
Fターム[4E001EA07]の内容
Fターム[4E001EA07]に分類される特許
1 - 20 / 44
半自動アーク溶接法
【課題】半自動アーク溶接ではソリッドワイヤやフラックスを封入したフラックス入りワイヤを使用するが、ソリッドワイヤではフラックスの機能がなく、フラックス入りワイヤではワイヤの断面積が限定されるため所要のフラックスをワイヤに封入することができず、スパッタの抑制や溶接品質や溶接能率に満足できなかった。また、シールドガスは空気を遮断するだけであり積極的に溶接性を向上させる機能はなかった。
【解決手段】溶接ワイヤに塗布機にて液体フラックスを塗布することでフラックス入りワイヤはもちろんソリッドワイヤでもフラックス機能を生かした溶接が可能となった。かつ気化装置に充填した液体フラックスにシールドガスを導いて気化せしめて、シールドガスと混合した混合シールドガスを生成し、この混合ガスを溶接トーチに導いて溶接ことでシールドとフラックス機能を併せ持つ溶接が可能となった。
(もっと読む)
サブマージアーク溶接用ボンドフラックス及びワイヤ

【課題】フラックス組成と、ワイヤ組成を適切化することにより、0.2%乃至が690MPa以上、引張強さが780MPa以上、−60℃における吸収エネルギが69J以上の優れた低温靭性を有する溶接金属を得ることができるサブマージアーク溶接用ボンドフラックス及びワイヤを提供する。
【解決手段】フラックスは、金属Ca:0.10乃至0.40質量%、金属Si:0.3乃至1.0質量%、金属Al:0.10乃至0.80質量%、アルカリ金属Na、K、Li:夫々Na、K、Liの酸化物への換算値の合計で2.0乃至5.0質量%を含有すると共に、([Al]+[Si]+[Ca])/[SiO2]:0.04乃至0.15を満たす。ワイヤは、[Ni]/([Mn]+[Mo]):0.4乃至1.7を満たす。
(もっと読む)
低合金鋼のサブマージアーク溶接方法
【課題】 濃厚硫酸及び濃厚塩酸環境下で優れた耐食性等を発揮し、溶接欠陥の無い溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:5〜21%、Al2O3:15〜44%、MgO:7〜32%、CaO:0.5〜10%、CaF2:5〜35%、TiO2:5〜33%、Si:0.2〜5.0%、Mn:0.1〜5.0%、金属炭酸塩のCO2分:0.5〜9.0%を含有し、フラックスの粒径が850μm超の粒子が20〜55%、150〜850μmの粒子が40〜75%、150μm未満の粒子が6%以下で、見掛密度が0.70〜1.30g/cm3であるボンドフラックスとC:0.005〜0.2%、Si:0.01〜1.5%、Mn:0.4〜2.5%、Cu:0.03〜1.0%、Ni:0.05〜1.0%、Mo:0.01〜1.0%、Sb:0.01〜0.25%を含有するソリッドワイヤとを組合せて溶接する。
(もっと読む)
サブマージアーク溶接用材料及びサブマージアーク溶接方法
【課題】50kJ/cm以上の大入熱溶接において、−20℃程度の低温においても良好な靭性を有する溶接金属を得ることができる。
【解決手段】C:0.01〜0.18%、Si:0〜0.15%、Mn:1.7〜2.8%、Al:0.02〜0.1%を含有し、Nを0.01%以下に規制し、残部がFe及び不可避的不純物である組成のソリッドワイヤと、全フラックスに対し、SiO2:4〜22%、Al2O3:2〜12%、TiO2:5〜26%、MgO:8〜42%、CaF2:2〜11%、CaO:2〜9%、金属炭酸塩(CO2換算値):1〜7%、B2O3:0.2〜0.9%、Mo:0.1〜0.7%、Fe:5〜25%、Al:0〜1.2%を含有するボンドフラックスとを使用してサブマージアーク溶接する。
(もっと読む)
耐焼戻し脆化特性に優れた溶接金属
【課題】入熱量が比較的大きい溶接条件においても、優れた耐焼戻し脆化特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性においても優れた溶接金属を提供する。
【解決手段】所定の化学成分組成を有し、大きさに応じた酸化物の個数を制御すると共に、下記式で規定されるA値が5.0以下である。A値=(100×[C]−6×[insol.Cr]−2×[insol.Mo]−24×[insol.V]−13×[insol.Nb])×([Mo]−[insol.Mo])但し、[insol.Cr],[insol.Mo],[insol.Nb]および[insol.V]は、応力除去焼鈍後において化合物として存在するCr,Mo,NbおよびVの夫々の含有量(質量%)を示し、[C]および[Mo]は、溶接金属中のCおよびMoの夫々の含有量(質量%)を示す。
(もっと読む)
サブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法
