
Fターム[3H024ED07]の内容
損傷、摩耗、腐食からの管の保護 (2,069) | 被覆材料 (224) | ゴム、プラスチック (167) | その他の樹脂 (30)
Fターム[3H024ED07]に分類される特許
1 - 20 / 30
埋設管の外面防食構造

【課題】埋設管の外面の防食効果を高めること。
【解決手段】埋設する鋳鉄管の外面に帯状のストレッチフィルムをテンションをかけながら巻き付けることとした。
これにより、埋設管の外面に薄いプラスチックフィルムを重ねた被覆層が形成される。この被覆層は、継ぎ手部などの外形が複雑な部分でもフィルムが伸びて管外面との隙間が少なく管に密に形成され、その上、フィルムの収縮力によってフィルムと管との密着だけでなくフィルム同士の密着も促進され、層を構成するフィルムの間からの地下水の侵入を防ぐので、防食効果を高めることができる。
(もっと読む)
配管用インナーチューブの設置方法及び配管

【課題】配管の洗浄及び殺菌作業をなくした使い捨てで、常に衛生的な配管を提供することが出来る配管用インナーチューブの設置方法及び配管を提供する。
【解決手段】液体、ペースト状の流動物を送液する配管内に配設するチューブであって、インフレーションチューブを配管内に貫通して載置し、一方の端辺を封鎖した該チューブの他端から該チューブ内に送気して該チューブを膨らませて配管内に密着させた後に該チューブ両端をチューブ内側から配管の端部に密着固定させる配管用インナーチューブの設置方法及び配管とする。
(もっと読む)
防錆部材
【課題】挿口部に挿嵌させることで挿口部の管端面に弾性部材が当接することによる防錆を行いながら、弾性部材の弾性変形に伴う防錆部材の内径方向側への伸出を抑えることができる防錆部材を提供すること。
【解決手段】保持部5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3cに係合する延設部5cと、延設部5cから内径方向側に向けて延設された保持片部5dと、から構成され、保持片部5dの挿口部3a側には、弾性部材5aが配置されるとともに、保持片部5dにおける弾性部材5aよりも内径方向側には、挿口部3aへの挿嵌により弾性変形する弾性部材5aの内径方向への伸出を防止する突出部5gが設けられている。
(もっと読む)
防錆部材
【課題】挿口部を受口部に挿入する際に、挿口部に挿嵌された状態で挿口部の管端面の防錆を維持することができる防錆部材を提供すること。
【解決手段】保持部5bは、挿口部3aへの挿嵌方向に向けて延設され、挿口部3aの外周面3bに係合する延設部5cと、延設部5cから内径方向側に向けて延設された保持片部5dと、から構成され、延設部5cと受口部2aの内周面2bとが摺接して保持部5bと挿口部3aとを挿口部3aの管軸C方向に相対移動させることで、弾性部材5aを管端面3bと保持片部5dとで挟圧する。
(もっと読む)
外面防食塗装を施した管路構成部材およびその製造方法
【課題】鋳鉄または鉄等の金属製管またはバルブ等の管路構成部材の外表面に、擬合金被膜と封孔処理被膜と合成樹脂被膜とを形成することによって、外面防食塗装を施した従来の管路構成部材より格段に優れた防食性能が得られることから、高い防食性能を長期間に亘って維持することができると共に、その高い防食性能からポリエチレンスリーブを被覆しなくてもよくなり、現場施工性が格段に向上する、外面防食塗装を施した管路構成部材およびその製造方法を提供する。
【解決手段】 鋳鉄管本体1と、鋳鉄管本体1の外表面に形成された、亜鉛からなる溶射ワイヤとアルミニウム−マグネシウム合金からなる溶射ワイヤとを用いたアーク溶射により形成された擬合金被膜2と、擬合金被膜2の上に形成された封孔処理被膜3と、封孔処理被膜3の上に形成された合成樹脂被膜4とからなる。
(もっと読む)
スケール防止方法および炭酸カルシウムスケール防止剤
