
Fターム[4E002AD05]の内容
Fターム[4E002AD05]に分類される特許
81 - 100 / 343
長寿命冷延ロール
【課題】優れた表面性状を備える缶用鋼板を製造することができ、かつ、寿命の長い冷延ロールを提供する。
【解決手段】ロール表面にレーザーを照射し、円周方向及びロール軸方向に、所定の間隔で穴を形成した冷延ロールにおいて、(i)穴の半径rと深さdが下記式(1)を満たし、かつ、(ii)穴の周縁が平坦であることを特徴とする長寿命冷延ロール。
0.90・r≦d≦1.20・r(30μm≦r≦125μm)・・・(1)
(もっと読む)
金属加工油剤組成物、金属加工方法及び金属加工品
【課題】高速圧延時の潤滑性を損ねることなく、圧延後の鋼板表面に発生する油焼けと言われる変色の防止に有効な金属加工油剤組成物を提供すること。
【解決手段】(A)ヨウ素価が56〜72及び上昇融点が24℃以下であるパームオレイン油5〜98質量%、(B)コハク酸の炭素数10〜20の炭化水素置換体0.5〜45質量%、(C)コハク酸の炭素数50〜90の炭化水素置換体0.5〜15質量%、(D)リン脂質1〜35質量%を含み、成分(C)の配合量に対する成分(B)の配合量が1〜3倍であることを特徴とする金属加工油剤組成物。
(もっと読む)
圧延設備の制御装置及び制御方法

【課題】設備投資を抑制しながら、極めて低い速度での圧延を可能とする圧延設備の制御装置及び制御方法を提供する。
【解決手段】払い出しリールと、少なくとも1個の圧延機と、巻き取りリールと、払い出しリール、圧延機、及び巻き取りリールをそれぞれ駆動する複数の電動機とを有する圧延設備が、制御装置を具備する。この圧延設備の制御装置は、電動機のおのおのと接続され、前記電動機のおのおのの電圧及び/又は周波数を操作することにより前記電動機のおのおのの回転数及び/又はトルクを制御するインバーターと、インバーターの1次周波数を検出する1次周波数検出手段と、検出された前記インバーターの1次周波数に基づいて、インバーターを制御して、インバーターの1次周波数がゼロとならないように、電動機のおのおのの回転数及び/又はトルクを制御する制御手段と、を有する。
(もっと読む)
冷間圧延における圧延油の供給方法およびその設備
【課題】ハイブリッド方式を実施する際の前記課題、すなわち、低濃度のエマルションを供給する系統における、エマルション濃度の上昇を低減するための簡便な方途について提案する。
【解決手段】鋼帯を冷間圧延するロールおよび該鋼帯に、圧延油エマルションを循環供給する圧延油の供給方法において、前記循環圧延油エマルションからの油分の抽出手段または循環圧延油エマルションへの油分の供給手段を用い、必要とする循環圧延油エマルションの潤滑能に応じて、該循環圧延油エマルションの濃度を調節する。
(もっと読む)
銅合金の製造方法及び銅合金
【課題】従来の銅合金に比べて高い導電率、高い強度、及び高い曲げ加工性を有すると共に、耐応力緩和性に優れた銅合金の製造方法及び銅合金を提供する。
【解決手段】本発明に係る銅合金の製造方法は、金属元素を含む銅合金を準備する原料準備工程と、金属元素を含む銅合金を溶製してインゴットを鋳造する鋳造工程と、インゴットにから板状部材を形成する板状部材形成工程と、板状部材を冷間圧延して第1の板材を形成する冷間圧延工程と、第1の板材に加熱処理を施して加熱処理済み第1板材を形成する第1の熱処理工程と、加熱処理済み第1板材に、1パスあたりの予め定められた加工度で冷間圧延を施して第2の板材を形成する圧延工程と、第2の板材に張力を加えつつ加熱処理を施す第2の熱処理工程とを備える。
(もっと読む)
マグネシウム合金圧延板の製造方法
【課題】強度の高いマグネシウム合金圧延板を安定して得るための製造方法を提供する。
【解決手段】マグネシウム合金板を圧延にて製造するにあたり、コイル状のマグネシウム合金板材を巻き出す工程と、その巻き出しから圧延ロールまでの間に、前記マグネシウム合金板を所定の温度に加熱または保温する工程と、加熱または保温した前記マグネシウム合金板を前記圧延ロールによって周速比1.05〜1.40で異周速圧延する工程と、該圧延をしたマグネシウム合金板を巻取る工程からなり、前記圧延ロールのうちの高速ロールに接するマグネシウム合金板材の先進率を、前記工程時にマグネシウム合金板に付与する前方張力の調整によってその値が負にならないように制御する。
(もっと読む)
エマルション圧延油を使用する冷間圧延方法、冷延金属板の製造方法および冷間タンデム圧延機
【課題】エマルション圧延油を使用する冷間タンデム圧延において、循環使用されるエマルション圧延油の性状変動を小さくし、難圧延材の圧延に対応できる圧延方法および冷間タンデム圧延機を提供するとともに、表面品質に優れた冷延金属板の製造方法を提供する。
