
Fターム[3J046AA01]の内容
圧力容器、圧力容器の蓋 (2,430) | 目的 (589) | 機械的強度の向上 (113)
Fターム[3J046AA01]の下位に属するFターム
応力集中緩和 (18)
Fターム[3J046AA01]に分類される特許
1 - 20 / 95
内圧容器
長尺高圧容器
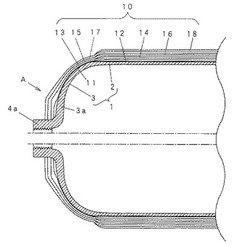
【課題】 金属ライナと炭素繊維層の軸方向収縮差を吸収しつつ、耐高圧性、耐疲労性について向上させる上で好ましい補強繊維層を備えた高圧容器を提供する。
【解決手段】 胴部2とドーム部3a,3bとを有し、かつ、両側のドーム部間の全長が2m以上6m以下となるように形成された金属ライナ1の外周面に、熱硬化性樹脂が含浸された繊維を巻きつけた構造の長尺高圧容器Aであって、金属ライナに接する最も内側には非導電性繊維層11が絶縁層として形成され、この絶縁層の外側に炭素繊維のフープ巻き繊維層12,14,16と炭素繊維のヘリカル巻き繊維層13,15,17が交互に少なくとも3層ずつ順次積層されて炭素繊維層が合計6層以上形成され、絶縁層はいずれの炭素繊維層よりも薄く形成されるようにする。
(もっと読む)
高圧ガスタンクの製造方法と製造装置

【課題】ライナー外周に形成した繊維強化樹脂層の高Vf化を抑制可能な新たなタンク製造手法を提供する。
【解決手段】中空のライナー10の外周にFW法にて樹脂含浸カーボン繊維Wを巻回して繊維強化樹脂層20を形成し、中間生成品タンク12を得る。次いで、この中間生成品タンク12を回転させつつ誘導加熱コイル220により誘導加熱する際には、熱硬化炉200の炉内を陽圧装置250により加圧環境とする。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の厚み方向でのVfのバラツキの抑制をもたらす新たなタンク製造手法を提供する。
【解決手段】ライナー10の外周に形成した繊維強化樹脂層20は、誘導加熱コイル220にて高周波誘導加熱を受ける。この誘導加熱は、誘導加熱コイル220への高周波電流の通電により誘起されるが、繊維強化樹脂層20の厚み方向の各樹脂層部位において、繊維強化樹脂層20の外表側の最外層部位(層番号1)より、その内側の樹脂層部位(層番号2)が、最も高い温度となる。これを踏まえ、最大の温度と樹脂層部位(層番号2)の温度が誘導加熱コイル220への高周波電流の通電を制御する際の上限温度となるように、通電制御する。
(もっと読む)
圧力容器
【課題】要求される設計要件を満足しつつ、軽量化を図ることができる圧力容器を提供すること。
【解決手段】多角形状の上壁と、多角形状の底壁と、上壁と底壁との間に設けられる側壁と、上壁と側壁とを接続する上側曲面部と、底壁と側壁と接続する下側曲面部と有する圧力容器であって、上壁の中央の上壁中央部を含んで特定方向に延びるように形成された上壁中央リブと、上壁の隣り合う辺の略中央部同士をそれぞれ結んで上壁中央リブを囲むように形成された上壁環状リブと、上側曲面部の各辺の略中央部に形成された上側曲面部リブと、底壁の中央の底壁中央部を含んで特定方向に延びるように形成された底壁中央リブと、底壁の隣り合う辺の略中央部同士をそれぞれ結んで底壁中央リブを囲むように形成された底壁環状リブと、下側曲面部の各辺の略中央部に形成された下側曲面部リブと、側壁の各主面の略中央部に形成された主面リブとを有すること。
(もっと読む)
圧力容器
【課題】要求される設計要件を満足しつつ、軽量化を図ることができる圧力容器を提供すること。
【解決手段】多角形状の上壁(1)と、この上壁(1)の下方に設けられた多角形状の底壁と、上壁(1)の周縁と底壁の周縁との間に設けられる側壁(2)と、上壁(1)の周縁と側壁(2)の上端とを外側に凸となった曲面で接続する上側曲面部(3)と、底壁の周縁と側壁(2)の下端とを外側に凸となった曲面で接続する下側曲面部と有する圧力容器であって、上壁(1)の中央の上壁中央部(1a)の肉厚と、上側曲面部(3)の肉厚と、上壁中央部(1a)と上側曲面部(3)との間に形成された上壁環状部(1b)の肉厚とがこの順に小さくなり、底壁の中央の底壁中央部の肉厚と、下側曲面部の肉厚と、底壁中央部と下側曲面部との間に形成された底壁環状部の肉厚とがこの順に小さくなるように形成されていること。