【課題】冷却水配管などを構成する金属管表面に対して、より汎用的に、スケールを防止することができる技術を提供する。
【解決手段】カチオン性イオン導電型の樹脂材料からなる被膜を金属部材の水との接触面に形成して、炭酸カルシウムを主成分とするスケールの形成を防止する。例えば、銅管を常温硬化型シリコーンコーティング材を20倍に希釈した溶液に5分間浸漬し、24時間常温で乾燥して下地層を形成した後、ジメチルアミノエチルメタクリレートのメチルクロライド塩を主成分とする樹脂材料をエタノールで20倍に希釈した溶液に5分間浸漬し、24時間常温で乾燥させて、ジメチルアミノエチルメタクリレートのメチルクロライド塩単量体単位を必須構成成分として含む重合体を主鎖とする樹脂材料の被膜を形成する。
(もっと読む)
ネジ継手部の保護方法及びガス漏れ防止用保護材
【課題】ネジ部での鋼管の被覆部と金属配管の間の隙間より水分が侵入することにより金属配管に錆が発生しガス漏れ発生になることに対し、簡単にガス漏れ予防をしたり、ガス漏れを止めることができるようにする。
【解決手段】ガス配管に設けたネジ継手部の少なくとも螺合箇所の外側端部に、光硬化性樹脂組成物6を塗布して被覆部を形成し、その被覆部に光を照射して光硬化性樹脂組成物6を硬化反応させて前記ネジ継手部の保護層を形成する。
(もっと読む)
配水用管体、並びにそれを用いたスケール堆積防止方法及びスケール除去方法
【課題】配管内のスケールの堆積を防止可能な配水用管体及びスケール堆積防止方法の提供。
【解決手段】外管1と、外管1の内壁面に形成されたスケール堆積防止層2とを備え、スケール堆積防止層2は膨張及び収縮可能な流路であって、該流路3における流体の流出入によって膨張及び収縮可能な流路3を含む配水用管体に関する。また、配管1の内壁に、膨張及び収縮可能な流路3を含むスケール堆積防止層2を形成し、流路3内に流体を供給するか及び/又は流路3から流体を排出することにより流路3を膨張及び/又は収縮させることによって、配管1へのスケールの堆積を防止することができる。
(もっと読む)
管端防食構造
【課題】金属管の端部に簡単に付設することができ、かつ防食機能を長期間にわたって維持できる管端防食構造を提供する。
【解決手段】金属管1の端部と嵌合する環状凹部2aを有する防食ゴム(環状のゴム製シール部材)2と、この防食ゴム2が圧入される環状凹部3aを有する環状のステンレス鋼製カバー3とからなり、金属管1の端部に嵌め込んだ防食ゴム2にカバー3を嵌め込んでいく際に、カバー3の環状凹部3a内の空気が環状凹部3a底面の空気抜き孔4から抜ける構成とすることにより、カバー3の防食ゴム2への嵌め込みがスムーズに行え、防食ゴム2を管1端部に簡単かつ強固に固定できるようにしたのである。
(もっと読む)
既設管内面の塗装方法および塗装方法
【課題】比較的簡単な構成によって既設管の全体にわたってその内面に塗膜を安定して形成することのできる既設管の塗装方法および塗装装置を提供する
【解決手段】既設管内面の塗装装置1は、対象となる既設管P内に気流を生成し、生成された気流によって塗料Cを搬送して既設管Pの内面に塗膜を形成する。既設管内面の塗装装置1は、既設管Pよりも小径に形成され、既設管Pの一端に取り付けられる接続管3と、既設管Pの他端に接続され、空気を吸引して既設管P内および接続管3内に気流を生成する吸引装置7と、接続管3のいずれか部分に接続され、所定量の塗料Cを蓄える共に蓄えた塗料Cを接続管3内に供給可能な塗料タンク9と、を備える。
(もっと読む)
防食スリーブ
【課題】別段の作業手間を要することなく穿孔部を防食できる防食スリーブを提供すること。
