
Fターム[3F115CD05]の内容
パッケージ・線条体の安全装置 (910) | 信号処理手段 (40) | 解析・判断 (27)
Fターム[3F115CD05]に分類される特許
1 - 20 / 27
糸検出装置
【課題】糸条の走行状態だけでなく、糸条の幅方向の位置変化も確実に検出することができるようにする。
【解決手段】糸条に向けて光を照射する光源17と、光源17からの照射された光の受光量に応じて出力信号が変化し且つ糸条の走行方向に沿って所定間隔で設置された複数の糸検出部18とを備えた糸検出装置1において、糸検出部18は、走行方向に直交する幅方向に伸びる帯状とされ、光源17は、幅方向における受光量が異なるように設置されており、糸検出部18の受光量の応じた出力信号に基づいて糸の走行状態及び幅方向の位置変化を求める演算部19を備えている。
(もっと読む)
糸走行情報取得装置及び糸巻取機

【課題】正確な糸走行情報を取得することができる糸走行情報取得装置を提供する。
【解決手段】第1糸ムラセンサ43は、走行する糸の太さムラを検出して第1糸太さムラ信号を出力する。第2糸ムラセンサ44は、前記第1糸ムラセンサ43から所定の間隔を隔てて配置され、前記糸の太さムラを検出して第2糸太さムラ信号を出力する。類似度評価部65は、下流側フレームと上流側フレームを比較して、前記第1糸太さムラ信号と前記第2糸太さムラ信号との類似度を求める類似度評価処理を、上流側フレームの先頭位置を変化させて複数回行うことで複数の前記類似度を求める。重み付け処理部66は、前記複数の類似度に対して重み付けを行い、複数の重み付き類似度を求める。走行情報取得部67は、前記重み付き類似度に基づいて、前記第1糸太さムラ信号と前記第2糸太さムラ信号との時間的なズレ量を算出するとともに、前記ズレ量に基づいて糸走行情報を取得する。
(もっと読む)
糸巻取機
【課題】 糸切断後に糸貯留ローラに残存する糸部分が、糸継後に巻取を再開したときにパッケージに巻取られてしまうことを防止可能な、糸巻取機を提供すること。
【解決手段】 精紡機1は、巻取装置12と、ヤーンクリアラ11と、カッター10と、弛み取り装置8と、糸継装置92と、機台制御部96を備えている。弛み取り装置8は、弛み取りローラ30と、弛み取りローラ30の表面の糸を検出する糸検出センサを有する。機台制御部96は、ヤーンクリアラ11により糸欠陥が検出されてカッター10により糸が切断されたときに、糸検出センサ34の検出結果に基づいて、糸継装置92に糸継を行わせるか否かを判断する。
(もっと読む)
糸巻取機
【課題】給糸ボビンの芯管長さを検出することで、当該給糸ボビンに巻き付けられている糸量を正確に取得することができる糸巻取機を提供する。
【解決手段】自動ワインダは、給糸ボビン保持部と、巻取部17と、芯管検出センサ81と、を備える。給糸ボビン保持部は、芯管95に糸を巻き付けた給糸ボビン21がセットされる。巻取部17は、給糸ボビン21から引き出された糸をパッケージ30に巻き取る。芯管検出センサ81は、給糸ボビン保持部にセットされた給糸ボビン21の芯管長さを検出する。また、自動ワインダは、ステッピングモータ79と、算出部87と、を備える。ステッピングモータ79は、芯管95の長手方向に芯管検出センサ81を移動させることができるとともに、その移動量を制御できるように構成されている。算出部87は、ステッピングモータ79によって移動した芯管検出センサ81の移動量に基づいて芯管長さを算出する。
(もっと読む)
紡績ユニット
【課題】巻取装置による紡績糸の綾振が糸欠点検出装置による欠点部の検出精度に影響を与える恐れがなく、更に、紡績糸に掛かる張力を適度に保つとともに、安定させることによって糸欠点検出装置による欠点部の検出精度を向上させるとした紡績ユニットを提供する。
