
Fターム[4D075AA13]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | スプレー、噴射、吹き付け (1,397) | 静電界を使用 (290) | 回転霧化頭 (63) | ベル、カップ型 (31)
Fターム[4D075AA13]に分類される特許
1 - 20 / 31
塗装装置及びそれを用いた塗装方法
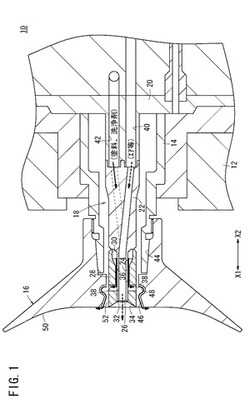
【課題】回転する塗料噴霧部材の外周縁部から噴霧される塗料(塗粒)の微細化を図る。
【解決手段】塗装装置10は、エアモータ12によって高速回転する中空の回転軸14と、回転軸14の先端に設けられた回転霧化頭16と、回転軸14の内部に挿通された管部材18とを有する。管部材18の小径部24には、外管形成部材28が外嵌される。この外管形成部材28の先端部は、回転霧化頭16に形成された収容孔46に挿入される。また、外管形成部材28には、その中心から収容孔46の内壁に向かうようにして、複数個の塗料吐出孔38が放射状に形成される。すなわち、塗料吐出孔38の開口は、収容孔46の内壁に対向する。好ましくは、この内壁における塗料吐出孔38の開口に対向する部位に、環状凹部48が形成される。
(もっと読む)
塗装方法及び塗装装置

【課題】塗装パターンを塗り重ねる際の塗装ガンの動きの自由度を確保しつつ、シェーピングエアを噴出させるための部材を大型化することなく、回転霧化頭の回転軸線近傍に生じる無塗着部位を縮小させ、均一な膜厚の塗膜を得ることができる塗装方法及び塗装装置を提供する。
【解決手段】塗装装置10のエア噴出機構26は、シェーピングエア17を噴出させる第1エア噴出口68a及び第2エア噴出口70aを有する。第1エア噴出口68aから高風速の第1エア17aを噴出させ、第2エア噴出口70aから低風速の第2エア17bを噴出させ、第1エア17a側に第2エア17bを引き寄せることにより第2エア17bの一部を回転霧化頭24の回転軸線a側に変位させるとともに、回転霧化頭24の回転軸線aを中心とする略円形の塗布パターンを形成する。
(もっと読む)
回転霧化塗装装置および回転霧化塗装装置による塗装方法
【課題】塗着効率の低下を招くことなく、オーバースプレーの低減を図ることができる回転霧化塗装装置およびそれによる塗装方法を提供する。
【解決手段】複数の吹出口4a・4a・・・および複数の吹出口4b・4b・・・は、該吹出口から吹き出されるエアが、ベルカップ3の周端部3dもしくは該周端部3dよりも外側に向けて吹き出される向きに形成される第一の吹出口群4Aと、前記吹出口から吹き出されるエアが、ベルカップ3の塗料の噴霧方向Fに対する背面側の部位である背面部3bに向けて吹き出される向きに形成される第二の吹出口群4Bと、により構成され、エア供給装置7は、第一の吹出口群4Aに接続される第一エア供給部7aと、第二の吹出口群4Bに接続される第二エア供給部7bと、を備え、第一エア供給部7aと第二エア供給部7bを選択可能に構成する。
(もっと読む)
回転霧化静電塗装装置及びその塗料汚れ防止方法
【課題】ロボット手首103a降りかかる塗料ミストの状態に係らず、回転霧化静電塗装装置の塗料汚れを確実に防止する
【解決手段】電圧印加手段10によって、ベル塗装機102Bとロボット手首103aとに印加する電圧を、比較的高電圧(VHH/VHL及びVHH’/VHL’)から比較的低電圧(VLH’/VHL’及びVLH/VHL)に切替えるタイミング(タイムラグΔT)と、比較的低電圧から比較的高電圧に切替えるタイミング(タイムラグΔT’)とを、各々設定する。ベル塗装機102Bに印加する電圧を、適宜、被塗物Wの態様に応じて変化させ、かつ、塗料ミストPd、Piの電荷の状態に対して適切な電解バリアを、ロボット手首103aの周辺領域に形成する。
