
Fターム[4E002AD05]の内容
Fターム[4E002AD05]に分類される特許
41 - 60 / 343
耐リジング性に優れた成形加工用アルミニウム合金圧延板およびその製造方法
【課題】自動車のボディシート等の素材として、特に耐リジング性が確実かつ安定して優れた成形加工用アルミニウム合金板、およびその製造方法を提供する。
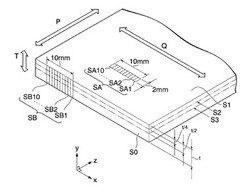
【解決手段】Al−Mg−Si系もしくはAl−Mg−Si−Cu系合金からなり、板厚方向と直交する板表面、板厚方向と直交しかつ板表面から板厚の1/4の深さの面、板厚方向と直交しかつ板表面から板厚の1/2の深さの面の3つの面のうち、少なくとも一つ以上の面で、圧延幅方向に10mm、圧延方向に2mmにとった任意の領域を圧延幅方向に10等分に分割した同一面内での各分割領域における、成形加工が圧延幅方向を主ひずみ方向とする平面ひずみ変形であるとみなしたときの平均テイラー因子の最大値と最小値の差が、絶対値で1.0以内である、アルミニウム合金板。
(もっと読む)
コイル循環冷間圧延方法およびコイル循環冷間圧延設備

【課題】コイル循環冷間圧延方法およびコイル循環冷間圧延設備において、幅広い板厚範囲でも安定して巻き取りできる。
【解決手段】 設定板厚判定機能41は、圧延スケジュールから第1回パス終了後の板厚5.0mmを入力し、設定板厚4.0未満でないと判定し、グリップ方式巻取制御機能42に指令を出力する(ステップS41)。グリップ方式巻取制御機能42は、グリップ方式による制御を行う(ステップS42)。第N回パス終了後、ビルドアップコイル31の板厚が4.0mm未満(例えば、3.5mm)になると、設定板厚判定機能41は、圧延スケジュールから第N回パス終了後の板厚3.5mmを入力し、設定板厚4.0未満であると判定し、ベルトラッパ方式巻取制御機能43に指令を出力する(ステップS41)。ベルトラッパ方式巻取制御機能43は、ベルトラッパ方式による制御を行う(ステップS43)。
(もっと読む)
冷間圧延における圧延潤滑方法およびその装置
【課題】金属ストリップの冷間圧延において、ヒートスクラッチ及びスリップの発生を防ぐ冷間圧延における圧延潤滑方法を提供する。
【解決手段】冷間圧延における圧延潤滑方法おいて、冷間圧延機1の入側で金属ストリップSに循環供給される低濃度エマルション圧延潤滑油Lを供給しながら金属ストリップSを圧延する。低濃度エマルション圧延潤滑油Lの濃度よりも高い濃度のエマルション圧延潤滑油又は前記低濃度エマルション圧延潤滑油の原液Hを冷却媒体で冷却し、粉粒体状に固化して圧延機入側で金属ストリップSに供給する。
(もっと読む)
銅又は銅合金部材の製造方法とその部材並びに半導体パッケージ
【課題】本発明の目的は、表面粗さが低く、ロールスクラッチのない表面特性を有し、めっきの密着性に優れた銅又は銅合金部材の製造方法とその部材並びにこれをリードフレーム材として備える半導体パッケージを提供する。
【解決手段】本発明は、フィルムラッピング処理された算術平均粗さ(Ra)が0.02μm以上0.05μm未満である表面粗さを有するロールを用いて、圧下量を10〜50μmの範囲内で仕上げ圧延を行う銅又は銅合金部材の製造方法にあり、その製法によって得られ、材料表面に長さが50μm以上及び幅が3μm以上である突起状のロールスクラッチが存在しないこと、更に、材料表面の算術平均粗さ(Ra)が0.05μm以下及び最大高さ(Rz)が0.08μm以下である銅又は銅合金部材にある。
(もっと読む)
連続式冷間圧延機における圧延形状制御方法
【課題】連続式冷間圧延機によって厚さ0.3mm以下の薄物鋼帯を圧延するに際して、鋼帯先端部の形状不良(耳伸び)を的確に抑止することができる連続式冷間圧延機における圧延形状制御方法を提供する。
