
Fターム[3J058DD13]の内容
Fターム[3J058DD13]に分類される特許
61 - 80 / 81
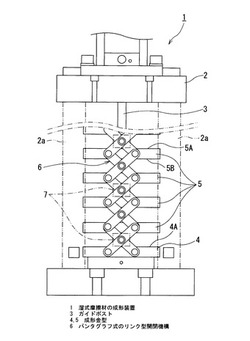
湿式摩擦材の成形装置
【課題】湿式摩擦材の成形装置において、衝撃による騒音や振動による位置ずれ等の恐れがなく、律速段階である成形工程における加工速度を従来の2倍以上とすること。
【解決手段】湿式摩擦材の成形装置1は、成形装置本体2に1対のガイドポスト3が上下方向に伸びて設けられており、これら1対のガイドポスト3が貫通している15段(16個)の成形金型4,5が、その両側面に1対のパンタグラフ式のリンク型開閉機構6が取付けられて、上下方向に互いに近接(型締め)・離間(型開き)可能に積み重ねられている。このようなパンタグラフ式のリンク型開閉機構6によれば、全ての成形金型4,5が同時に開閉するため、200mm/秒でスライドさせると全ての成形金型4,5が閉じるのに50mm×15÷200mm=3.75秒で済み、開閉させるためにはその2倍の7.5秒、即ち従来の半分の時間で済むことになる。
(もっと読む)
ブレーキ部材及びその接着方法

【課題】有機溶剤を使用せず、環境にやさしい、接着品質の安定した、従来の方法と同等以上の防錆力も有する金属材料製ベース部材へのライニングの接着方法を提供する。
【解決手段】金属材料製ベース部材にライニングが接着されてなるブレーキ部材において、金属材料製ベース部材は表面に化成皮膜が施され、さらにその上にセラミックス前駆体溶液に浸漬し形成されたセラミックスコーティング層を有し、ライニングが加熱加圧により接着されてなることを特徴とするブレーキ部材。金属材料製ベース部材の表面を脱脂、洗浄、酸洗、化成皮膜を生成する工程と、化成皮膜を生成した金属材料製ベース部材をセラミックス前駆体溶液に浸漬してセラミックスコーティングする工程と、乾燥後ライニングを前記金属材料製ベース部材に圧着させて加熱加圧して接着する工程とを含む金属材料製ベース部材へのライニングの接着方法。
(もっと読む)
湿式多板クラッチ
【課題】内歯プレート及び外歯プレートの歯面圧が確保でき、内歯プレート及び外歯プレートの両面より摩擦熱が吸収されるために、耐熱性の低下もなく、歯面圧を適正にできインデンテーションの防止ができる湿式多板クラッチを提供する。
【解決手段】それぞれコアプレートに摩擦材を貼着して形成した外歯プレートと内歯プレートとを備え、外歯プレートと内歯プレートとを係合させることでトルクを伝達する湿式多板クラッチにおいて、外歯プレートと内歯プレートとが対向するそれぞれの対向面に摩擦材が貼着され、摩擦材の貼着されるコアプレートの面は軸方向でオフセットされた複数の面を備えていることを特徴とする。
(もっと読む)
湿式摩擦材及びその製造方法
【課題】湿式摩擦材において、プレス工程を削減しつつプレスで油溝を形成した場合と同様に摩擦材基材の表面に油溝となる溝を、より精度良く形成することによって、確実に優れた摩擦特性を得ることができること。
【解決手段】湿式摩擦材1を構成するセグメントピース3が切り出される摩擦材基材の製造工程においては、まず抄紙しながらプレスまたは切削によって表面に抄紙溝を形成する工程が実施され、抄紙体は弾性がないため溝深さ等を精度良く形成できる。湿式摩擦材1は、20個のセグメントピース3の間の間隔からなるセグメント溝5が20本と、20個のセグメントピース3の表面の3本ずつの抄紙溝4が60本とで合計80本の油溝を有している。このように、深いセグメント溝5と浅い抄紙溝4とを混在させることによって、従来のセグメント湿式摩擦材では得られなかった優れた摩擦特性を得ることができる。
(もっと読む)
ブレーキアセンブリ用、特にドラムブレーキ用のブレーキパッドバッキング、バッキング/摩擦パッドユニットおよび加圧装置のブレーキパッドバッキング支持体
