
Fターム[3F022JJ14]の内容
Fターム[3F022JJ14]の下位に属するFターム
Fターム[3F022JJ14]に分類される特許
41 - 60 / 61
移動駆動ユニットを位置させるシステムおよび方法
目録品を移送する方法が、移動駆動ユニットの割り当て状態を判定することを含む。本方法はまた、前記移動駆動ユニットが現在、タスクを完了させつつあるのではないと判定するのに応答して、前記移動駆動ユニットの前記割り当て状態に基づいて前記移動駆動ユニットについてある位置を選択することも含む。本方法はさらに、選択された位置を同定する情報を前記移動駆動ユニットに送信することを含む。
 (もっと読む)
(もっと読む)
リーダ装置及びICタグ

【課題】新規に入庫したICタグのみを高速に検出する。
【解決手段】リーダ装置1は、自己に固有のリーダ装置固有IDを付加した新タグ検出コマンドを定期的に送信する。新たに入庫するICタグ2は、新タグ検出コマンドを受信すると、付加されているリーダ装置固有IDと、自己の保持している格納データとを比較する。比較の結果、一致しないと判断した場合、ICタグ2は、保持している自己のタグIDをリーダ装置1に返信すると同時に、格納データを、受信したリーダ装置固有IDに書き換える。一方、比較の結果、一致すると判断した場合、ICタグ2は応答しない。このように同一のリーダ装置1から続けて発行される「新タグ検出コマンド」に対しては初回だけ応答するので、現品棚4に保管されるICタグ5に対して「新タグ検出コマンド」に応答させないための追加処理が不要となり、新規に入庫するICタグを高速に管理することが可能になる。
(もっと読む)
搬送制御システム

【課題】安価、且つ、生産性高く、混在した状態で供給される複数種類の部材を処理する。
【解決手段】搬送制御システム1は、混在した状態で供給された複数種類の部材を到着順に取り出し可能な部材取出口2と、部材取出口2から取り出された部材を一時的に格納可能なバッファ部3と、部材取出口2又はバッファ部3から部材を取り出し、制御部6により設定された搬送先に部材を搬送する搬送装置4a,4bと、部材取出口2とバッファ部3内における部材の格納状況、及び搬送装置4a,4bの稼働状況に従って、部材取出口2とバッファ部3との間で部材の取り出し元、部材を使用する生産設備5a,5bとバッファ部3との間で部材の搬送先を決定し、搬送装置4a,4bによる部材の搬送処理を制御する制御部6とを備える。
(もっと読む)
物品搬送設備
【課題】構成の簡素化を図りながら、物品搬送車どうしの衝突を防止し、且つ、物品搬送車を目標走行位置に走行させることができる物品搬送設備の提供。
【解決手段】制御手段が、軌道Kに沿って形成させる走行経路2をその長手方向の途中部分における特定区間Rとそれ以外の通常区間Lとに区分けして、通常区間Lにおいては複数台の物品搬送車3夫々の走行位置を走行位置検出手段15の検出情報に基づいて管理して、複数台の物品搬送車3についての走行開始及び停止を制御する形態で、且つ、特定区間Lにおいては物品搬送車3の通常区間Lから特定区間Rへの侵入及び特定区間Rから通常区間Lへの退出を管理して、一台の物品搬送車3を侵入させて連続して走行させるように制御する形態で、複数台の物品搬送車3の走行を制御するように構成されている。
(もっと読む)
加工ライン管理システム
【課題】加工の過程で材料不良が発覚した場合に、簡単な操作で所在等が調査でき、かつ不良材料の供給を禁止する加工ライン管理システムを提供する。
【解決手段】加工材料Wを格納する格納庫2と、加工機3,4と、前記格納庫2と加工機3,4の間で加工材料Wを搬送する材料搬送手段5〜7とを備えた加工ライン1を管理するシステムであり、加工材料Wの材料情報をパレット単位で記憶する材料情報記憶手段32と、加工材料Wが加工ライン1の何処にあるかを前記材料情報記憶手段32の記憶内容と関連付けて記憶する材料所在管理手段34を設け、不良品の材料情報を入力する不良材料入力手段35と、その入力された材料が加工ライン1中の何処にあるかを、材料情報記憶手段32および材料所在管理手段34の記憶内容から検索する不良材料所在検索手段36を設ける。さらにその検索された加工材料Wの搬送を禁止する供給禁止手段37を設ける。