【解決手段】循環使用されるエマルション圧延油の一部を油水分離手段に供給して、高濃度エマルションと低濃度エマルションに分離して、少なくとも1つ以上の圧延スタンドに供給する。油水分離手段は加熱手段によりその油水分離モジュールが加熱され、分離膜の閉塞が防止される。
(もっと読む)
鋼板エッジ部の誘導加熱方法
【課題】連続的に搬送される鋼板のエッジ部を誘導加熱装置で加熱するに際し、幅が異なる先行材と後行材の接合部においても目標温度域での加熱を安定的に行える鋼板エッジ部の誘導加熱方法を提供する。
【解決手段】鋼板エッジ部の誘導加熱方法において、予め求めたラップ長Lと昇温量との関係に基づき、接合部における先行材側のラップ長Lと、接合部における後行材側のラップ長Lとが、先行材側及び後材側ともに安定して圧延可能なラップ長となるように、インダクタ51a,51bの接合部における鋼板Sの幅方向の位置P3を予め定めておき、接合部がインダクタ51a,51bを通過する前に、インダクタ51a,51bを先行材定常位置P1から前記位置P3まで移動させ、接合部がインダクタ51a,51bを通過した後に、インダクタ51a,51bを前記位置P3から後行材定常位置P2まで移動させるよう制御する。
(もっと読む)
エッチング加工用素材の製造方法及びエッチング加工用素材
【課題】 高精細パターンを形成するリードフレームやマスク用途であっても、優れたエッチング加工が可能なエッチング加工用素材の製造方法及びエッチング加工用素材を提供する。
【解決手段】 質量%で、C:≦0.01%、Si:≦0.5%、Mn:≦1.0%、Ni:30〜50%を含有し、残部がFe及び不純物を含み、板厚が0.02〜0.15mmのエッチング加工用素材の製造方法であって、仕上冷間圧延の最終パスを10%以下の圧下率とし、且つ、前記仕上圧延のロールには、円周方向に研磨痕を形成し、円周方向と直角方向の粗さがRa:0.10〜0.25μmとしたロールを用いて圧延速度を1.2m/s以上で行なうエッチング加工用素材の製造方法。
(もっと読む)
耐再結晶軟化特性に優れた冷延鋼板の製造方法およびオートマチック・トランスミッション用冷延鋼板
【課題】自動車のオートマチック・トランスミッション部材等として使用される、硬さ・表面粗度および耐再結晶軟化特性等に優れた冷延鋼板を提供する。
【解決手段】質量%で、C:0.15-0.25%,Si:0.25%以下,Mn:0.3-0.9%,P:0.03%以下,S:0.015%以下,Al:0.01-0.08%,N:0.008%以下,Cr:0.05-0.5%,Ti:001-0.05%,B:0.002-0.005%,残部Fe及び不可避不純物からなる成分組成を有するスラブを、加熱炉で1230℃を超える温度に加熱し抽出して、熱延仕上げ温度:Ar3変態点以上、巻取温度:500〜600℃の熱間圧延により、フェライト結晶粒径:5-15μm、パーライト+セメンタイト分率:40%以上のフェライト−パーライト混合組織を有する熱延鋼板を得、これを酸洗処理した後、焼鈍処理無しで圧下率30%以上の冷間圧延により製造される。
(もっと読む)
冷間圧延油用添加剤及び冷間圧延油
【課題】長期にわたる循環使用時の乳化安定性及び潤滑性に優れ、かつ圧延材の表面品質および作業環境の向上に寄与できる冷間圧延油を得るための冷間圧延油用添加剤を提供すること。
【解決手段】式(a)で示される非イオン性界面活性剤を含有する冷間圧延油用添加剤。
[化1]
R1−O−[(PO)x (EO)z(PO)y]−R2 - - - - - - (a)
(式中、R1及びR2はアルキル基、脂肪酸残基、ヒドロキシ脂肪酸残基、ヒドロキシステアリン酸ポリエステル残基、又はポリブチレンオキシド残基を示し、POはオキシプロピレン基、EOはオキシエチレン基、x、yおよびzは平均付加モル数を示し、x+yは3〜30、zは10〜200、POとEOはそれぞれブロック状に付加しており、分子量が2000以上10000未満である)
(もっと読む)
冷延鋼板の製造方法および製造設備
【課題】冷間圧延後の製品エッジ部の性状、およびトリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法および設備を提供する。
【解決手段】酸洗前の熱延鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗、および、直径300mm以上のワークロールを有する圧延機により冷間圧延を施す。
(もっと読む)
冷延鋼板の製造方法および製造設備
【課題】特に冷間圧延後の製品エッジ部の性状、および、トリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法および設備を提供する。
【解決手段】酸洗前の鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗および冷間圧延を施す。
(もっと読む)
冷延鋼板の製造方法