【解決手段】繊維束Fを牽伸するドラフト装置5と、ドラフト装置5により牽伸された繊維束Fから紡績糸Yを製造する紡績装置6と、紡績装置6により製造された紡績糸Yの張力を安定させる張力安定装置8と、張力安定装置8から送り出された紡績糸Yをパッケージ91へと巻回する巻取装置9と、紡績糸Yの欠点部を検出可能とする糸欠点検出装置7と、を備える紡績ユニット1であって、糸欠点検出装置1は、紡績装置6と張力安定装置8との間に配置するとした。
(もっと読む)
糸センサ、及び、この糸センサを備えた繊維機械
【課題】固有の検出特性のバラツキの影響を補正によって除去するとともに、交換の度にその補正情報を設定することが不要な、糸センサを提供すること。
【解決手段】糸センサ24は、走行する糸Yの走行速度に対応した検出信号を発信する検出部40と、検出部40に固有の補正情報を記憶する記憶部41と、検出部40から発信された検出信号を、記憶部41に記憶された補正情報を用いて補正する演算部42と、演算部42で補正された後の補正済み信号を出力する信号出力部43とを備えている。
(もっと読む)
糸巻取装置及びパッケージの回転不良検出のためのアラーム閾値決定方法
【課題】パッケージの回転不良を高精度に自動検出できる糸巻取装置を提供する。
【解決手段】自動ワインダは、巻取ユニット16と、機台制御装置11と、を備える。巻取ユニット16は、糸の巻取作業を行う。機台制御装置11は、巻取ユニット16の制御を行う。機台制御装置11は、理論パッケージ算出部27と、演算部17と、を備える。理論パッケージ算出部27は、理論パッケージ回転数を算出する。演算部17は、パッケージの回転不良を判定するためのアラーム閾値を理論パッケージ回転数に基づいて決定する。アラーム閾値は、巻取ユニット16に入力される。巻取ユニット16が備えるアラーム判定部76は、パッケージの実際の回転数と、アラーム閾値と、を比較してアラーム判定を行う。
(もっと読む)
紡機の糸切れ検出装置
【課題】糸継ぎ作業の邪魔にならず、保全作業性の良い紡機の糸切れ検出装置を提供する。
【解決手段】リングプレート11の上面にはトラベラ13を検知する検知部14aを備えたセンサ14がリングプレート11の後側に設けられている。センサ14の検知信号を処理して糸切れの有無を判断するCPU15を備えた制御基板16がリングプレート11の前側に設けられている。センサ14とCPU15とはリングプレート11の下面側に配置されたフレキシブル配線22,27や制御基板16及び信号伝達用基板17上の信号配線を介して電気的に接続されている。制御基板16及び信号伝達用基板17は、リングプレート11の前壁11bに固定されるとともにリングプレート11に沿って延びる収容部24aを備えた支持部材24に支持されている。
(もっと読む)
糸巻取機
【課題】糸の異常な走行状態を検出することが可能な糸巻取機を提供する。
【解決手段】自動ワインダは、パッケージ駆動モータ41と、周速検出部51と、糸速度センサ60と、ユニット制御部50と、を備える。パッケージ駆動モータ41は、糸20が巻き取られる巻取ボビン22を回転駆動する。周速検出部51は、パッケージ回転センサ43が検出した巻取ボビン22の回転数と、角度センサ44からの信号に基づき求められたパッケージ30の径と、に基づき、パッケージ30の周速を検出する。糸速度センサ60は、糸20の走行速度を検出する。ユニット制御部50は、周速検出部51が検出したパッケージ30の周速と糸速度センサ60が検出した糸速度とが予め設定された相関性を有するか否かを判定する。
(もっと読む)
糸を清浄化する方法及び装置
長手方向に沿って動かされる糸から欠陥を除去する方法において、糸の長手方向に沿う糸の特性の測定値が検出される。測定値から糸パラメータ(M)の値が求められる。糸パラメータ(M)及び長手方向における糸パラメータ値の範囲により形成される事象領域(6)が準備され、この事象領域が2つより多い範囲(71〜75)に分割され、これらの範囲のうち少なくとも1つの範囲(71,73〜75)が許容される事象を規定し、少なくとも1つの他の範囲(72)が許容されない事象を規定する。糸パラメータ(M)の値が長手方向におけるその範囲(L)と共に事象領域(6)において分類される。本発明は特に飾り糸の清浄化に用いられ、許容される別の範囲(73〜75)が所望の飾りの除去を防止する。 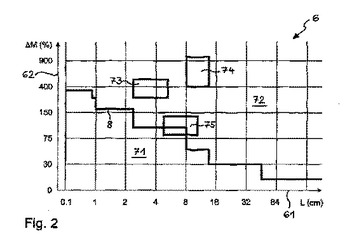 (もっと読む)
