
Fターム[3E094FA03]の内容
基本的包装技術−容器の閉鎖 (6,223) | 細部又は付属機能 (679) | 搬送又は位置決め (143) | 回転又は回転間欠搬送 (19)
Fターム[3E094FA03]に分類される特許
1 - 19 / 19
包装袋のシール装置
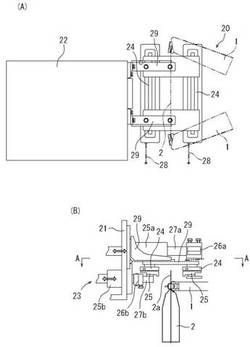
【課題】合成樹脂フィルム製包装袋の両側のシール部をシールするにあたって、リード線の断線防止を図るシール装置を提供する。
【解決手段】包装袋2の両側からシールブロック25によってシール部2aをシールするに当たって、シールブロック25に対して渦電流により加熱するコイルプレート24を固定して配置して、シールブロック25の往復動によって包装袋のシール部2aをシールする。
(もっと読む)
製袋包装機

【課題】筒状の包材の縦方向の重なり部分が横に開いてしまうのを防ぐことができる製袋包装機を提供する。
【解決手段】製袋包装機1は、チューブ31と、セーラ部32と、縦シール機構15とを備える。セーラ部32は、シート状のフィルムFをその両端部が重なるようにチューブ31に巻き付ける。縦シール機構15は、シート状のフィルムFの両端部の重なり部分を縦方向に超音波シールする。縦シール機構15は、振動体50と、ローラ54とを有する。振動体50は、超音波を発生させる。ローラ54は、フィルムFの進行方向に沿って振動体50の下流側に配置される。ローラ54は、フィルムFの進行方向に回転しながら、振動体50を通過した後のフィルムFを押さえる。
(もっと読む)
間欠移送式充填包装装置及び方法
【課題】液状物を含む被包装物の間欠移送式充填包装装置の運転スピードを落とすことなく袋のシール不良を回避し、当該充填包装の生産性を向上させる。
【解決手段】可動側挟持部材6は台部8と段部12とからなり、台部8には可動側補助挟持部材18が取り付けられている。可動側挟持部材6の段部12と可動側補助挟持部材18には固定側挟持部材30に対向する側の面に挟持ゴム16,28がそれぞれ設けられており、固定側挟持部材30には可動側挟持部材6に対向する側の面に挟持ゴム32が設けられている。可動側挟持部材6の段部12の挟持ゴム16と、固定側挟持部材30の挟持ゴム32のうち挟持ゴム16に対向する部分とでグリッパ4の主挟持部44を構成する。また、可動側補助挟持部材18の挟持ゴム28と、挟持ゴム32のうち挟持ゴム28に対向する部分とでグリッパ4の補助挟持部46を構成する。
(もっと読む)
吊り下げ袋体のシール装置およびシール方法
【課題】吊り下げタイプの袋体に内容品を装填して開口部をシールする場合に袋体の大きさに対して内容品が大きかったり、シール代が少ない場合でもシール不良を防止してシールすることができる吊り下げ袋体のシール装置およびシール方法を提供すること。
【解決手段】袋体1のヘッダ部7をヘッダ部押え機構13で弛んだ状態のヘッダ部7を平坦に伸ばした状態とし、平坦なヘッダ部7に対して開口部5の上縁部をシール部押え機構12で押えることでヘッダ部7に開口部5の上縁部を密着させ、この状態で、シール機構12で開口部上端縁部をシールすることで、シール不良の発生を防止してシールできるようになる。
(もっと読む)
テープ貼り機
【課題】 対象物のサイズ、形状を問わず、段取りが簡単で、そのため、作業性が良好であり、且つ、時間のロスを抑えて生産性を高めることができるテープ貼り機を提供する。
【解決手段】 対象物を載置するターンテーブル6と、該ターンテーブル6を回転駆動する回転駆動手段と、搬送経路に沿って搬送される粘着テープT1を繰り出して対象物に周回状に貼り付ける粘着テープ貼付手段32と、貼り付けた粘着テープT1を切断する切断手段33とを備えたテープ貼り機1であって、前記ターンテーブル6は、回転駆動されるベースプレート61と、該ベースプレート61の上面に着脱自在に取り付けられるトッププレート62とを備え、該トッププレート62は、対象物のサイズ、形状に応じた開口620bが形成され、前記ベースプレート61は、該ベースプレート61にトッププレート62を取り付けた状態でトッププレート62の開口620bから一部又は全部が臨出するような弾性部613が上面に配置されることを特徴とする。
