装袋とし、充填用パイプを通して包装対象の流動体を充填し、トップシールを施すとともに直ぐ上の襞部にボトムヒートシーラを閉じてボトムシールを施し切り離しカットする。
(もっと読む)
シールロール用ヒートシール刃
【課題】シールロールのヒートシール刃から内容物及びシーラントフィルム層への不要な熱伝導を抑制すると共に、液漏れ等のシール不良を抑えることが可能となるヒートシール刃を提供する。
【解決手段】ヒートシール刃のシール作用面は、3分割されており、ロール円周方向に添った弧線の両端の所定幅部分とロール軸方向に添った直線とで囲まれた表面が平滑面となっており、ロール円周方向に添った弧線の両端以外の中央部分とロール軸方向に添った直線とで囲まれた表面が微細な凸凹粗面となっている。この平滑面同士のヒートシール動作では、二つ折りされた包装フィルムに対して、充分な押圧力とヒートシール刃からの充分なる熱伝達が行われて、包装袋内の内容物が漏れ出すことのない確実な融着接合部分が形成される。
(もっと読む)
横シール機構およびそれを備えた縦型充填包装機
【課題】包装袋の横シール部への内容物の噛み込みの発生を抑制することが可能な横シール機構等を提供する。
【解決手段】本発明に係る横シール機構は、筒状フィルム1’を間において対向配置されたヒータバー21およびヒータバー受け24を備え、これら一対の部材で筒状フィルムを挟み込み熱シールすることで、筒状フィルム1’の密封を行う。ヒータバー21の加圧面21aが曲面状に形成されている。ヒータバー21は、その加圧面21aを筒状フィルム1’に当接させながら、回転軸27a周りに回動しながら熱シールを行うように構成されている。
(もっと読む)
充填包装機
【課題】フィルムのシール状態を良好に保つとともに、段取り変え作業を容易として生産性を向上させるとともに、高速充填時にあってもすぐれたヒートシールを実現し、併せて、内容物の変質等を防止できる従来技術に一層の改良を加えた充填包装機を提供する。
【解決手段】品種データ入力手段は包装用フイルム及び被充填物に関する品種データを入力し、記憶手段は包装袋の生産条件を決定するための所定の計算式を記憶し、そして、制御手段は品種データ入力手段によって入力される品種データに基づき、前記計算式によって包装袋の生産条件データを決定する。併せて、対をなす横シールロール7aの双方のヒートシール刃24のロール周方向に弧状をなす表面の全体、もしくは刃幅中央域を凹凸粗面25とし、この凹凸粗面25の算術平均粗さRaを0.5〜5.0μmとし、最大高さRyを1.0〜30μmとする。
(もっと読む)
21 - 40 / 71
[ Back to top ]