
Fターム[4E001DA05]の内容
Fターム[4E001DA05]に分類される特許
81 - 98 / 98
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
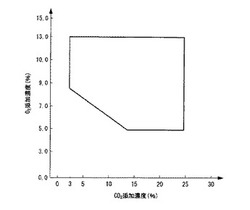
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
両面溶接方法及びその溶接構造物

【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
薄鋼板の高速TIG溶接方法
【課題】高速溶接においてもハンピング現象やスパッタの発生がなく、さらにビードの幅が比較的広く、狙い位置管理も容易な薄鋼板の高速TIG溶接方法を提案する。
【解決手段】3本の電極の先端が三角形を形成するように配置し、該3本の電極と被溶接材との間に発生する3つのアークのうち、少なくとも2つ以上のアークが、電磁力の作用によりお互いに引き合って、一体のアークを形成するように、各電極の間隔を近接させて、1つの溶融池を保った状態で溶接することを特徴とする薄鋼板のTIG溶接方法。
(もっと読む)
ステンレス鋼の溶接継手
【課題】継手疲労強度に優れる薄肉材のステンレス鋼の溶接継手を提供する。
【解決手段】溶接継手、好ましくはフェライト系またはマルテンサイト系ステンレス鋼の板厚が8mm以下におけるビードが、断面形状においてビード端部が下方に向かって凸状をなし、ビード止端部より0.3mm以上離れた位置に最小曲率半径を有する滑らかな曲線で構成され、前記ビード止端部は止端半径0.5mm以上で、溶接金属中の未変態オーステナイト率が室温において5〜85%とする。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
レーザ照射アーク溶接方法
【課題】ギャップを有する重ね継手の隅肉溶接において、均一で十分な溶け込み深さが得られ、継手強度が大きい溶接ビードを上板と下板とに橋渡しして形成することができ、疲労強度を向上させることができるレーザ照射アーク溶接方法を提供する。
【解決手段】上板と下板との間にギャップを有する重ね継手の隅肉溶接個所にレーザ光を照射すると共に、溶接ワイヤと重ね継手との間にEN比率を設定した交流電力を供給して消耗電極ガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、ギャップの長さが増加するに従って、レーザ光のビームスポットの径を増加させると共にビームスポット径に対応させてレーザ出力を増加させ、かつ、レーザ光を下板側に照射させてビームスポットの外形が上板の下端部が下板の表面と重なる継手線にほぼ一致するようにレーザ光を照射する。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】
溶接継手部に特殊な開先形状の加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤を塗布した表面側と裏面側とからの両面深溶け込み溶接の施工によって、接合不足のない深い溶け込み形状の健全な接合部を得る。
【解決手段】
ステンレス鋼又は低炭素鋼の部材からなる継手部の表面側又は裏面側に金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、前記溶け込み促進剤4a,4bを前記継手部3の表面側1a,2a又は裏面側1b,2bの一方に塗布及び乾燥した後に特定範囲の溶け込み深さH1までアーク溶接して溶融させ、その後に、前記溶け込み促進剤4a,4bを反対側の残り継手部3aの裏面側1b,2b又は表面側1a,2aに塗布及び乾燥した後に特定範囲の溶け込み深さH2までアーク溶接して溶融させる。
(もっと読む)
溶接トーチ、溶接装置及び溶接方法
【課題】
本発明は、従来の構成が有していた狭隘部或いは2つの部材が鋭角に接する接合部の隅肉溶接が困難であるという問題点を解決することを目的とするものである。
【解決手段】
そのために、本発明は溶接用の電極を支持するヘッド部とヘッド部に接続された接続部材と接続部材に接続されたトーチケーシングとを備えた溶接トーチにおいて、ヘッド部の外形形状を逆台形状にし、接続部材の後方下部及びトーチケーシングの下部に前後方向に設けられた凹みと、凹みに設けられ溶加ワイヤを導入するワイヤ導入管とを備え、トーチケーシングの内部空間をケーシング内シールドガス供給路としたことを特徴とする。
(もっと読む)
角変形防止装置
【課題】 簡単且つ経済的な構成にして角変形を十分に低減可能な角変形防止装置を提供する。
