
Fターム[4E001DA05]の内容
Fターム[4E001DA05]に分類される特許
61 - 80 / 98
ガスシールドアーク溶接方法
【課題】先行電極をストリンガ運棒とし、後行電極を高速回転または高速揺動とすることによって、狭開先継手に対して高温割れおよび開先ルート部の溶込み不足を生じることなく完全溶込みの溶接が可能となり、かつアークセンサによる倣い制御を可能とするガスシールドアーク溶接方法を提供する。
【解決手段】溶接進行方向の前後に所定間隔で配置された先行電極11と後行電極12とにより1つの溶融池15を形成しながら狭開先継手の初層溶接を行うガスシールドアーク溶接方法であって、前記先行電極は、トーチ運棒をストリンガ運棒とするとともに、狙い位置を開先ルートとし、前記後行電極は、トーチ運棒を高速回転または高速揺動とするとともに、前記先行電極および前記後行電極のアークセンサ信号により溶接線倣い制御を行う。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法

【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】炭酸ガスx容量%、酸素y容量%、残部がアルゴンからなる3種混合ガスを用い、炭酸ガスと酸素との混合比が以下の数式を同時に満足するものである。
y≦10・・(1)、y≧−x+45・・(2)、x≧40・・(3)、y≧−1/10x+5.5・・(4)、y≦1/20x−2・・(5)、y≧0・・(6)、y≧1/30x−5/3・・(7)、y≦−1/20x+5.5・・(8)、y≧3/40x−7/4・・(9)、y≦−1/3x+35・・(10)
(もっと読む)
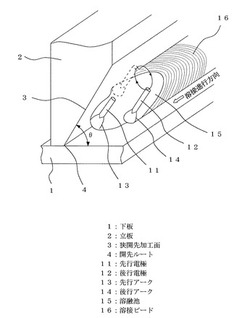
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
継手仮付治具装置
【課題】重ね継手の仮付け溶接を行う場合に熟練者でなくてもTIGトーチを所定の倣い角度位置に容易に位置決めできる継手仮付治具装置を得ること。
【解決手段】コ字状に形成され、相対向する一対の縦壁を有する本体フレーム1と、本体フレームの一方の縦壁の内側に取り付けられた継手仮付治具本体3と、継手仮付治具本体に垂下するよう取り付けられ、先端が本体フレームの下端から突出する棒状の板厚方向ストッパ5と、継手仮付治具本体に、先端電極が薄板の重ね継手15に対して所定の狙い角度位置に設定され、且つ板厚方向ストッパの先端より上方に位置するように取り付けられたTIGトーチ7と、本体フレームの一対の縦壁の下端部に形成され、板厚方向ストッパの先端が重ね継手の上板15aに当接した状態の時に重ね継手の上板と下板15bとの段差部に係合する継手直角方向ストッパ部9とを備えてなる。
(もっと読む)
耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造
【課題】万が一大入熱溶接部で脆性破壊が発生した場合においても、確実に脆性亀裂の伝播を妨げることのできる耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造を提供する。
【解決手段】本発明のT型溶接継手構造、高強度鋼板を突き合わせ溶接した垂直部材と、高強度鋼板を突き合わせ溶接した水平部材を溶接によって接合してなるT型溶接継手構造において、前記垂直部材と水平部材の溶接線を一致させない構造とし、且つ前記水平部材を構成する高強度鋼板は、下記(1)および(2)の特性を満足するものである。
(1)アレスト特性を示すKca値が、−10℃で7000N/mm3/2以上である、
(2)板厚方向1/2部の−100℃での平均吸収エネルギー値が70J以上である。
(もっと読む)