(もっと読む)
包装袋のヒートシール方法
【課題】良好なヒートシールを行うことができる充填包装装置を提供することである。
【解決手段】合成樹脂製の包装袋の開口部を一対のヒートシールバーの間で挟持してシール部を形成するヒートシール方法であって、ヒートシール直後のシール部の温度と、シール部のシール強度との関係を予め測定して該関係を表す曲線である温度−強度曲線を作成する工程と、温度−強度曲線の第2の折れ曲がり点と第3の折れ曲がり点との間の区間の温度帯である最適ヒートシール温度帯を求める工程と、ヒートシール時のヒートシールバーの設定温度と、ヒートシール直後のシール部の温度との関係を予め測定して該関係を表す曲線である設定温度曲線を作成する工程と、設定温度曲線に基づいて、最適ヒートシール温度帯に対応するヒートシールバーの設定温度帯である最適設定温度帯を求める工程と、ヒートシールバーの設定温度を最適設定温度帯内に設定し、ヒートシールバーによって包装袋の開口部を挟持してシール部を形成する工程と、を有する。
(もっと読む)
包袋の袋口シール方法及びその装置
【課題】内部に被包装物を収容した包袋の袋口内面に付着する水滴の効率的な除去。
【解決手段】支持具13により支持して運搬する包袋20が、加熱ステーションに到達して停止すると、前記包袋20の袋口両側から上下幅のあるヒートバー31が相対接近し、前記袋口の間に通気間隙50を残す程度に同袋口を狭窄しかつ加熱する。この場合、通気間隙50では空気の流通が自由であるので、前記の通気間隙に付着している水膜は、ヒータ51を備えるヒートバー31の熱を受けて、通気間隙50を通過して蒸発する。
(もっと読む)
袋詰包装における袋口シール装置及び方法
【課題】袋の位置検知手段の設置位置についての自由度が高く、最も適切な位置への設置ができ、それにより袋の位置ズレに対して補正をしてシール不良を確実に防止でき、生産性の向上を実現できるシール方法及び装置を提供する
【解決手段】間欠回転する回転テーブル3に設けられた把持部材5で袋Wの両側縁部を把持して袋を順次各工程へ移送する。充填物の充填工程の後の脱気工程とシール工程との間に袋位置検出装置21を設置する。制御装置23は予め設定された袋上でのシール位置を示す基準値と検知された袋位置に基づいてシール部材18,19,20を上下動させる第2駆動装置51を制御する。
(もっと読む)
高速包装装置及びこのような装置を備えている包装機械
【課題】製品を一層速く連続して前進せしめることができると共に、溶着手段が溶着サイクルのほぼ全体にわたって作動している高速包装装置を提供することにある。
【解決手段】コンベヤ14と、ロール15,15’と、フィルム17,17'をコンベヤ14から出てきた製品11の上面及び下面にそれぞれ供給するための供給手段16,16'と、フィルムにより覆われた製品を受け取るカウンタ溶着ベルト18と、カウンタ溶着ベルト18のところに設けられている横方向溶着装置19とを包含し、横方向溶着装置19が3つのスポーク22を備えている回転星形様構体21を包含し、スポーク22はそれらの先端部分に溶着手段23が設けられ、これらの溶着手段23が、前記カウンタ溶着ベルト18上を前進する2つの製品間に存在する、プラスチックフィルム17,17'の一部分を一緒に溶着するために、順々に連続して前記カウンタ溶着ベルト18と協働する。
(もっと読む)
自動包装機
【課題】シールローラを回転駆動するサーボモータの高い制御性、精度性を利用して、異物の噛み込みや包装材の厚み異常のようなセンターシールの不良を高い精度で検出する自動包装機を提供する。