【課題】低温破壊靭性が優れた溶接部(溶接金属)を、優れた溶接作業性で得ることができるサブマージアーク溶接用ボンドフラックス及びソリッドワイヤ並びに低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】ボンドフラックスは、MgO:23乃至43%、Al2O3:11乃至31%、CaF2:6乃至16%、SiO2:7乃至20%、金属炭酸塩:CO2換算で1.0乃至8.0%、CaO及びBaOの1種又は2種:合計で2乃至16%を含有すると共に、金属Si:0.4乃至1.5%、金属Ti及びTi酸化物(total Ti):Ti換算値の合計で1.0乃至7.0%、金属B及びB酸化物の1種又は2種:B換算値の両者の合計で0.01乃至0.20%、アルカリ金属Na、K及びLiの酸化物:各元素への換算値の合計で1.0乃至6.0%を含有しており、(Ti換算値+B換算値)/SiO2:0.05乃至0.55を満足する。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
サブマージアーク溶接方法
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜8.0%、MnO:5.5〜11.0%、CaO:5〜20%、CaF2:25〜48%、K2O:0.10〜3.0%を含有し、その他は酸化鉄および不可避不純物からなる溶融型フラックスとC:0.03〜0.25%、Si:0.004〜1.20%、Mn:0.25〜2.80%を含有し、残部がFeおよび不可避不純物からなるソリッドワイヤとを組合せて溶接することを特徴とするサブマージアーク溶接方法。
(もっと読む)
オーステナイト系ステンレス鋼の溶接施工方法
【課題】 オーステナイト系ステンレス鋼の裏波溶接に際し、Si含有量が多い溶加棒を使用することにより、バックシールドガスを使用することなく、優れた裏波性能を有する溶接部を施工し得る溶接施工方法を提供する。
【解決手段】 重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用するか、重量%で、Si:0.65〜1.50%を含むオーステナイト系ステンレス鋼の溶加棒を使用し、重量%で、60%以上のSiを含むフラックスを溶剤と混合して開先面に塗布するティグ溶接施工方法を提供する。
(もっと読む)
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の、溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ni:10.0%以下(0%を含む)、Mo:3.0%以下(0%を含む)、Mg:0.1〜1.0%,Ti:0.01〜0.25%、REM:0.1〜0.5%を含有し、更に必要に応じて、B2O3:0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とするフラックス入り溶接ワイヤ。
(もっと読む)
スパイラル鋼管の製造方法およびスパイラル鋼管
【課題】高い生産性が得られる内外面連続溶接を用いて効率よく製造でき、十分な靭性を有する溶接金属部を備えたスパイラル鋼管を提供する。
【解決手段】鋼帯1をスパイラル状に巻きながら鋼帯の幅方向端面同士を内外面のうち一方の面に対する溶接により先行溶接金属部4を形成した後、連続して他方の面に対する溶接により後続溶接金属部を形成し、所定の化学組成である溶接金属部を有する管状体5を形成する工程と、溶接金属部を1000℃以上1150℃以下に5秒以上20分以下の間加熱する加熱工程と、加熱工程の後、900℃から500℃の間の前記溶接金属部を平均冷却速度10℃/秒以上で冷却する工程と、溶接金属部を300℃以上600℃以下の温度で板厚25.4mm当たり5分以上90分以下の時間加熱保持して焼き戻し処理する工程とを備えるスパイラル鋼管の製造方法とする。
(もっと読む)
ダクタイル鋳鉄用被覆アーク溶接棒
【課題】FCDの溶接棒は従来心線Fe−Ni系で黒鉛系フラックスの溶接棒であり強度もmax440N/mm2が限界であり補修程度にしか使用できず、色調も母材と異なり補修痕が浮き上がるなどの問題があり製品の美観や信頼性を損ねていた。また、FCD450〜800同士を溶接接合できる溶接棒はなかった。
【解決手段】溶接棒の心線をダクタイル鋳鉄としてフラックスを二層構造に被覆して、外側フラックスからは炭酸ガスを、内側フラックスからはフッ素ガスを発生させるようにした。内側フラックスは液体フラックスに接種剤を混合したゲル状フラックスであり、接合部の強度向上に必要な元素を取り込むようにした。
(もっと読む)
硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法
【課題】ヒューム発生量、スパッタ発生量、および、スラグ発生量を低減させることができ、かつ平坦なビード形状と適度に小さな溶込み深さを有する硬化肉盛溶接金属を得ることができる硬化肉盛用MIGアーク溶接ワイヤおよび硬化肉盛用MIGアーク溶接方法を提供する。
【解決手段】