【課題】冷間圧延後の製品エッジ部の性状、および、トリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法を提供する。
【解決手段】酸洗前の熱延鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗および総圧下率30%以上の冷間圧延を施す。
(もっと読む)
極薄鋼板用熱延鋼板およびその製造方法
【課題】極薄広幅であるにもかかわらず、板幅方向に均一な材質と板厚を有する高品質の極薄鋼板を製造する際に用いて好適な熱延鋼板とその製造方法を提供する。
【解決手段】鋼の成分組成が、mass%で、好ましくは、C:0.1%以下、Si:0.03%以下、Mn:0.05〜0.60%、P:0.02%以下、S:0.02%以下、Al:0.02〜0.20%、N:0.015%以下、O:0.01%以下を含有し、残部がFeおよび不可避的不純物からなる、板厚が2mm以下、板幅が950mm以上、クラウンが±40μm以内であることを特徴とする、冷間圧延のままの鋼板の両側幅端部(ただし、板幅に対する割合が両側端合計で5%以内)を除く範囲で、板厚の変動量が±4%以内かつ硬さ(HR30T)の変動量が±3以内である板厚が0.2mm以下の極薄鋼板用熱延鋼板。
(もっと読む)
ニッケル冷間圧延コイル、及びニッケル冷間圧延コイルの製造方法
【課題】冷間圧延工程における圧延摩耗粉による問題を抑制し得るニッケル冷間圧延コイルを提供して、高い生産性と歩留まりをもってニッケル冷間圧延コイルを製造し得る製造方法を提供することを目的としている。
【解決手段】本発明に係るニッケル冷間圧延コイルは、質量で、99.0%以上のニッケルと、4〜100ppmのホウ素とを含有してなる熱間圧延コイルに、少なくとも1回の冷間圧延が実施されて形成されていることを特徴としている。
(もっと読む)
圧延銅箔の製造方法および圧延銅箔
【課題】フレキシブルプリント配線板等の可撓性配線部材に適した高屈曲特性を有する圧延銅箔を安定して効率良く(すなわち、低コストで)製造する製造方法を提供する。
【解決手段】本発明に係る圧延銅箔の製造方法は、生地焼鈍の後で最終冷間圧延工程前の圧延銅箔において、前記圧延銅箔の圧延面に対するX線回折2θ/θ測定により得られる結果における銅結晶のX線回折ピークの強度比が「I{200}Cu / I{220}Cu ≧10」であり、最終冷間圧延工程途中の圧延銅箔、および最終冷間圧延工程の後で再結晶焼鈍前の圧延銅箔の全ての段階の銅箔において、前記銅結晶のX線回折ピークの強度比が「I{200}Cu / I{220}Cu ≧1」であることを特徴とする。
(もっと読む)
金属ストリップの溶接システム
三つの軸x,y及びz上を移動することが可能で、端部の用意のための切断作業及び溶接作業と共に溶接した接合部の側部切込み作業をも行うことが可能なレーザー溶接切断システムを備える金属ストリップ用溶接システムであり、特定の機械システムを必要とせず、投資する時間と費用の観点からかなりの節約となる。そのシステムは、適応性があり、寸法及び物理化学的性質の観点から、広範な製品を対象とすることが可能である。更に、溶接方法についても説明するが、該溶接方法は、迅速で、同時に正確でもあり、ストリップ溶接のより高い質を確保しつつ、生産コストを低減する。 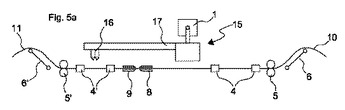 (もっと読む)
(もっと読む)
冷間圧延ロールの冷却方法および冷間圧延方法ならびに冷間圧延ロールの冷却装置
【課題】循環式圧延油供給方式において、高速圧延の場合でも必要とされる良好な潤滑性を確保しつつ、効果的にワークロールのサーマルクラウンを抑制することができる冷間圧延ロールの冷却方法を提供すること。
【解決手段】金属板1を冷間圧延する冷間圧延装置の圧延機スタンドのロール2aに、循環使用される第1のエマルション圧延油19を供給し、少なくとも一つのロール2aに、第1のエマルション圧延油19の供給配管7から分岐して、冷却手段14を介した第2のエマルション圧延油20を、振動を与えつつ供給する。
(もっと読む)
金属帯の冷間圧延方法および冷延鋼帯の製造方法並びに冷間圧延設備
【課題】
焼き付き(ヒートスクラッチ)の発生限界圧下率・圧延速度を上げて、強圧下・高速圧延の可能で、かつ効率性の良い安定した金属帯の冷間圧延方法、該方法を適用する冷延鋼帯の製造方法およびその冷間圧延設備を提供することにある。
【解決手段】
圧延ロールが鍛鋼ロールである圧延機により圧延油(エマルション圧延油あるいは圧延油単体)を供給しつつ、磁界発生装置により該鍛鋼ロールと被圧延材の金属帯との間に磁界を印加しながら金属帯を冷間圧延する。磁界発生装置として、C型ヨークと永久磁石とからなるものを使用することができる。金属帯の材質として鋼、ステンレス鋼、非鉄金属等が挙げられる。圧延機は冷間タンデム圧延機でもリバース式圧延機でもよい。
(もっと読む)
81 - 100 / 343
[ Back to top ]