【解決手段】 角変形防止装置は、隅肉溶接の溶接線に沿って少なくとも一の金属板1及び他の金属板2のいずれか一方に仮設される単数または複数の長尺の拘束部材10と、該拘束部材を当該拘束部材が仮設される一の金属板または他の金属板に仮固定する仮固定手段1C、30、32とから構成される。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】亜鉛めっき鋼板を重ね隅肉溶接により、炭素鋼ソリッドワイヤを用いてMAG溶接する際のシールドガスとして、酸素ガス8〜15容量%、好ましくは8.5〜12容量%と、炭酸ガス20〜30容量%と、残部がアルゴンからなる3種混合ガスを用いる。
(もっと読む)
ティグ溶接用フェライト系ステンレス鋼溶加棒
【課題】本発明は高耐食性構造用フェライト系ステンレス鋼のティグ溶接用フェライト系ステンレス溶加棒および該溶接棒を用いた溶接法を提供する。
【解決手段】質量%で,C:0.009%以下,N:0.01%以下,Si:0.25〜0.40%,Mn:0.10〜0.20%,P:0.020%以下, S:0.002%以下,Cr:18.5〜19.5%, T.Al:0.050〜0.060%,O:0.0070%以下,Mo:1.85〜1.95%,Nb:0.01〜0.30%,Ti:0.20〜0.50%, Ca:0.0005%以下、Ni,Cu,B、Vの1種または2種以上を含有し,Ti/Al<5および(Ti+Nb)/(C+N)>30の条件を満たし,残部がFeおよび不可避不純物からなることを特徴とするティグ溶接用フェライト系ステンレス鋼溶加棒。上記溶接棒を用いて、板厚0.7〜1.2mmの鋼材を重ねすみ肉の片側溶接で完全溶け込みにより安定的に裏波ビードを形成する溶接方法。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
アルミニウム合金製の溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端部を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1と第2フレーム部材2との重ね代3の端部における第2フレーム部材2の両端部の角部の一部が切除されている。第1フレーム部材1の両端部内に第2フレーム部材2の両端部の外側面を重ね合わせ、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接によって接合する。このとき、溶接部端部において未溶接のまま残存する素材量が著しく低減する。従って未溶接素材が残存することに起因する溶接部端部での応力の集中及び疲労亀裂の発生を抑制することができる。
(もっと読む)
H形鋼の製造方法及び製造装置
【課題】 溶接により生じる歪みの矯正工程と仮付け溶接工程が不要なH形鋼の製造方法及び製造装置の提供。
【解決手段】 溶接によって生じるウェッブ板方向の反り度合に対応して、予めウェッブ板方向とは反対方向の逆反りをフランジ板に付与して溶接処理するH形鋼の製造方法;ウェッブ板とフランジ板との隅部を斜め上方から溶接処理するH形鋼の製造方法。ウェッブ板方向とは対方向の逆反りをフランジ板に付与する逆反りローラー機構部と溶接機構部とを備えたH形鋼の製造装置;ウェッブ板とフランジ板との隅部を斜め上方から溶接処理する溶接機を備えたH形鋼の製造装置。
(もっと読む)
閉断面溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1の両端部間に第2フレーム部材2の両端部の外側面を重ね、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接して接合する。また、第1フレーム部材1と第2フレーム部材2との重ね代の重ねすみ肉溶接のビード3の近傍をリベット止めしてリベット止め部4を設ける。これによって第1フレーム部材1と第2フレーム部材2との接合強度が向上し、溶接部端部に応力が集中することに起因する疲労亀裂の発生を抑制することができる。
(もっと読む)
自動周溶接方法
【課題】亀裂の発生しない、耐久性寿命の長い容器を製造可能とする、基材と取付環材との自動周溶接方法を提供する。
【解決手段】溶接始端部を所定の入熱量となる溶接初期条件で溶接し、本溶接部を溶接初期条件よりも高い入熱量となる本溶接条件で溶接し、溶接終端部を本溶接条件よりも低い入熱量となる溶接終端条件で溶接し、この溶接終端部の溶接工程の終了前に、溶接トーチを取付環材yに沿って基材から遠ざかる方向に退避させ、該退避位置である溶接終点をクレータ処理条件で溶接をすることにより、溶接終点に形成されるクレータ処理部22bが、従来の周溶接方法で形成されるクレータ処理部22aと比べて、取付環材y側に偏移して形成されるため、本溶接部の形状と比べて基材面上に延出している部分が縮小又は消失する。
(もっと読む)
81 - 98 / 98
[ Back to top ]