硬化肉盛用MIGアーク溶接ワイヤは、シールドガスとして、純Arガスを用いるワイヤであって、外皮として帯鋼または鋼管を用い、内部にフラックスを充填して伸線したフラックス入りワイヤであり、前記フラックス中に、ワイヤ全質量換算で、C,Si,Mn,P,S,TiO2とZrO2とAl2O3との合計(TiO2+ZrO2+Al2O3)を所定量含有し、かつ前記Siと前記Mnとの合計(Si+Mn)を規定し、さらに、前記ワイヤに対する総フラックス質量比を規定し、溶接後における溶接金属のビッカース硬度が200以上となることを特徴とする。
(もっと読む)
溶接用フラックスと溶接方法
【課題】液体フラックスや気化フラックスで溶接部の空気を遮断して溶融部の表面を空気酸化から保護するだけでなく、フラックスの成分が溶接熱で溶融部と反応して溶融部表面を保護するとともに流動性を向上させて秀麗な溶接部を得る。
【解決手段】液体フラックスを溶接面に塗布したり、液体フラックスを気化装置にて気化させて複合シールドガスガスを生成して溶接部に吹き付けたりすることで溶接面を空気から遮断し溶融部の酸化を防止し、強度が高く秀麗な溶接部を得る。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
低温用鋼のサブマージアーク溶接方法
【課題】高い引張強さと靭性が得られ、延性に優れた溶接継手が得られる低温用鋼のサブマージアーク溶接方法を提供する。
【解決手段】Ni基合金ワイヤ及び焼成型フラックスのいずれか一方または両方の、下記(1)式から求められる各金属成分のM含有量を、質量%で、C:0.03〜0.12%、Mn:0.5〜2%、但し、10×C/Mn:1.5以下、Ni:60%以上、Mo及びWのいずれか一方または両方の合計:19〜27%、Al及びTiのいずれか一方または両方の合計:0.3〜3%とし、Si、Cr及びCuの合計:1%以下で、上記Ni基合金ワイヤの残部を不可避不純物とし、上記焼成型フラックスの残部を不可避不純物等としたことを特徴とする低温用鋼のサブマージアーク溶接方法。M=Mw+0.5×Mf・・・(1) Mw:上記Ni基合金ワイヤ中の各金属成分の質量%、Mf:上記焼成型フラックス中の各金属成分の質量%
(もっと読む)
高硬度オーバーレイの製造のための原料粉末
金属合金オーバーレイを適用する方法であって、鉄及びマンガンを10から75重量パーセント、クロムを10から60重量パーセント、ホウ素、炭素、ケイ素、またはそれらの組み合わせから選択される格子間元素を1から30重量パーセント、モリブデン、タングステン、またはそれらの組み合わせから選択される遷移金属を0から40重量パーセント、及びニオブを1から25重量パーセント含む鉄ベースの原料粉末を提供する段階を含んでいる。前記方法は同様に、少なくとも50重量%の鉄を含む電極を提供する段階と、1,000μmかそれより小さい粒子サイズを示す金属合金を生成するために、前記原料粉末及び前記電極で溶接オーバーレイを堆積する段階と、を含んでいる。  (もっと読む)
(もっと読む)
Zn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックス
【課題】フッ化アルミン酸を必須成分として含み、チキソトロピー性を有し、Zn−Al−Mg合金めっき鋼板の溶融溶接部への塗布性にすぐれ、塗布に際して、液垂れを起こさず、しかも、鋼板への接着性にすぐれ、更に、塗膜の乾燥性が適度である、Zn−Al−Mg合金めっき鋼板溶融溶接用のペースト状フラックスであって、溶融溶接部に塗布することによって、溶接時の溶融金属脆化割れを防止することができるフラックスを提供する。
【解決手段】本発明によれば、有機溶媒、樹脂、フッ化アルミン酸カリウム及びジベンジリデンソルビトール、トリベンジリデンソルビトール及びこれらの誘導体よりなる群から選ばれる少なくとも1種のベンジリデンソルビトール系ゲル化剤を含有することを特徴とするZn−Al−Mg合金めっき鋼板溶融溶接用ペースト状フラックスが提供される。
(もっと読む)
サブマージアーク溶接方法
【課題】サブマージアーク溶接の溶接速度を増速するためには細径の溶接用ワイヤを使用せざるを得ず、入熱が集中してHAZの靭性が劣化するという問題があった。これに対して通常の太さの溶接用ワイヤを用いてアークを安定させ、増速を可能にする技術を提供する。
【解決手段】単一の、あるいは2本以上の電極で溶接を行なうサブマージアーク溶接方法の第1電極に、REMを0.01〜1質量%含有する溶接用ワイヤを用い、極性を直流正極性または交流とする。
(もっと読む)
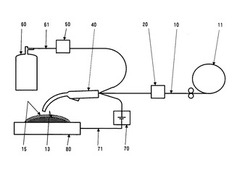
溶接装置と溶接方法
【課題】活性フラックスを使用することによって深い溶込みを得る溶接装置または溶接方法において、被溶接物の溶融池に活性フラックスをフラックス供給手段より供給しながら溶接を行う溶接装置と溶接方法に関する。
【解決手段】活性フラックス11と、前記活性フラックス11を供給するフラックス供給手段7と、レーザ光5を発生し、被溶接物6の溶接位置に照射するレーザ装置1と、前記フラックス供給手段7と前記レーザ装置1とを制御する制御手段12とを備え、前記フラックス供給手段7は、前記活性フラックス11を前記被溶接物6の溶融池に供給しながら溶接を行う溶接装置。
(もっと読む)
1 - 20 / 44
[ Back to top ]