(もっと読む)
糸状供試物のパラメータを検出する装置
装置は測定間隙(2)を通って縦方向に動かされる糸状供試物(1)のパラメータを検出するために用いられる。測定間隙がパラメータを検出する第1の測定セル(3)及び第2の測定セル(5)を持っている。第1の測定セル(3)及び第2の測定セル(5)が、供試物(1)の縦方向に対して直角な面を持つ共通な平らな支持体(4)又は印刷配線板上に設けられている。それにより測定セル(3,5)を互いに正確に合わせることができ、装置が簡単であり、製造が安価である。  (もっと読む)
(もっと読む)
糸品質測定器及び糸巻取機
【課題】正確な糸欠点長さ評価及び周期ムラの検出が可能な糸品質測定器及び糸巻取機を提供する。
【解決手段】自動ワインダを構成するワインダユニット10は、クリアラ(糸品質測定器)15を備えている。このクリアラ15は、速度を変化させながら走行する紡績糸20の太さムラを検出し、糸の太さムラの検出を行っている。このとき、糸速度に応じてサンプリング周波数を変化させて検出信号のサンプリングを行っている。クリアラ15は、走行する糸の太さを検出する第1の糸ムラセンサ43と、CPU47と、を備える。CPU47は、外部の回転センサ42から得られる糸速度信号を受信し、当該糸速度信号に応じたサンプリング周波数で第1の糸ムラセンサ43の信号のサンプリングを行う。
(もっと読む)
糸条の走行監視装置
【課題】本発明の目的は、毛羽が存在しないかあるいはほとんど存在しないフィラメント糸の走行を監視することができる装置を提供することにある。
【解決手段】走行監視装置10は、走行する糸条12に光Lを照射する光源14と、糸条12に対して光源14とは反対方向に配置された差動型空間フィルタ素子16と、差動型空間フィルタ素子16の出力から糸条12の走行の有無を判断する信号処理回路18とを含む。本発明は糸条12の走行を監視するために、受光素子20a、20bのピッチを糸条12の凹凸の大きさと略同じとしている。
(もっと読む)
タイヤコード処理装置
【課題】タイヤコードのディップ処理などの加工処理を無休止連続運転で行うことができ、さらにコードのジョイントが製品に混入することを防止できるようにするタイヤコードの処理方法の提供。
【解決手段】タイヤコード11を走行させつつ該コード11を処理する処理装置本体17と、前記処理装置本体17にタイヤコード11を供給する供給装置19と、処理済タイヤコードの巻き取る巻き取り装置20を備えたタイヤコード処理装置10において、前記供給装置19から供給されるタイヤコード11のジョイント36を検出し、そのジョイント検出信号を前記巻き取り装置20に発信するジョイント検出器21を設け、前記巻き取り装置20が2軸の巻き取り軸18a、18bを有し、前記ジョイント検出信号に基づいて前記処理済みコードの巻き取り軸を18aから18bに自動交換する。
(もっと読む)
線状部材のテンション測定装置及び測定方法
【課題】配列された複数本の線状部材のテンションを簡単な構成で連続的に順次測定できるようにする。
【解決手段】線状部材Sのテンションを測定可能な検出センサ10を、線状部材Sの長手方向と交差する方向に移動させ、ガイド部材11により移動方向前方側の線状部材Sを案内して、検出センサ10のテンションの検出部10Aに順次接触させる。このように順次接触する線状部材Sのテンションを検出センサ10により測定しつつ、検出センサ10を、複数本の線状部材Sの配列方向の一端側から他端側に向かって移動させて、線状部材Sのテンションを検出センサ10により移動方向に沿って連続的に順次測定する。
(もっと読む)
糸巻取装置
【課題】巻取パッケージに棒巻きなどによる異常な巻取状態が発生していることを迅速に精度良く検出する。