(もっと読む)
塗装ガンの洗浄方法及びその装置
【課題】洗浄液が塗料フィードチューブに逆流する虞がなく、回転霧化頭の洗浄効率を向上させることができる塗装ガンの洗浄技術を提供することを課題とする。
【解決手段】図(b)の洗浄液を吐出する洗浄ノズル24を準備する(洗浄ノズル準備工程)。洗浄ノズルの軸が外側塗料吐出孔42の中心軸に重なるようにして、外側塗料吐出孔42に洗浄ノズル24を対向配置する(洗浄ノズル対向配置工程)。洗浄ノズル24から外側塗料吐出孔42に矢印(6)のように洗浄液を吹き込み、矢印(8)のように回転霧化頭25の裏側としての塗料溜まり44を洗浄し、矢印(9)のように中心部塗料吐出孔41から排出する(洗浄工程)。
【効果】洗浄液が塗料フィードチューブに逆流する虞がなく、回転霧化頭の洗浄効率を向上させることができる。
(もっと読む)
塗装装置の塗料吐出監視方法、及び塗装装置の塗料吐出監視装置
【課題】設備費の抑制を図りつつ、塗装装置の塗料の吐出状態を精度よく監視できるようにする。
【解決手段】塗料供給源24,26と、該塗料供給源24,26から供給された塗料を塗料霧化手段10により霧化しながら吐出する塗装機4とを備えた塗装装置2による塗料の吐出状態を監視する方法において、塗装機4による塗料の吐出量に応じて変化する塗料霧化手段10の状態量(例えば塗料霧化手段10を回転駆動するモータ70の回転数)に基づき、塗料の吐出状態を判定する。
(もっと読む)
静電噴霧器用電極集合体
本発明は、静電噴霧器用の、特に、回転式噴霧器用の、電極集合体であって、対称軸(105)を中心に静電場を作るための少なくとも1つの電極(108)を保持するための電極保持配置体(101)を有し、対称軸の方向に延びる放電電流成分に影響するために誘電材料が設けられている電極集合体に関する。 (もっと読む)
塗装方法
【課題】ワークに対する塗装方法において、色の再現性を維持しながら、しかも塗装工程全体としての効率を向上させる。
【解決手段】塗着効率が優先される中塗り塗装工程及びクリア塗装工程では、ベルガン12のベルカップ36の外縁、又はその近傍へ向けて前記ベルガン12の回転軸22と略平行、又は該回転軸22の回転方向に対して同方向に傾斜する方向にシェイピングエア16を吐出させ、色の再現性が優先されるベース塗装工程では、ベルガン12のベルカップ36の回転方向に対して逆方向に傾斜して、筐体42の端面において環状に配列された複数のエア吐出孔30bからシェイピングエア16を吐出させる。これらをベルカップ36へ吐出された塗料18と衝突させることによって、優先事項に合致するように塗料18粒子の大きさを形成する。
(もっと読む)
プライマーサーフェイサー代替物としての顔料不含塗膜を用いて色付与および/または効果付与するマルチコート仕上塗膜、その形成および使用
次の順序で重なり合って存在する、(A)少なくとも1つの顔料不含塗膜、(B)少なくとも1つの色付与および/または効果付与する塗膜、および(C)少なくとも1つの透明塗膜を含む、支持体上の色付与および/または効果付与するマルチコート仕上塗膜、該塗膜の形成方法および該塗膜の使用。 (もっと読む)
回転霧化頭、回転霧化塗装装置及び回転霧化塗装方法
【課題】塗装OFF時の塗料の切れを改善することで塗装効率を向上させ、作業時間を短縮するとともに、非常停止時に塗装装置が止まっても、塗料の垂れ等、仕上がり不具合の発生を防止できる回転霧化頭及び回転霧化塗装装置を提供する。