【解決手段】シールローラを回転駆動するサーボモータ37を駆動する動作値として、駆動電流のような動作データが検出されている。正常な包装動作をする間に、基準動作データDmを作成して記憶しておく。包装動作時のサーボモータ37の動作データを基準動作データDmと比較し、当該比較結果に基づいて動作データが正常か否かを判定することでセンターシールの良否を判定することができる。例えば、サーボモータ37の異常電流検知することにより、シールローラが挟み込む包装材部分に異物が噛み込まれることや包装材に皺が生じる等のシール異常を検出することができる。
(もっと読む)
袋口のシール試験機
【課題】実際の間欠回転テーブル式袋詰め包装機の機種に関連付けられたシール条件でシール試験を行い、良好なシールが行えるシール条件を容易に得て、間欠回転テーブル式袋詰め包装機の機種の選定が迅速かつ確実に行えるようにする。
【解決手段】グリッパー12と、袋を把持したグリッパー12を間欠移動させるサーボモータ3と、移送経路に沿って等間隔に配置され、袋口を挟む熱板18,19(冷却板24,25)とそれを開閉させるエアシリンダ21を有する第1〜第3シール装置6〜8と、サーボモータ3及びエアシリンダ21を制御する制御装置を備えたシール試験機。単位時間あたりの処理袋数とインデックス装置の割付角を設定し、それに基づいて算出した移送時間T1と停止時間T2に基づいてサーボモータ3の駆動を制御する。各シール装置について設定されたシールタイミングに基づいてエアシリンダ21の駆動を制御する。
(もっと読む)
充填包装機
【課題】単ピッチ充填方式と倍ピッチ充填方式を、任意に切り換えることができるとともに、倍ピッチ充填方式における充填量を2倍以上に増やすことができる充填包装機を提供する。
【解決手段】軸(Z)の周りに環状に配置された複数のシール部(14)と、軸の周りを複数のシール部(14)と共に回転可能に設けられた回転板(16)を有し、連続的に供給される帯状の包装材(12)を折り合わせ、次に、折り合わされた包装材(12)を2つのシールバー(27、28)で挟持して、包装材(12)を該包装材の長手方向に所定の間隔をあけて該包装材を幅方向にヒートシールして袋部(44)を形成し、該袋部(44)に充填物(47)を充填する充填包装機において、複数のシール部(14)を、一つおきに、第1のシールバー(27)と第2のシールバー(28)が包装材(12)を挟持可能な作動状態と包装材を挟持不能な非作動状態に切り換える切換機構(110)を備えた。
(もっと読む)
包装装置
【課題】 箱形製品の外形形状に合わせて包装フィルムを折り込み熱シールする包装装置を提供する。
【解決手段】 箱形製品100の両側面から延出する耳部203を、この両側面の端部に相当する製品角部から内側に折り込んでフラップ204を形成し、角折りされたフラップ204を上下方向から折込みフラップ重合部205を形成する。フラップ重合部205は第1のサイドヒータ20により仮止めされる。次いで、フラップ重合部205を含む箱形製品100の両側面から、当該両側面の端部に相当する製品角部にかけて、第2のサイドヒータ30により面状に熱シールする。これにより、箱形製品100の外形に合わせて包装フィルム200を型付けすることができる。
(もっと読む)
プラスチック製容器封緘装置
【課題】 粘着剤同士の接合力は強力であり、かつ、粘着剤とプラスチック材との接合は、粘着・剥離が可能な粘着剤が積層されている粘着テープを用いたプラスチック製容器の封緘態様の類型を多様化する。
【解決手段】 粘着テープ供給リール1と、粘着テープの側縁を折り曲げて、長手方向にテープ折返し部を形成する粘着テープ縁折曲げロール機構3と、被封緘容器を載置するターンテーブル7と、前記ターンテーブル上で前記被封緘容器を回転自在に押圧する押さえ治具11と、折返し部が形成された前記粘着テープに切り欠け部を形成するカッター12とから構成されることを特徴とする。前記ターンテーブルは、被封緘容器を位置決めするための凹凸嵌め合わせ機構が設けられていることが好ましい。
(もっと読む)
包袋開口縁のシール装置
【課題】比較的、被包装物を袋口近くまで収容する包袋の開口縁を、一対のシールバーにより皺を残すことなく挟圧シールする。