本発明は、少なくとも1つの摩擦パッド3を受容するバッキング面2と、ブレーキパッドバッキング1の材料部5、5’を成形することによって作成される、バッキング面の内部に配置された開口4、4’とを有するブレーキアセンブリ用のブレーキパッドバッキングに関し、摩擦パッドはバッキング面に対して押圧されたときに、材料部が開口と一緒にインプレッションキャビティ6を形成するように、材料部がブレーキパッドバッキングに対して成形される。材料部はブレーキパッドバッキングから加圧方向7に所定の角度αで突出する。また、本発明は、摩擦パッドを受容するバッキング面と、ブレーキアセンブリの収容体内でブレーキパッドバッキングプレートを案内する側方ガイド20とを有するブレーキパッドバッキングプレート1にも関し、側方ガイドはブレーキパッドバッキングプレートの縁8を曲げ加工により形成される。 (もっと読む)
セグメント摩擦材
【課題】セグメント摩擦材において、油溝の個数を少なくする場合にも摩擦材基材の歩留を低下させず、同様の打ち抜き刃及び同一の芯金回転ユニットを用いることができ、コスト高にならず製造効率も低下させず、要求される摩擦特性を得られること。
【解決手段】セグメント摩擦材1においては、セグメントピース3が4個ずつ密着して芯金2に接着されたブロック4が5個全周に接着されて一面が構成され、5個のブロック4の間には間隙が設けられてATFが流れる油溝5が形成されており、セグメント摩擦材1の一面全体においては合計5本の油溝5が形成されている。このようにセグメント摩擦材1に形成される油溝5の数を減らすことによって耐ジャダー性が向上し、また油溝5の数及び位置を設定することによって引き摺りトルクを始めとするセグメント摩擦材1の摩擦特性を所要の摩擦特性に制御することができる。
(もっと読む)
ディスクブレーキ・パッド、パッド用裏金、及びパッド用裏金の製造方法
【課題】板厚を厚くすることなく大きな剪断力に耐えることができ、かつ、摩擦部材との接着強度を大幅に向上させることのできるパッド用裏金及びその製造方法を提供する。
【解決手段】一方の平面に摩擦部材9を取り付けるための摩擦部材取付面10aを備えた、ディスクブレーキ・パッドに使用されるパッド用裏金10であって、摩擦部材取付面10aの反対側の面を押圧部材で押圧し、摩擦部材取付面側に押し出して、摩擦部材取付面10aに、摩擦部材9に対応した領域の周縁部近傍を含んで、取付面略全域に複数列に亘って、摩擦部材9側に突出する複数の突起12を形成した。
(もっと読む)
ブレーキシュー及びその製造方法
【課題】工程数を削減して製造できるブレーキシューとそのブレーキシューの製造方法を提供することを課題としている。
【解決手段】押出し成形またはカレンダーシート成形されたライニング用素材シートを所定長さの短冊状に切断して円弧状をなすシュー本体2上に重ね、シュー本体2と一体で成形接着した後に硬化処理してブレーキシュー1を製造する。この方法で製造されるブレーキシュー1は、ライニング3の両端に型抜き用のテーパ4が形成されたものになる。なお、ライニング3は、加硫処理によってエボナイト化するゴムを結合材として含むものがよい。
(もっと読む)
ブレーキシューの製造方法
【課題】ライニング外周面における押圧時の圧力分布の均一性を高め且つブレーキシューを安価に製造させるブレーキシューの製造方法を提供する。
【解決手段】耐熱性ゴム部材56は、非押圧時には、均一な厚みを有する長手帯板状であって、両端部56aから中央部56bに向かうにしたがって減少する横断面積を有するが、押圧時には、ライニング18外周面と押圧面26との間であってその耐熱性ゴム部材56の横断面積が減少させられることによって形成された空間Aが詰められるようにゴム特有の流体のような挙動で弾性変形をするため、耐熱性ゴム部材56の厚みは、その両端部56aから中央部56bに向かうにしたがって薄くなり、耐熱性ゴム部材56とライニング18の外周面とを当接させる押圧力は、中央部56bと両端部56aとの間で接近し、中央部56bの圧力集中を抑制させることができ、ライニング18外周面の圧力分布の均一性を高める。
(もっと読む)
摩擦材接着方法
【課題】環境負荷が少なく、安定した皮膜生成、接着品質が得られる摩擦材接着方法を提供する。