(もっと読む)
ストッカ
本発明は、天井式区画間荷物処理システム、床式区画内材料取扱システムを有する製造設備内でコンテナを管理するストッカを含む。一実施形態では、ストッカは、少なくとも一つのコンテナを貯蔵するコンテナ貯蔵領域、天井式搬入コンベア、床べースのコンベア、及びロボット機構を含む。ストッカの床式コンベアは、搬出コンベア、搬入コンベア、又はこれらの両方を含んでもよく、ストッカのコンテナ貯蔵領域と床式区画内材料取扱システムとの間でコンテナを移動させる。ロボット機構は、天井式搬入コンベア、コンテナ貯蔵領域、及び床式コンベアの間でコンテナを移動させる。 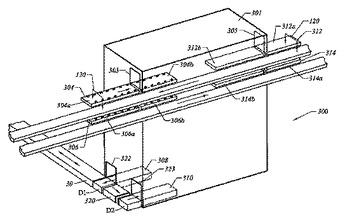 (もっと読む)
(もっと読む)
ピッキングシステム
【構成】 ベース棚18から準備装置20により準備棚22,23にバケット40を補充し、供給装置26により準備棚22,23からピッキング棚12,13へ複数バケットを一括して補充する。ピッキング棚12へバケットを補充中は、ピッキング棚13でピッキングし、ピッキング棚12,13へ交互に物品を補充し、補充が完了した棚から交互にピッキングする。
【効果】 段取り換えを待たずに、連続的にピッキング棚からピッキングできる。
(もっと読む)
高処理量AMHSのためのモジュール式ターミナル
本発明は、容器を第1の輸送システムと第2の輸送システムの間で輸送するための装置に関する。1つの実施形態では、第1の輸送システムは、天井ベースコンベヤ(20a,20b)を含み、第2の輸送システムは、床ベースコンベヤ(30)を有する。本発明による装置は、共通の垂直方向平面(150)の周辺で、輸送システムのうちの1つ(20a,20b)の区画と整列して実質的に水平方向に延びる格納棚(104a〜104d)を有する。輸送システム(20a,20b,30)は、半導体製造設備内の格納能力を追加するために、最も上の格納棚(104a)の真上又は最も下の格納棚(104d)の真下に配置される。垂直モジュール(102a,102b)は、容器(2)を輸送システム(20a,20b)と少なくとも1つの格納棚(104a,104b)との間で輸送する。 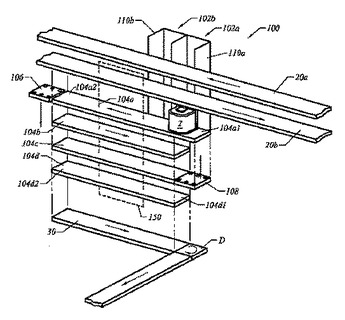 (もっと読む)
(もっと読む)
ICタグの印字システム及びICタグの書込システム
【課題】 非接触RFIDタグのIDデータをPCに取り込み、PCでそのデータと関連のある認識番号等を印字するICタグの印字システムを提供する。
【解決手段】 コンベア2上を搬送されるワークIの所定部位にICタグ3を定着し、コンベア2上の上流側所定位置にICタグ3のアンテナを介して送信される電波を受信するアンテナ4を設け、この受信した信号をアンテナ4から受け前記タグIDデータを読み出すICタグリーダー5と、この読み出されたタグIDデータを前記ICタグリーダー5から送られタグIDデータを照合しワークIの固有番号に対する所定情報を付与しこの所定情報に対応する印字データを紐付けするPC6と、この紐付けされた印字データをPC6から送られワークIの所定印刷部位に当該印字データに基づく文字を印字するインクジェットプリンター7とをコンベア2近傍の所定位置に設けたことを特徴とするICタグの印字システム。
(もっと読む)
情報処理装置、管理システム、情報処理装置の制御方法、情報処理装置の制御プログラム、および情報処理装置の制御プログラムを記録した記録媒体
【課題】 所定位置を通過するRFIDタグの順番を精度よく特定することができる情報処理装置を実現することにある。