【解決手段】連続式冷間圧延機によって厚さ0.3mm以下の鋼帯を圧延する場合に、ワークロール31〜35を組替えた後、最終スタンドのワークロール35での圧延距離の増加に従って、最終スタンドのワークロールベンダー45のベンディング力を増加させる。
(もっと読む)
冷間圧延油及び冷間圧延方法
【課題】長期にわたる循環使用時の乳化安定性及び潤滑性に優れ、かつ圧延材の表面品質および作業環境の向上に寄与できる冷間圧延油を得るための冷間圧延油用添加剤を提供すること。
【解決手段】動植物油脂、鉱油及び合成エステルからなる群から選ばれる少なくとも1種類以上の基油と、窒素含有水溶性環状化合物と、油溶性脂肪族ジカルボン酸又は油溶性脂肪族ジカルボン酸誘導体と、式(a)で示される非イオン性界面活性剤を含有する鋼板用冷間圧延油。
R1−O−[(PO)x (EO)z(PO)y]−R2 - - - - - - (a)
(式中、R1及びR2は、脂肪酸残基を示し、POはオキシプロピレン基、EOはオキシエチレン基、x、yおよびzは平均付加モル数を示し、x+yは3〜30、zは10〜200、POとEOはそれぞれブロック状に付加しており、分子量が2000以上10000未満である)
(もっと読む)
帯鋼の冷間仕上圧延方法および冷間仕上圧延装置
【課題】板厚が2.5mm以下の帯鋼を、微少な表面疵を確実に生じることなく、所要の厚みに冷間仕上圧延する帯鋼の冷間仕上圧延方法、およびこれに用いる冷間仕上圧延装置を提供する。
【解決手段】板厚tが2.5mm以下の帯鋼s1に対し、1.0〜10%の圧下率により冷間仕上圧延を施す上下一対のワークロールw1,w2と、係るワークロールw1,w2の入側INにおける上記帯鋼s1のパスラインPSの上下に対向して配置した油含有冷却液W,wのノズル管(噴射手段)6,ノズル孔(噴射手段)9と、係るノズル管6,ノズル孔9におけるワークロールw1,w2側に隣接する位置において、帯鋼s1のパスラインPSの上下にそれぞれ配置した合成ゴム製の第1ワイパ2a,2bと、ワークロールw1,w2の出側OUTにおける冷間仕上圧延後の帯鋼s2のパスラインPSの上下にそれぞれ配置した合成ゴム製の第2ワイパ12a,12bと、を含む、帯鋼s1の冷間仕上圧延装置1。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性に優れるマグネシウム合金コイル材及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】マグネシウム合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材から切り取った反り量用試験片1を水平台100に載置したとき、試験片1の幅wに対する、両者1,100の隙間110における鉛直方向の最大距離hの割合が0.5%以下である。このコイル材は、マグネシウム合金を連続鋳造した鋳造材に圧延を施し、得られた圧延板に温間矯正加工を施し、得られた加工板を円筒状に巻き取るとき、巻き取り直前の温度を100℃以下にしてから巻き取ることで製造できる。巻き取り直前に十分に低温にすることで、巻き取り後の板状材は、巻回数が多い場合でも幅方向の反りが生じ難い上に、巻き取り径が小さい場合でも巻き癖がつき難く平坦性に優れる。
(もっと読む)
マグネシウム合金コイル材の製造方法
【課題】マグネシウム合金からなる長尺な圧延板を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の製造方法、マグネシウム合金用圧延装置、及びマグネシウム合金板を提供する。