【解決手段】セラミックス薄膜を生成する際、プレッシャプレートをセラミックス前駆体溶液に浸漬処理し、濃度と引き上げ速度から付着量を制御し、その後加熱することにより、前駆体からセラミックスの析出反応を行なうプレッシャプレートへのセラミックス薄膜を形成するので、低環境負荷、接着品質の安定化を実現できる。また、浸漬処理は物理的な付着のみであり、化学反応を伴わないため、スラッジの発生はなく、水洗、湯洗工程も必要なく、廃液処理は不要である。更に、付着量の制御から安定した皮膜の形成が可能である。更にまた、加熱は浸漬処理後あるいは摩擦材成形後の加熱を併用することも可能である。
(もっと読む)
摩擦板の製造方法,並びに摩擦板における芯板の鋳造装置
【課題】芯板の鋳造時に,反りの発生を抑えながらその側面を平滑に形成することを可能にして,切削加工を施さずとも,該側面にライニングを的確に接着することができ,しかもトリミングも殆ど必要がない摩擦板の製造方法を提供する。
【解決手段】環状の芯板主体15aの内周又は外周に,複数の伝動爪15bを一体に突設してなる芯板15と,芯板主体15aの側面に接着されるライニング16とからなる摩擦板の製造方法であって,芯板15の外形に対応させて固定金型25及び可動金型27間に画成したキャビティ26に原料を鋳込んで芯板15を成形する鋳込工程と,両金型25,27間を開く型開き工程と,一方の金型の,芯板15の一側面全体に接する一部30を他の部分28,29に対して相対移動することで芯板15を排出させる排出工程と,芯板15の芯板主体15a側面にライニング16を接着するライニング接着工程とを含む。
(もっと読む)
摩擦材の接着方法
【課題】接着工程が全て乾式で行われるため、廃水が発生しないことにより環境にやさしく、しかも過熱蒸気によるプレッシャプレートの予熱による、塗布した粉末状接着剤の流動、皮膜の形成により、接着品質が安定する摩擦材の接着方法を提供する。
【解決手段】摩擦部材のプレッシャプレートに摩擦材を接着させる摩擦材の接着方法において、過熱蒸気によりプレッシャプレート表面の脱脂を行うと共に酸化皮膜を生成する工程と、粉末状接着剤を塗布する工程と、摩擦材を重ねて加熱加圧して接着する工程とを含むことを特徴とする摩擦材の接着方法。前記過熱蒸気によりプレッシャプレート表面の脱脂を行うと共に酸化皮膜を生成する工程は、過熱蒸気雰囲気下に温度250〜800℃、時間15〜60分の範囲で行うこと、及び前記塗布する工程は、プレッシャプレートの表面温度が120〜170℃の範囲で行うことが好ましい。
(もっと読む)
摩擦材の接着方法
【課題】接着工程でガスが発生しないことにより、接着材層にボイドが形成されないため接着強度が高く、熱硬化収縮も小さい、環境にやさしい、接着品質の安定した摩擦材の接着方法を提供する。
【解決手段】ブレーキパッドのプレッシャプレート(略称P/P)に摩擦材を接着させる摩擦材の接着方法において、P/Pの被接着面にリン酸塩皮膜又は軟窒化皮膜処理を施す工程、及びP/Pの被接着面をショットブラスト、ウェットブラスト等により粗面にする工程の少なくとも1つの工程からなる前処理工程と、この前処理を施されたP/Pの接着面にポリベンゾオキサジン系樹脂接着剤を塗布する工程と、このポリベンゾオキサジン系樹脂接着剤をプレキュアして軟化流動させるか又は予備硬化させる工程と、摩擦材を重ねて加熱加圧して接着する工程とを含むことを特徴とする摩擦材の接着方法。
(もっと読む)
フリクションプレートの製造方法及び製造装置
【課題】 コアプレートとフェーシングの精度のよい位置合わせ及び芯合わせで接着を行うことができ、面取り加工が不要のフリクションプレートの製造方法及び製造方法を提供する。
【解決手段】 湿式多板クラッチ装置に使用され、コアプレートとフェーシングからなるフリクションプレートの製造方法であって、コアプレートの外周に少なくとも3個以上配置された位置決め部材により、コアプレートの外径より小さい外径を有する環状のフェーシングを所定のオフセット量でコアプレート上に位置決めする工程と、コアプレートに対してフェーシングを押圧接着する工程とからなる。
(もっと読む)
摩擦材