【解決手段】 本発明の管理装置10は、ゲートを通過する各RFIDタグ1の位置をそれぞれ算出するリーダライタ2から情報を受付け処理するものであり、リーダライタ2から、算出されたRFIDタグ1の距離情報をそれぞれ受付ける外部通信部11と、この外部通信部11によって受付けた距離情報それぞれを比較し、RFIDタグ1のゲートにおける通過順を特定する順序決定部15とを備えている。このため、ゲートにおけるRFIDタグ1の通過順を精度よく特定することができる。
(もっと読む)
物品供給装置
【課題】ピッキングの作業効率向上を図る。
【解決手段】3棟の自動倉庫と、この自動倉庫の端側に該自動倉庫とは別個にピッキング装置31a、31b、31cをそれぞれ配置する。3台のピッキング装置の上下左右にピッキングエリア33を設け、このピッキングエリア33にハーネスが入ったバケット12が出庫される。各ピッキング装置31にはグループ化されるハーネスの1種類がそれぞれ出庫される。ハーネスが出庫されるピッキングエリアは各ピッキング棚の同じ位置のピッキングエリアであるため、作業者Pはどこのピッキング装置31でも同じピッキングエリアでピッキングが行え、迷いや探す必要のない効率的なピッキング作業が行える。
(もっと読む)
入庫ずれ検出装置および入庫ずれ検出方法
【課題】 自動倉庫システムにおいて、簡単な構成および制御で入庫ずれを検出できる装置を提供する。
【解決手段】 バーコードリーダ13は、コンベア11により搬送される荷に付されているバーコードを読み取る。在庫管理PC14は、読み取られたバーコードに対応する入庫予約データを作成し、入庫予約データ格納部15に書き込む。クレーン16がコンベア11から荷をピックアップできる状態になると、対応する入庫予約データが入庫予約データ格納部15から削除される。新たな荷に付されているバーコードが読み取られたときに入庫予約データ格納部15が満杯であれれば、入庫ずれが発生したものと判断される。
(もっと読む)
倉庫システムとそのキャリアの管理方法
【課題】 倉庫システムで用いるキャリアの使用状況を組織的にに管理できるようにする。
【解決手段】キャリアにIDタグ(RFIDタグ)44を取り付け、自動倉庫からの出庫や倉庫システムから外部への出庫の都度に使用回数を検出して加算し、所定値に達するとキャリアを洗浄する。
(もっと読む)
ロール部材の自動積載及び供給装置
ロール部材の自動積載及び供給装置が、第1の支持ローラを備えたフレームと;第1の支持ローラによって回転可能に支持され、多数のロール部材を収容するロール部材収容ユニットと;ロール部材収容ユニットを回転させる回転ユニットと;ロール部材収容ユニットに収容されたロール部材をロール部材加工装置に供給するための移送ユニットと;を備え、ロール部材収容ユニットは、第1の支持ローラによって外周面が支持され、内周面に第2の支持ローラ及び前記ロール部材の各々を収容する第1のロール収容部材が設置され、第1の結合フレームによって互いに向かい合うように結合された一対のガイドレールと;第2の支持ローラに支持され、第2の結合フレームによって一対が互いに向かい合うように結合され、内周面にロール部材の各々を収容する第2のロール収容部材が設置されているサブガイドレールとを備えること。 (もっと読む)
ピッキングシステム
【課題】 作業効率を向上したピッキングシステムを提供する。
【解決手段】 商品棚12に沿って設けられた仕分け位置SにコンテナCを搬入し、受注データに基いて受注商品をコンテナCに受注個数ずつ投入して集品するピッキングシステム1であって、コンテナCを仕分け位置Sに複数個ずつ搬入し、商品棚12側に備えて複数個のコンテナCに対する受注個数の合計個数を品目毎に表示する取出個数表示器12bと、商品を仮置きすると共に重量を測定する重量測定器11bを有する仮置き台11と、コンテナC側に備えてコンテナC毎の受注個数を表示する投入個数表示器11eと、商品の単位重量を記憶するメモリ20aと、商品の品目を識別する品目識別手段10aとを有し、仮置きした商品の重量と、仮置き台11からコンテナCに商品を投入したときの仮置きした商品の重量と、当該商品の単位重量とに基いて、各コンテナCへの投入個数を算出し、投入個数を検品する。
(もっと読む)