【解決手段】内周面2における底部21と先端部との途中部には、前記内周面2の円周方向に沿って円環状に形成されるとともに、前記内周面2との境界部に複数の塗料供給孔4aが円周方向に形成された、塗料及び洗浄液を堰き止めるダム部4が配設され、前記内周面2の前記ダム部4部分と、前記ダム部4における底部側の面との、回転軸方向距離が均一になるように形成される。
(もっと読む)
汎用アトマイザ
本発明はコーティング剤を塗布するためのロータリー・アトマイザの霧化システムに関し、これらは、コーティング剤を霧化するための、そしてコーティング剤のスプレージェットを放出するための、回転可能に支持されたベルカップ(3)を備え、そして ベルカップ(3)から放出されてスプレージェットを形成するための、第1のシェーピングエア・フローと第2のシェーピングエア・フローとを放出するためのシェーピングエア・リング(4)、を備え、2つのシェーピングエア・フローは、別々のシェーピングエア・フロー入口(8)を備え、それらは互いに独立して設定することができる。本発明によれば、ベルカップ(3)およびシェーピングエア・リング(4)は、霧化システムが、車両本体構成部品の外装塗装のため、そして車両本体構成部品の内装塗装のために適するよう、構成される。 (もっと読む)
回転霧化静電塗装機および回転霧化塗装方法
【課題】塗着効率の低下や塗膜品質の悪化を招くことなく、塗料吐出量を増やすことを可能にした回転霧化静電塗装機を提供する。
【解決手段】高電圧が印加され高速で回転する回転霧化頭10の内底部に塗料フィードチューブ12から塗料を供給し、該塗料をハブ20の周りの塗料供給通路23からカップ内面25に流出させ、該カップ内面25に沿って流動させて先端の塗料放出端26から霧状に放出させる回転霧化静電塗装機において、回転霧化頭10のカップ内面15の途中に、塗料放出端26に向かう塗料を溜める環状のダム部27を設けると共に、該ダム部27に円周方向に等配して多数の塗料吐出通路29を設ける。ダム部27に溜まった塗料に遠心力による液圧を発生させて、この液圧によって塗料吐出通路29から塗料を高速で吐出させ、塗料吐出量が増加させても塗料放出端26から放出される液糸を適正な太さとして、所望の微粒化効果を得る。
(もっと読む)
環状の空洞、及び、対応するベルカップを有するシェーピングエアリング
本発明は、部材、特に、自動車の車体の部品をコーティングするためのロータリーアトマイザー1に用いられるガイディングエアリング6に関し、前記リングは、動作状態において、ロータリーアトマイザー1のベルプレート5に面している前面、および、ベルプレート5から放出された方向性を有するスプレイを形成するための、ガイディングエアフローを出力するための少なくとも1のガイディングエアノズル7、を有する。前記リングはまた、環状の、ガイディングエアリング6の前面に、回転配置された空洞12を有する。本発明はまた、対応して適合されるベルプレート5に関する。 (もっと読む)
塗装システム
【課題】塗装品生産能率を効果的に向上させる。
【解決手段】可動支持アーム1aに取り付けた塗装機2に第1及び第2塗料タンク9A,9Bを装備するとともに、可動支持アーム1aの動作により塗装機2を接合及び離脱させる接合ステーション4を設ける塗装システムにおいて、塗装機2を接合ステーション4に接合させた状態で実施する第1塗料タンク9Aに対する充填工程と第2塗料タンク9Bに対する塗装後洗浄工程とを併行させ、同様に、第2塗料タンク9Bに対する充填工程と第1塗料タンク9Aに対する塗装後洗浄工程とを併行させる形態で、それら第1塗料タンク9A及び第2塗料タンク9Bの夫々に対する充填工程、塗装工程、塗装後洗浄工程をその順に繰り返して実施する制御器3を設ける。