(もっと読む)
圧力容器
【課題】要求される設計要件を満足しつつ、軽量化を図ることができる圧力容器を提供すること。
【解決手段】圧力容器であって、上壁(1)の外面に形成された上壁第1リブ及び上壁第2リブと、上側曲面部(3)の外面に形成された上側曲面部第1リブ(3c)及び上側曲面部第2リブ(3d)と、底壁の外面に形成された底壁第1リブ及び底壁第2リブと、下側曲面部の外面に形成された下側曲面部第1リブ及び下側曲面部第2リブと、側壁(2)の外面に側壁第1リブ(2c)及び側壁第2リブ(2d)とを有し、中央上壁第1リブ(1b)は、中央上壁第1リブ中央部(1c)と、中央上壁第1リブ連設部(1d)と、中央上壁第1リブ薄肉部(1e)とを有し、中央底壁第1リブは、中央底壁第1リブ中央部と、中央底壁第1リブ連設部と、中央底壁第1リブ薄肉部とを有していること。
(もっと読む)
圧力容器
【課題】胴部における繊維強化樹脂層を破断しにくくして、圧力容器の耐久性を高める。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周側を覆うFRPからなる補強層となる外殻5とを備える。外殻5は、繊維強化材を内殻3の胴部D及び鏡板部E,Fにらせん状に巻き付けるヘリカル層11と、繊維強化材を内殻3の胴部Dに円周方向に巻き付けるフープ層13とを備える。その際、ガス充填時での軸方向に発生する圧力容器1の軸方向発生ひずみを、この軸方向発生ひずみによってフープ層13の繊維強化材が繊維直角方向に破断するときの圧力容器1の破断ひずみより小さくする。
(もっと読む)
圧力容器
【課題】圧力容器のさらなる耐圧性能の向上を目的とする。
【解決手段】筒状の胴部3と胴部3の両端に形成されるドーム部4とを有するライナ2の表面にフィラメントワインディングによる補強層11が形成された圧力容器1において、補強層11は、圧力容器1の軸心Oに対し65°〜75°の範囲の配向角度θ1で少なくとも胴部3に形成される高角ヘリカル巻き層12と、軸心Oに対し各ドーム部4の頂上の口金座5、支持部6間に掛け回し可能な最小角度以上で15°以下の範囲の配向角度θ2で両端のドーム部4間にかけて形成される低角ヘリカル巻き層13と、胴部3に形成されるフープ巻き層14と、を有して構成される。
(もっと読む)
ガスタンクの製造方法及び熱硬化装置
【課題】誘導加熱を用いた繊維強化樹脂層の熱硬化を、コストを抑えて適切に行うことができる。
【解決手段】ガスタンクの製造方法は、熱硬化性樹脂が含浸された繊維を内容器20の外周に巻回して内容器20の外周に繊維強化樹脂層21を形成する第1の工程と、繊維強化樹脂層21を熱硬化する第2の工程と、を有している。繊維強化樹脂層21は、繊維が内容器20の軸周りに巻かれるフープ巻き層21aを少なくとも有している。第2の工程では、内容器20の軸周りの繊維強化樹脂層21の外周に誘導加熱コイル40を配置し、当該誘導加熱コイル40を繊維強化樹脂層21の表面に沿って内容器20の軸方向に移動させて、繊維強化樹脂層21を誘導加熱する。
(もっと読む)
シッピングプラグ
【課題】 プラグ本体Pの全体の強度を維持しつつ、その装着性を高めることである。
【解決手段】 プラグ本体Pの胴部12とシール突部15との間に屈折部14を設け、胴部12の肉厚を十分に厚くしても、シール突部15が内側に柔軟に折れ曲がりやすくしている。このように胴部12の肉厚を厚くしているので、当該プラグ本体Pを管接手11に押し込むときにも、プラグ本体Pが変形したりせず、シッカリと押し込むことができる。しかも、プラグ本体Pを管接手11に装着する過程で、上記屈折部14が図3に示すように、内側に柔軟に折れ曲がり、シール突部15が雄ねじ部11aを乗り越えやすくしている。
(もっと読む)
圧力容器の支持方法
【課題】圧力容器の支持方法において、圧力容器の変形を抑制して適正に支持すること。
【解決手段】内部構造体としての下部水室鏡32、上部水室鏡33、複数の伝熱管34などが収容された蒸発器17を支持して搬送する方法であって、蒸発器17の内部に不活性ガスを充填して大気圧より高く加圧し、密閉した状態で支持する。従って、圧力容器は、内部が加圧された密閉状態で支持されることとなり、外部からの押圧力に対して変形が抑制され、内部構造体の損傷を防止することができる。