【解決手段】金属製流体管1の穿孔部2を防食する防食スリーブ10であって、穿孔部2に挿通される筒状体11と、筒状体11の外周側に位置し穿孔部2の内周面2aに亘って当接する防食部12と、から構成されており、防食部12は、自然状態においては穿孔部2よりも大径で弾性を有し、その弾性復帰力を押圧力として穿孔部2の内周面2aに押圧し当接することで、穿孔部2の内周面2aに亘り確実に且つ手間を要さずに防食できる。
(もっと読む)
ライニング材
【課題】強化繊維を含有させて引張力や圧縮力に対する高い強度を確保するとともに、既設管の内壁に密着させるのに十分な拡径性をも確保したライニング材を提供する。
【解決手段】一実施形態としてのライニング材1は、不透過性材料からなる被覆層11と、被覆層11の内側に設けられて強化繊維材料からなる強化繊維基材層13と、硬化性樹脂を含浸させる樹脂吸収基材層12とを有する。強化繊維基材層13は、複数枚のシート状基材2が互いにオーバーラップするように配設される。シート状基材2は、複数の繊維束Aから形成された繊維基材と、繊維基材上に互いに平行で間隔を設けるとともに繊維束Aと交差する方向に配置された複数の繊維束Bとが、縫い糸により縫い合わせられて形成されている。シート状基材2のオーバーラップ部20は、既設管9の管軸方向に沿って設けられる。
(もっと読む)
管ライニング材
【課題】構成が簡単で遮光性の高い管ライニング材を提供する。
【解決手段】管ライニング材1は光硬化性樹脂、あるいは光硬化性樹脂と熱硬化性樹脂を含浸した管状樹脂吸収材10の外表面に遮光性フィルム12を熱溶着してなる。このような構成では、管状樹脂吸収材の外表面全体が熱溶着した遮光性フィルムで被覆されるので、遮光性フィルムは、管状樹脂吸収材に対して位置ずれすることがなく、管状樹脂吸収材に含浸された光硬化性樹脂が不用意に外光に当たって硬化してしまうのを防止することができる。また、遮光性フィルムは、ポリエチレンなどの高気密性のプラスチックフィルムを製造する過程で、遮光顔料を該プラスチックフィルムに添加することにより容易に得られるので、従来から行われていたプラスチックフィルムによる被覆工程をそのまま利用して遮光性の高い管ライニング材を製造することができる。
(もっと読む)
熱収縮性ポリフェニレンスルフィド系チューブ及び該チューブで被覆された部材
【課題】耐熱性、低温収縮性、電気特性、耐薬品性、耐電解液性など熱収縮性チューブに要求される特性を満たすポリフェニレンスルフィド系熱収縮性チューブの提供。
【解決手段】熱収縮性ポリフェニレンスルフィド系チューブにおいて、熱可塑性ポリフェニレンスルフィド系樹脂(a)からなる樹脂組成物(A)を主成分とし、JIS−K7121に準じて示差走査熱量計で測定される冷結晶化温度Tcと、同様に測定されるガラス転移温度Tgとの差を35℃以上とし、かつTgを65℃から85℃の範囲とする。
(もっと読む)
鋳鉄管の防食方法およびそれによって処理された鋳鉄管
【課題】
本発明の防食方法は、作業の自由度が高い、すなわち、低温環境下でもプライマー塗料組成物の塗布が可能であり、かつプライマー塗膜の形成後、上塗り塗装までに長い間隔をあける事ができる防食方法を提供することを目的とする。
【解決手段】
鋳鉄管の外表面上に、(1)末端に複数のエポキシ基を有するエポキシ樹脂、(2)末端に複数のアクリレート基をもつエポキシアクリレート樹脂、および(3)ポリアミンを含有するプライマー塗料組成物(a)を塗布して、乾燥膜厚が15〜100μmであるプライマー塗膜を形成する工程(A)、および
前記プライマー塗膜の上に、2液型ポリウレタン塗料組成物(b)を塗布して、上塗り塗膜を形成する工程(B)を含むことを特徴とする、鋳鉄管の外表面の防食方法。
(もっと読む)
管ライニング材及び管ライニング材の製造方法
【課題】水密性を向上させた高品質の管ライニング材、及び該管ライニング材の製造方法を提供する。