鋼材とアルミニウム材との異材接合体
【課題】GAめっき鋼板を使用したアルミニウム材との異材接合の場合でも、十分な継手強度あるいは接合強度を有する、溶融溶接による異材接合体を提供することを目的とする。
【解決手段】特定板厚の亜鉛めっき層鋼材1とアルミニウム材2とを溶融溶接にて接合部6にアルミニウム溶接金属3を形成させて接合した異材接合体であって、このアルミニウム溶接金属3と鋼材1との接合界面6において、鋼材側にAl3 Fe系化合物およびAl5 Fe2 系化合物との混合層と、アルミニウム溶接金属側にα−AlFeSi層とを各々有する接合界面層4が形成されており、この接合界面層4を薄く、均一化して、高い接合強度を得る。
(もっと読む)
隅肉溶接部の構造及び隅肉溶接方法
【課題】安価で溶接止端部の形状が応力集中の軽減が図れる滑らかな形状となり、アクスルケースへのブレーキフランジの隅肉溶接に適用することで、ブレーキ時の制動トルクの保持と高い耐久性とを安価に両立できる隅肉溶接部の構造及び隅肉溶接方法を提供する。
【解決手段】第1の部材3に第2の部材4を隅肉溶接してなる隅肉溶接部の構造であって、第1の部材3及び第2の部材4の内の少なくとも一方の部材3の隅肉溶接する部分の一部又は全部に溶接方向に沿った溝10を形成し、溶接時にその溝10を溶着金属で埋めて溶接ビード7の脚長aが上記溝10の幅Xよりも大きくなるように溶接してなるもの。
(もっと読む)
両面溶接方法
【課題】
本発明は、開先加工を施さない略I型継手又は略T型継手のままで、裏ビード形成の裏波溶接を行う必要がなく、溶け込み促進剤塗布前の溶融封止及び塗布後の表裏両面溶接によってブローホールや溶け不足のない深い溶け込みの健全な溶融接合部を得るのに有効な両面溶接方法を提供する。
【解決手段】
ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側及び裏面側に溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、溶け込み促進剤を塗布する以前に継手部の表面又は表裏両面を小エネルギの仮付け条件で溶融封止し、溶融封止後の継手部の表面側に溶け込み促進剤を塗布した後にアーク溶接の施工によって特定範囲の溶け込み深さまで溶融接合し、反対側の残り継手部の裏面側に溶け込み促進剤を塗布した後にアーク溶接の施工によって特定範囲の溶け込み深さまで溶融接合する。
(もっと読む)
耐高温割れ特性に優れた高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法
【課題】 強度及び靭性並びに耐高温割れ特性に優れた隅肉溶接用高Niフラックス入りワイヤおよびこれを用いた隅肉溶接方法を提供する。
【解決手段】 鋼製外皮内に充填フラックスを充填してなる隅肉溶接用フラックス入りワイヤにおいて、ワイヤ全体で、金属または合金として、ワイヤ全質量に対する質量%で、C:0.01〜0.15%、Si:0.05〜0.8%、Ni:5.0〜12.0%、Mn:1.0〜3.5%を含有し、かつCaを、Ca含有量[Ca%]とMn含有量[Mn%]との関係が、[Mn%]+1.4×[Ca%]:1.5〜3.7%となるように含有すると共に、P:0.02%以下、S:0.01%以下に制限し、さらに、前記充填フラックスに、ワイヤ全質量に対する質量%で、SiO2、Al2O3、Na2O、および、K2Oのうちの1種又は2種以上を、これらの合計量が0.05〜1.0%となるように含有する。
(もっと読む)
多電極ガスシールドアーク溶接方法
【課題】溶接速度が150cm/分以上の高速溶接においても、確実にビード外観が良好で、ビード形状不良防止及び湯溜まりの安定化を得ることができ、これらに起因する耐気孔性の劣化を確実に防止できる多電極ガスシールドアーク溶接方法を提供する。