(もっと読む)
塗装システム
【課題】汎用性並びに塗装精度や塗装能率に優れた塗装システムを提供する。
【解決手段】塗装作業用の可動支持アーム1aに取り付けた塗装機2に塗料タンク9Aを装備し、この塗料タンク内部を塗料噴出口2aに連通する塗料室12aと作動液路11aを通じて作動液シリンダ17aに連通する作動液室13aとに区画する塗料ピストン14aを設け、塗料ピストン操作手段として、モータ19aによる作動液ピストン16aの往動により作動液シリンダ17a内の作動液Lを密閉路状態の作動液路11aを通じて作動液室13aの側へ加圧送給することで、作動液圧力により塗料ピストン14aを往動させる塗料吐出モードと、作動液室13aからの作動液路11aを通じた作動液シリンダ17aの側への作動液戻り、及び、その作動液戻りによる作動液ピストン16aの復動を許した状態で、塗料室12aへの塗料Twの加圧供給に伴い塗料圧力により塗料ピストン14aを復動させる塗料充填モードとに切換可能な作動液供給装置10Aを設ける。
(もっと読む)
汎用噴霧器及びその関連操業方法
本発明は、噴霧器(1)、具体的には、第1塗装系、即ち、溶媒性塗料のための第1塗料注入口(3)を具備する回転式噴霧器に関する。本発明に係る噴霧器(1)はさらに、第2塗装系、即ち、水性塗料のための追加の第2塗料注入口(4)を具備する。この2つの塗料注入口(3,4)は相互に独立しているので、噴霧器(1,28)は交互に2つの異種塗装系のうち1つを塗布できる。本発明はまた、対応する操業方法に関する。 (もっと読む)
高温シールド・エア・システム
【課題】従来の塗装装置の欠点を改良する。
【解決手段】本発明のアトマイザ(1)、特にロータリ・アトマイザは、噴霧塗料流(5)を被塗装部分(24、25)に塗布する塗布部材(2)と、噴霧塗料流の少なくとも一部を取り囲む空調済みの包囲気流またはシールド・エア(11)を噴射する、前記アトマイザ・ハウジング内に取り付けられた少なくとも1つの包囲気流ノズル(10)を具えている。また、本発明は、アトマイザの駆動方法にも関する。
(もっと読む)
塗装方法及び塗装装置
【課題】塗着効率が高く、1ステージ塗装法により優れたメタリック感を有する塗膜を得ることができる塗装方法を提供する。
【解決手段】回転霧化式塗装ガン5を用いて鱗片状光輝性顔料を含有する塗料を被塗物に霧化塗装する塗装方法であって、塗料の種類に応じて回転霧化式塗装ガンのベルカップの周速度を制御し、被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように、塗料を霧化して塗装する。
(もっと読む)
塗装方法及び塗装装置
【課題】鱗片状光輝性顔料含有塗料の塗着効率を高めるとともにハイソリッド化することでVOCを削減できる塗装方法を提供する。
【解決手段】被塗物表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように塗料を霧化して塗装する第1ステージと、第1ステージの平均粒径より大きい平均粒径となるように塗料を霧化して塗装する第2ステージとを有する。
(もっと読む)
凹部を有する構造体の塗装方法
【課題】凹部を有する構造体であっても回転霧化式塗装ガンを用いて塗装できる塗装方法を提供する。
【解決手段】回転霧化式塗装ガンにより自動車用バンパ表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように塗料を霧化して塗装するステージAと、ステージAの平均粒径より大きい平均粒径となるように塗料を霧化して塗装するステージBとを有する。
(もっと読む)
1 - 20 / 31
[ Back to top ]