(もっと読む)
ガスタンク及びガスタンクの製造方法
【課題】繊維強化層の強度を維持しつつ、ライナを透過したガスを好適に排出するガスタンクを提供する。
【解決手段】ガスタンク2は、ライナ10と、当該ライナ10に設けられた口金11、12と、ライナ10と口金11、12の外周面を覆う繊維強化樹脂層13を有している。ライナ10及び口金11、12と、繊維強化樹脂層13との間には、複数のパイル30からなるパイル層20が設けられている。パイル層20は、口金11、12と繊維強化樹脂層13との間からガスタンク2の外部に通じている。ライナ10を透過したガスは、パイル層20を通ってガスタンク2の外部に排出される。
(もっと読む)
ガスタンクの製造装置及びガスタンクの製造方法
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】ライナ20と、該ライナ20の外周を包むFRP層とを有する圧力容器を製造する際、所定の繊維数で成形された平板部を備えるプリプレグ70を幅方向に折り畳みあるいは巻くことによってひも状にし、ライナ20の外周に巻き付ける。プリプレグ70をひも状にした後、その断面を四角に成形してからライナ20の外周に巻き付けることも好ましい。
(もっと読む)
圧力容器の管台構造
【課題】配管系からの曲げモーメントに対して疲労強度が高く、溶接部に亀裂が発生しにくい圧力容器の管台構造を提供する。
【解決手段】高圧流体が流通する圧力容器の被取付部3に配設され、小口径配管が接続される圧力容器の管台構造1において、一端側が小口径配管11に突合せ溶接され、他端側が被取付部に隅肉溶接される管台12を備え、管台12は、一端側に形成され、外径が小口径配管と略同一で且つ長さ方向において一定である第1同径部13と、他端側に形成され、外径が小口径配管より大きく且つ長さ方向において一定である第2同径部15と、第1同径部と第2同径部の間に形成され、一端側から他端側に向けて外径が拡径したテーパ部14とを有し、管台の内径は、第1同径部13、テーパ部14及び第2同径部15にかけて小口径配管11と略同一で且つ長さ方向において一定である構成とする。
(もっと読む)
ガスタンク及びその製造方法
【課題】強度と耐熱性に優れ、ガス透過性を抑制したガスタンク、及びその製造方法を提供する。
【解決手段】ガスバリア性を有する内殻と、該内殻を覆うように設けた耐圧性のFRP製外殻とを有するガスガスタンクであって、前記外殻は、(A)補強繊維束、(B)熱硬化性樹脂、並びに(C)エラストマー粒子及び/又は熱可塑性樹脂粒子からなり、かつ、(B)熱硬化性樹脂中に分散した(C)エラストマー粒子及び/又は熱可塑性樹脂粒子が(A)補強繊維束内に存在することを特徴とする。
(もっと読む)
耐圧容器およびこれを備える深海調査活動装置
【課題】 耐圧容器を構成するセラミックスからなる直円筒状の外殻部材に貫通孔を備えたとしても、深海等の高水圧下で高い耐圧性能を実現することができる耐圧容器およびこれを備える深海調査活動装置を提供する。
【解決手段】 セラミックスからなり、貫通孔2を備える直円筒状の外殻部材3と、セラミックスからなり、直円筒状の外殻部材3の両端に接続される半球状の外殻部材4と、直円筒状の外殻部材3上に一体化された補強部5とを備え、補強部5は、貫通孔2と対応する孔部6bを備える第2補強部5bと、第2補強部5b上に一体化され、貫通孔2と対応する孔部6aを備える第1補強部5aとからなり、補強部5を平面視した場合に、第2補強部5bが第1補強部5aよりも大きい耐圧容器1とする。
(もっと読む)
圧力容器の製造法および圧力容器
【課題】強化樹脂に微細なクラックが発生することを抑制し、良好な作業環境において高速製造を可能にする圧力容器の製造法、および該製造法によって製造した圧力容器を提供する。
【解決手段】強化繊維2を金属ライナー1の側面に巻き付ける工程と、強化繊維2が巻き付けられている金属ライナー1を拡径すると共に、該拡径された状態において強化繊維2に樹脂4を含浸する工程と、含浸された樹脂4が硬化した後、前記拡径を中止する工程と、を有する。
(もっと読む)
1 - 20 / 95
[ Back to top ]