【解決手段】 一対のクランプ10の回転領域から後退して待機する一対のクリップ爪21を、包袋11を支持する前記クランプ10が停止すると同時に同クランプ上域に突き出すと共に、第1エアシリンダー21で一対の可動爪23を操作して前記一対のクリップ爪21により前記包袋11の両側縁を挟持する。そのあと間隔調整機30の空気圧により前記一対のクリップ爪21の間隔を広げて前記袋口を両側方向に緊張させて、両クリップ爪21間で、包袋11の袋口をシールバーにより溶着する。
(もっと読む)
容器のヒートシール方法およびその装置
【課題】蓋材の材料によらず高速で安定してシールすることができる容器のヒートシール方法およびその装置を提供すること。
【解決手段】容器10のフランジ部11aの形状に形成されたシールヘッド21の熱由着部材23を高周波誘導加熱し、この加熱されたシールヘッド21を押圧して蓋材12を溶着するようにする。
これにより、蓋材12のシールに必要な形状の熱由着部材23を備えたシールヘッド21を用いることで、温度低下やヘッドスペースの気体の膨張の影響を抑えて高速で安定的にシールできるようにする。
また、シールヘッド21の熱溶着部材を加熱し押圧したまま、冷却するようにしている。
これにより、シール温度を高めてもシールヘッド21の熱溶着部材23を冷却して押圧を終えることで、シールヘッド21に蓋材12がくっつくことを防止して一層高速かつ安定的にシールできるようにしている。
(もっと読む)
飲料用又は食品用の密封容器の製造方法
【課題】
本発明の目的は、レーザー溶接法を用いて、飲料用又は食品用の容器の密封を行なうに際して、密封工程のプロセス速度を高速とすることができ、レーザースポットの走査位置の厳密な制御が不要で且つ部分的なエネルギーの供給過剰が生じ難く、又、水滴の集合による溶着面積や面積あたりの溶着強度の減少を生じさせない、密封容器の製造方法を提供することである。
【解決手段】
本発明に係る飲料用又は食品用の密封容器の製造方法は、レーザー溶接法によって、容器胴体と該容器胴体の口部に装着された蓋とを溶着して気密状態とした飲料用又は食品用の密封容器の製造方法において、前記容器胴体と前記蓋との溶接予定箇所全体を同時若しくはほぼ同時に溶着する工程を有することを特徴とする。
(もっと読む)
樹脂性チューブの充填・シール機の自動段取り替えユニット
【課題】チューブ用充填・シール機の高さ位置を自動にて調整変更でき、樹脂性チューブの長さが変更した際の段取り替えを精確かつ容易迅速に行う。
【解決手段】インデックステーブル45を駆動部本体9の中空軸10に間欠回転自在に外装し、中空軸10に支持軸46を軸方向へスライド自在に嵌挿する。支持軸46上部に取り付けたステーション固定盤57には、内容物充填部35及びクランプシール部38を含む複数の作業ステーションを配置する。支持軸46の外周部には、駆動部本体9側のナット部64と軸移動可能に螺合するボールネジ部62を形成する。ナット部64を駆動モータ69で回転駆動することで、支持軸46を軸移動させて作業ステーションを樹脂性チューブ1の長と見合う高さに変更する。
(もっと読む)
握飯包装機における頂部シール装置
【課題】 本発明は握飯包装装置による3角形握飯包装工程において、中心軸線の回りに間歇回動する包装用雌型の間歇停止時に頂部の嘴状突起を狭圧加熱溶着し、包装機外の上記加熱溶着工程を省略することを目的とする。
【解決手段】 3角形握飯1の包装用雌型2を間歇回動自在に支持板3上に設け、かつ上記間歇回動のラジアル方向線が上記包装用雌型2の対称中心線cであって、上記包装用雌型2の底辺2’の両端及び頂部にシート状フィルムの挿入溝2”,2”,2”を設けてなる握飯包装機において、上記包装用雌型2を間歇回動円板4の外周に沿って均等開き角上に複数個穿設し、上記円板4と同心円の低段縁4’を上記包装用雌型2の頂部の挿入溝2”部に形成し、上記円板4の間歇停止状態において上記円板4の外側から上記低段縁4’上に開口する上記挿入溝2”部に向って対向方向に正逆回動する加熱具5,5を設けてなる握飯包装機における頂部シール装置。
(もっと読む)
1 - 19 / 19
[ Back to top ]