生鮮食品の加工、貯蔵および流通システム
傷みやすい、あるいは、汚染されやすい食品のための流通システムは、温度制御された環境に物品を貯蔵するための自動化された貯蔵装置を含む。この装置は、回転ラックの上に配置された複数の産品搬送棚を含む。それらの棚は、棚の上に物品を載置したりそこから取り出したりするのが容易になるように、前記回転ラックの回転により移動することが可能である。各棚は複数の横方向に間隔をおいて配置された長尺状突出部材を含む。  (もっと読む)
(もっと読む)
仕分けシステム
【課題】 本発明は、ケースを利用して、商品の容器単位の仕分けを自動化でき、省スペースおよび低コストを実現できる仕分けシステムを提供することを目的とする。
【解決手段】 荷崩れの発生し易い食品が収納され、入荷された入荷ケース11は、第1ルートと第2ルートの2つのラインに仕分けられ、一方はアソート設備21で、入荷ケース11より食品が店舗および通路ナンバー単位の仕分けケース29に仕分けられ、この仕分けケース29は自動倉庫設備22へ搬送され、また入荷ケース11は他方、直接、自動倉庫設備22へ搬送され、入荷ケース11と仕分けケース29は、店舗および通路ナンバーの単位毎に自動倉庫の物品保管部(区画収納空間)に段積みして保管され、すなわち自動倉庫設備22において、店舗および通路ナンバーの単位に仕分けが実行されて保管される。
(もっと読む)
コンテナ内への書籍の収納方法及びこれに用いられるコンテナ
【課題】 共通サイズのコンテナを用いることにより書庫内でのデッドスペースの発生を抑制することができると共に、出納ステーションにおけるコンテナ内からの書籍の取り出しを容易化することが可能なコンテナ内への書籍の収納方法を提供する。
【解決手段】 自動書庫システム1におけるコンテナ8内への書籍16の収納方法であって、コンテナ8として複数サイズの書籍16a,16b,16cを収納可能であると共にその大きさが単一のものが使用され、コンテナ8内に書籍16a,16b,16cがその幅方向に複数列収納される場合に、複数列の書籍16a,16b,16cの背表紙16aa,16ba,16caが各列毎にそれぞれ視認可能となるように書籍16a,16b,16cの列の高さを隣り合う少なくとも一方の列の高さとは異ならせる構成とした。
(もっと読む)
鉄道車両の保守装置
【課題】
形状や重量の異なる鉄道車両の駆動機を、同一の溝切り装置で保守可能にする。
【解決手段】
鉄道車両の保守装置は、コンベアラインと回転子の整流子部を旋削可能な溝切り装置74を備える。コンベアラインはMGの回転子を搬送可能な第1のコンベア36と、第1のコンベアに隣り合い回転子の移動方向を変化させ得る第1の分岐コンベア38と、第1の分岐コンベアに隣り合うターンテーブル付きのコンベア93と、ターンテーブル付きコンベアに隣り合う第2のコンベア92とを有する第1のラインと、自動走行車からMMの回転子を移載可能な第3のコンベア58と、この第3のコンベアに隣り合い第1の分岐コンベアに主モータの回転子を搬送可能な第2の分岐コンベア60とを有する第2のラインとを有する。ターンテーブル付きコンベアおよび第3のコンベアの両側に、搬送される回転子の位置を可変とするプッシャ93〜96を設けた。
(もっと読む)
個別配分方法及び装置
【課題】配分仕分け作業の効率化と共に仕分け精度を高めることができる個別配分方法及び装置を提供する。
【解決手段】複数の商品Sが収納されたトートトレイ15から商品Sを取り出して、複数の空のコンテナ15に個別に配分仕分けする個別配分方法において、複数の空のコンテナ15が配置された上下複数段のアソーティングライン21,22の各段毎に、空のコンテナ15に商品Sを配分仕分けする処理と、商品Sの配分仕分けが終了した段のみを搬送移動させて、配分仕分け済みのコンテナ15を次の工程へと送り出すと共に、配分仕分け済みのコンテナ15に代えて新たに複数の空のコンテナ15を配置する処理とを有する。
(もっと読む)
41 - 60 / 61
[ Back to top ]