【解決手段】光照射により硬化する樹脂(第1の樹脂)と加熱により硬化する樹脂(第2の樹脂)を含浸した管状の樹脂吸収材10aからなる外部ライニング材10の内部に、外部ライニング材の樹脂吸収材より密度の高い管状の樹脂吸収材11aに第1と第2の樹脂を含浸した内部ライニング材11が配置される。管ライニング材の内部から光を照射すると、内部と外部ライニング材の第1の樹脂が光照射により硬化し、その硬化の際に発生する熱により内部と外部ライニング材の第2の樹脂が硬化する。内部ライニング材の樹脂吸収材は高密度なので、ボイドの発生が減少し、第1と第2の樹脂を高品質で硬化させることができ、外部ライニング材の樹脂吸収材にボイドが発生しても、内部ライニング材によりこれが被覆されるので、管ライニング材の水密性が向上する。
(もっと読む)
配管架台接触部の腐食防止装置
【課題】乾湿を繰り返す環境下で架台に搭載された配管と架台との間の接触部の腐食をジャッキアップせずに防止できる配管架台接触部の腐食防止装置を提供する。
【解決手段】配管係止部である型枠14は、架台12に搭載された配管11の一部に接触して架台12に配置され、この配管係止部(型枠14)の配置により、配管係止部(型枠14)と配管11と架台12との間、または配管係止部(型枠14)と配管11との間に形成された空隙に犠牲陽極材ペースト15を充填する。犠牲陽極材ペースト15は、犠牲陽極材を含んだ接合材の溶剤が蒸発していない状態ではペースト状であり溶剤が蒸発すると固化し、乾燥時には犠牲陽極材ペースト15が被覆として働き、湿潤時には犠牲陽極材ペースト15が犠牲陽極として働き、乾湿いずれの場合であっても腐食を防止する。
(もっと読む)
配管システムとその製造装置と製造方法および補修方法
【課題】水溶性天然ガスを含む地下水の採取用の井戸とガス生産プラントとの間を接続する配管システムの、地中に埋め込まれており水分を含む圧縮ガスを流通させるパイプの内面腐食を防止する。
【解決手段】井戸とガス生産プラントとの間を接続する配管システムの、高圧かつ高温で水分や不純物を含む圧縮ガスを流通させるパイプ6の内面に、内面腐食防止用のライニング樹脂層7が形成されている。このライニング樹脂層7の厚さは平均1mm以上である。パイプ6は、直径が50mm以下で長さが200m以上の金属管であり、複数のパイプ6が連結されて井戸とガス生産プラントとを接続する配管システムが構成されている。
(もっと読む)
加熱式媒体導管ユニット
本発明は流体導管(2)と導管端(2a)に連結された少なくとも1個の流体コネクタ(4)とからなる、電気加熱式の媒体導管ユニット(1)に関する。前記流体導管(2)と前記流体コネクタ(4)とはそれぞれ電気ヒータ(6,10)を有しており、前記流体導管(2)または前記流体コネクタ(4)あるいはその両方は、前記電気ヒータ(6,10)の電気接続部(16)と共に埋め込まれるように、プラスチック成形材によって包囲されている。 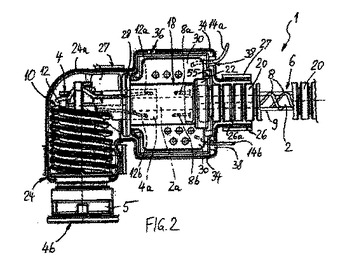 (もっと読む)
(もっと読む)
金属管接合部の被覆構造および被覆方法
【課題】異種材料で構成される金属管の接合部を腐食から保護する金属管の接合部の被覆構造および被覆方法を提供する。
【解決手段】金属管の接合部9の被覆構造は、接合された異種材料である第1の金属管7および第2の金属管8と、金属管の接合部9の外周を覆うように設けられるシリコン系接着剤11と、このシリコン系接着剤11の外周に密着して設けられる熱収縮チューブ12と、を備えたものである。また、被覆方法は、金属管の接合部9にシリコン系接着剤11を塗布し、シリコン系接着剤11が十分に固化する前に熱収縮チューブ12をシリコン系接着剤11にかぶせ、熱収縮チューブ12を加熱することにより、シリコン系接着剤11の形状を保持しながら熱収縮チューブ12を収縮させてシリコン系接着剤11に密着させるものである。
(もっと読む)
1 - 20 / 30
[ Back to top ]