【解決手段】糸巻取ユニット2は、給糸ボビン3から解舒された糸4をトラバース装置5で綾振りさせながら巻取管6に巻取って、満巻のパッケージ7を形成する。パッケージ径センサ44により計測された実際径とパッケージ径予測部51により算出された予測径とを巻取状態検出部52により比較して、巻取パッケージ7への巻取状態を検出する。予測径は、巻取状態検出部52により巻取状態を検出する前に、パッケージ径センサ44により計測された巻取パッケージ7の径である基準径に基づいて算出する。基準径は、巻取開始時において、パッケージ径センサ44により計測された実際径に更新される。
(もっと読む)
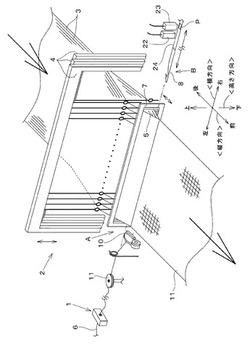
走行糸条の検査方法、および、それを用いた炭素繊維の製造方法
【課題】同一面内に並列に走行する複数の糸条の糸条毎状態をオンラインで同時に検査し、また、糸条毎の欠陥の情報を得ることにより、プロセス条件の変動等の工程異常を早期に発見し歩留まりを改善する、あるいは糸条および糸条パッケージの品質管理を行う、走行糸条の検査方法を提供する。
【解決手段】同一面内に複数、並列して走行する糸条の検査方法であって、糸条の走行面を挟んで、第1の面側に第1の照明手段2aと複数糸条を撮像するラインセンサと、第2の面側に第2の照明手段2bとを備え、前記ラインセンサで得られたデータを処理するデータ処理手段と、該データ処理手段により得られたデータを経時的に記録する記録手段8からなる走行糸条の検査方法。
(もっと読む)
高速細線伸線装置及び高速細線伸線装置の断線検出方法
【課題】
金属線を高速で伸線しても、また、多数のダイス数で伸線しても、断線は最終ダイス前で発生させ、断線を最初の断線箇所でとどめるようにし、作業性を高められるようにした高速細線伸線装置を提供する。
【解決手段】
金属線の巻き出し部1、ダイス前後に配置したスリップ式キャプスタン4a,4b、複数の伸線ダイス5及び金属線の巻き取り部6で構成され、金属線1aをスプールから送り出す速度を制御するためにアーム型のテンション制御機構2が設置され、検出した金属線1aの張力により金属線の送り出し速度を制御するようにした金属線のスリップ式高速細線伸線装置において、加速時と定速時のそれぞれの張力について装置を高速停止させる上限値と下限値をそれぞれ任意に設定できるようにし、張力がこれらの設定値の範囲外となった時に装置が高速停止するようにした。
(もっと読む)
ヤーンクリアラの糸情報初期化方法および初期化システム
【課題】クリアラヘッドのクリーニング実施を検出することに基づいた、各錘のヤーンクリアラの糸情報初期化方法、および初期化システムを提供する。
【解決手段】本発明に係るヤーンクリアラは、クリーニング部材を、クリアラヘッドの投光部と受光部の間に繰り返し挿脱して行うクリーニング中に、i)クリーニング部材が挿入されているか否か、ii)挿入時間および/または挿入されていない時間が予め定められた範囲内であるか否か、iii)挿入および/または引き抜きが予め定められた回数以上行われたか否か、の判定結果に基づき、予め定められたクリーニングが行われたかどうか判断し、当該クリアラヘッドの糸径平均値φAVEnの初期化を行う。
(もっと読む)
ヤーンクリアラの検出ヘッドの汚れ検出方法及び検出システム
【課題】素早く正確に光電式ヤーンクリアラのヘッド汚れを検出可能な方法等を提供する。
【解決手段】複数錘からなる機台システムに装備され、各錘における糸品質その他を監視する複数のヤーンクリアラの検出ヘッドの汚れ検出方法であって、特定錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)の変化が、監視される糸自身の特性の変化に起因するのか、上記検出ヘッドの汚れに起因するのかを、他の錘のヤーンクリアラから出力される糸むら信号に基づいて得られる糸太さデータ(φ)、及び/又は糸均斉度データ(CV%)との関係から判断するようにした方法とする。
(もっと読む)
1 - 20 / 27
[ Back to top ]