【解決手段】ガスシールドアーク溶接用フラックス入りワイヤを先行電極3及び後行電極4として使用し、先行電極と後行電極との極間距離を15乃至50mmに設定し、フィラーワイヤ5を先行電極3と後行電極4との間の溶融金属8中に挿入し、フィラーワイヤ4に正極性の電流(ワイヤマイナス)を流しながら溶接する。このとき、先行電極の溶着速度L(g/分)及び後行電極の溶着速度T(g/分)の和L+Tが100乃至500g/分であり、フィラーワイヤの溶着速度F(g/分)が0.03(L+T)乃至0.3(L+T)である。
(もっと読む)
ガウジングレス完全溶込み溶接方法
【課題】ガウジング工程を要することなく、かつ、開先面内に継手拘束のための仮付け溶接が必要な長尺継手に対しても、高温ワレのない完全溶込みの両面溶接継手を得ることができるガウジングレス完全溶込み溶接方法を提供する。
【解決手段】先行溶接と後行溶接とにより両面開先継手をガウジングなしで完全溶込み溶接するガスメタルアーク溶接において、継手拘束のために開先面内に仮付け溶接を行う場合には、初層溶接の先行側の開先面内に仮付け溶接を行い、仮付けビードの有無にかかわらず、先行溶接側の溶接アークが開先ルートフェイスを貫通せず、かつ、開先ルート部が溶融するような溶接条件で先行側初層を溶接し、後行溶接では、溶込み深さが開先ルートフェイスの厚さ以上となるような溶接条件で初層後行側を溶接して、初層先行側と初層後行側の溶込みをラップさせることにより、ガウジングを行わずに開先ルート部の完全溶込みを得る。
(もっと読む)
ガスシールドアーク溶接フラックス入りワイヤ及び溶接方法
【課題】低コストで疲労強度を向上させることができ、高速溶接性、低スパッタ性、低スラグ性、及び高アーク安定性のガスシールドアーク溶接フラックス入りワイヤ及び溶接方法を提供する。
【解決手段】ワイヤ全質量に対して、C:0.02乃至0.70%、Si:0.30乃至1.50%、Mn:0.50乃至5.00%、Ni:2.0乃至9.5%、Cr:Niとの合計量で4.0乃至18.0%(但し、Crを含まない場合も含む)、O:0.020%以上及びN:0.0020乃至0.0400%を含有し、P:0.030%以下、S:0.030%以下、Ti:0.15%以下、Al:0.20%以下、Nb,V,Mo及びCuからなる群から選択された少なくとも1種:各元素あたり2.00%未満、B:0.0100%以下、REM:0.50%以下、Mg:1.00%以下、F及びCaからなる群から選択された少なくとも1種:各元素あたり0.100%以下、K、Na及びLiからなる群から選択された少なくとも1種:総量で0.200%以下に規制し、残部はFe及び不可避不純物からなり、フラックス率が7乃至30%である
(もっと読む)
高疲労強度隅肉溶接継手及びその形成方法
【課題】溶接継手の疲労強度向上を目指し、ステンレス分野にも転用できる成分系で、かつ、重ね隅肉溶接継手の疲労強度を向上できる重ね隅肉溶接継手を提供する。
【解決手段】強度440MPa以上の高強度鋼板に薄鋼板を重ね合わせ、質量%で、Cr:15〜27%、及び、Ni:7〜22%を含有するステンレス用溶接材料を用いて形成した隅肉溶接継手において、(a)溶接金属の溶け込み深さが、上記高強度鋼板の板厚の2/3以下であり、かつ、(b)下記式(1)で定義する希釈率Zが、0.35〜0.65であることを特徴とする高疲労強度隅肉溶接継手。
希釈率Z=(溶けた被溶接鋼板の断面積/溶接金属の断面積) ……(1)
(もっと読む)
接合構造体
【課題】ミグ溶接時に、冷却後の接合界面に脆弱なAl−Fe二元合金層が生成することを抑制し、接合強度を向上させた鋼/アルミニウムの接合構造体を提供する。
【解決手段】