【課題】ライニング材が接着される金属製のベースの接着面にクロム化合物を用いることなく防錆処理を施した摩擦材を提供する。
【解決手段】所定形状に形成されたライニング材14が金属製のベース12の一面側に接着されて成る摩擦材10において、該ベース12の一面側に下地層としてのジルコニア層が形成されていると共に、前記ジルコニア層が形成されたベース12の一面側とライニング材14とが、ライニング材14中を浸透してきた浸透水の水路を形成し得る連続気泡が実質的に不存在の接着層によって接着されていることを特徴とする。
(もっと読む)
セグメントタイプ摩擦材
【課題】 セグメントタイプ摩擦材において、潤滑油量が多い部位、潤滑油が抜け難い部位においても充分な引き摺りトルクの低減効果が得られること。
【解決手段】 従来のセグメントタイプ摩擦材11はセグメントピース13の外周がコアプレート2の外周に接近して設けられ、ATケース5の内周のセパレータプレート6が噛み合う溝が切られている部分との間が狭くなっている。これに対して、セグメントタイプ摩擦材7を構成するセグメントピース8の外周はコアプレート2の外周から離れ、引き込み量4も約2mmのため、ATケース5の内周部分との間も広くなっている。このように、コアプレート2の外周部分において、非締結時におけるセグメントピース8とセパレータプレート6の間隙が広くなる部分が生じて、引き摺りトルクを低減することができる。
(もっと読む)
湿式摩擦板及び湿式摩擦板の製造方法
【課題】 摩擦材と同じ厚さの、内径から外径方向に幅が狭くなる溝を効率よく作成すること。
【解決手段】 摩擦材のブランク材から、対称形状のセグメントA,Bを切り出す。すなわち、四角形状のブランク材から、斜線の切断線に沿って、対称形状のセグメントA,Bを切り出す。対称形状のセグメントA,Bのうち、一方を逆におきかえて、内径側より外径方向に向かい溝幅が狭くなる溝2を形成するように、セグメントA,Bを金属のコアプレート1に貼り付ける。
(もっと読む)
クラッチ板用のホルダーディスク、クラッチ板及びそれを製造する方法
【課題】クラッチ板用のセグメント化したホルダーディスクに関する。
【解決手段】ホルダーディスク(1)を複数の特に二つのセグメント化したホルダーディスククラッチ板(1a,1b)で形成しており、そのとき隣接するホルダーディスククラッチ板(1a,1b)のセグメント(2、3、4、5、6、7)が、お互いにずれて配置されている。ホルダーディスク(1)ないしクラッチ板を製造するために、接着方法、溶接方法、又はリベット留めを提案している。
(もっと読む)
制動プレート付きのブレーキライニング
本発明は、表面に配置された摩擦ライニング7が設けられているライニングサポートプレート2を備えるブレーキライニング1に関する。ダンパープレート3は、摩擦ライニング7の反対側にあるライニングサポートプレート2の第2の面に取り付けられている。上記ダンパープレート3はダンパープレートの横滑りを防止する一体化された係留要素4を備え、上記係留要素4は、ライニングサポートプレート2に具現化された凹部に通され、摩擦ライニング7と係合している。ブレーキピストンが制動中に作用するダンピング層6はライニングサポートプレート2の反対側でダンパープレート3に並べられている。接着層8は、ダンパープレート3がライニングサポートプレート2に固定できるようにダンパープレート3とライニングサポートプレート2との間に塗布されている。 (もっと読む)
湿式摩擦板用接着剤
【課題】金属基材の表面処理工程を行わなくても高い接着強度を有する、湿式摩擦板用接着剤を提供すること。
【解決手段】レゾール型フェノール樹脂を主成分とする接着剤に硝酸塩又は硝酸を添加することにより、湿式摩擦板用接着剤を得る。硝酸塩又は硝酸の添加量は、湿式摩擦板用接着剤のpHが3〜6の範囲になるような量が好ましい。この接着剤を、湿式摩擦材と金属基材の接着に用いることにより、金属基材に薬液処理等の表面処理工程を施さなくても高い接着強度が得られる。
(もっと読む)
61 - 80 / 81
[ Back to top ]