下地鋼板5の表面に溶融アルミニウムめっき層4が形成された溶融アルミニウムめっき鋼板1に、アルミニウム又はアルミニウム合金材2をミグ溶接にて重ね隅肉溶接した接合構造体である。溶融アルミニウムめっき層4がSi:3乃至12質量%、Fe:0.5乃至5質量%、残部がAl及び不可避的不純物の組成を有する。また、鋼板と溶接金属部との接合界面に占めるAl−Fe二元合金層7の割合が面積比95%以下であり、下地鋼板5と溶融アルミニウムめっき層4との界面に生じているAl−Fe−Si三元合金層6と前記接合界面のFe−Al二元合金層7との間に合金層消失域9が存在している。
(もっと読む)
溶接方法
【課題】疲労強度を向上させることができると共に、溶接割れの発生を抑えることができる溶接方法を提供する。
【解決手段】本発明に係る溶接方法は、鉄鋼材料からなる溶接母材の溶接において、Niを8〜12重量%含有しオーステナイトからマルテンサイトに変態を開始する温度が200〜350℃である溶接材料を用い、且つ、溶接入熱を9.6kJ/cm以下、希釈率を43%以下、さらにシールドガスとしてArとCO2との混合ガスを供給することを特徴とする。
(もっと読む)
薄鋼板の高速ホットワイヤ多電極TIG溶接方法
【課題】スパッタの発生がなく、また高速溶接においてもハンピング現象を抑制しつつ、溶着量の増加を図るべくフィラーワイヤを安定かつ容易に供給することができる薄鋼板の高速ホットワイヤ多電極TIG溶接方法を提供する。
【解決手段】薄鋼板を被溶接材10として、少なくとも2本の電極1を用いる多電極TIG溶接を行なうにあたり、各電極と被溶接材との間に発生するアーク2のうち少なくとも2つのアークが電磁力の作用によりお互いに引き合って一体のアークを形成するよう電極を配置するとともに、その一体化したアークにより形成された溶融プール3の後方から、ホットワイヤ形式で供給するワイヤ4の通電加熱用電流をTIGアーク発生用電流よりも小さくし、かつ、ワイヤのエクステンションをTIGアーク長よりも十分長く設定する。ワイヤの通電加熱用電流を、TIGアーク発生用電流の50%以下とし、エクステンションを70mm以上とするのが好ましい。
(もっと読む)
薄鋼板のTIG溶接方法
【課題】スパッタの発生がなく、また高速溶接においてもハンピング現象を抑制しつつ、溶着量の増加を図るべくフィラーワイヤを安定かつ容易に供給することができる薄鋼板のTIG溶接方法を提供する。
【解決手段】薄鋼板を被溶接材10として、少なくとも2本の電極1を用いる多電極TIG溶接を行なうにあたり、各電極と被溶接材との間に発生するアーク2のうち少なくとも2つのアークが電磁力の作用によりお互いに引き合って一体のアークを形成するよう電極を配置するとともに、その一体化したアークにより形成された溶融プール3の後方から、フィラーワイヤ4を、該ワイヤの前記溶融プールへの接触直前の温度が1200℃以上となるように、通電加熱しながら添加する。フィラーワイヤの通電加熱用電流の向きを、TIGアーク発生用電流と同じ向きとするのが好ましい。
(もっと読む)
2電極大脚長水平すみ肉ガスシールドアーク溶接方法
【課題】 厚板の水平すみ肉ガスシールドアーク溶接でビード形状、外観が良好で、かつ溶接部にスラグ巻き込みや溶込み不足などの溶接欠陥がない大脚長のすみ肉ビードを高能率に得る。
【解決手段】 フラックス入りワイヤを使用する2電極大脚長水平すみ肉ガスシールドアーク溶接方法において、先行電極のワイヤ狙い位置をルート部から下板側に5〜10mm、後行電極のワイヤ狙い位置をルート部から上板側に0〜5mmとし、先行電極と後行電極の電極間距離は30mm以上の2プールで、先行電極電流(AL)と後行電極電流(AT)の比(AL/AT)を0.4〜0.8、和(AL+AT)を450〜850Aとする。
(もっと読む)
61 - 80 / 98
[ Back to top ]