【解決手段】繰出しドラム17に配置した素材コイル材を巻き戻して、素材板100の両縁部に切断手段12により切り込みを入れて製品領域部1と細帯部2とに区切り、製品領域部1の両側に細帯部2を沿わせた状態で圧延ロール11に導入して製品領域部1及び細帯部2に温間圧延を施す。圧延が施された製品領域部1(圧延板)及び細帯部2は、巻取りドラム18により同時に巻き取られて、長尺な圧延板が巻き取られてなるマグネシウム合金コイル材が得られる。細帯部2が製品領域部1の幅方向の展伸抑制材及び保温材として機能することで、圧延板の縁部の割れを抑制することができる。
(もっと読む)
鋼帯の誘導加熱方法
【課題】鋼帯の冷間圧延時に破断の発生原因となる耳割れが鋼帯のエッジ部に発生することをエマルジョンの温度をあらかじめ高くしたり誘導加熱装置の加熱量を高めに設定したりすることなく防止することのできる鋼帯の誘導加熱方法を提供する。
【解決手段】鋼帯2を冷間圧延する連続圧延ライン6の入側に配置された誘導加熱装置5により鋼帯2のエッジ部を誘導加熱するに際して、鋼帯2の圧延機入側厚さ、圧延機出側厚さ、圧延機出側速度および圧延機出側温度を測定した後、鋼帯2の圧延機噛み込み直前温度を圧延機入側厚さ、圧延機出側厚さ、圧延機出側速度および圧延機出側温度の各測定値と鋼帯2の冷間圧延条件とから求め、圧延機噛み込み直前温度が鋼帯2の延性/脆性遷移温度以上となるように誘導加熱装置5の出力を制御装置18でフィードバック制御して鋼帯2のエッジ部を誘導加熱する。
(もっと読む)
冷間圧延油及び冷間圧延方法
【課題】加水分解や重合などによる劣化を十分に防止できる冷間圧延油を提供すること。
【解決手段】ネオペンチル型ポリオールの脂肪酸エステルを全量に対して40重量%以上で含有し、該脂肪酸エステルを構成する全脂肪酸成分のうちポリエン系不飽和脂肪酸の含有量が10重量%以下であることを特徴とする冷間圧延油。
(もっと読む)
優れたプレス成形性を有するチタン板及びその製造方法
【課題】結晶粒粗大化や、不純物組成の制御を行わずに、αチタン板の成形性と面内異方性を同時に改善するプレス成形用のチタン板材の製造方法及びその製品を提供する。
【解決手段】ロール周速の異なる上下ロールを用いて異周速圧延により圧延を行い、その後、焼鈍する、プレス成形用の純チタン板材もしくは六方晶チタン合金板材の製造方法であって、上下ロールのロール周速比が1.3以上であることを特徴とするプレス成形用の純チタン板材もしくは六方晶チタン合金板材の製造方法、及び、その純チタン板材もしくは六方晶チタン合金板材。
【効果】集合組織制御の効果で、高強度を維持したまま、優れた室温成形性と面内異方性を示し、室温張出し成形性が高く要求されるプレート式熱交換器として利用できる。
(もっと読む)
冷間圧延方法
【課題】タンデム式冷間圧延において、ノッチ部を付与した鋼板の耳割れの発生を低減することができる冷間圧延方法を提供する。
【解決手段】先行材と後行材との接合部の幅方向両エッジ部の温度を、誘導加熱装置6によって300℃〜800℃の範囲に加熱することで、当該接合部にせん断加工によってノッチ部を形成したことにより生じる残留歪を回復させる。その後、冷間タンデム圧延機7の入側で噴射するクーラントによって、上記接合部の幅方向両エッジ部の温度を100℃以下まで冷却してから圧延する。これにより、鋼板中央部とエッジ部との温度差を低減し、鋼板の幅方向の変形抵抗差を抑えた状態で、鋼板Sを圧延することができる。
(もっと読む)
冷延鋼板の製造方法
【課題】鋼中の非金属介在物に起因する表面欠陥に対する品質管理を行うにあたり、歩留まりや生産性の低下の少ない冷延鋼板の製造方法を提供する。
【解決手段】欠陥検出装置により検出されるスラブ中に存在する非金属介在物の大きさおよびスラブ表面からの深さ方向位置と、前記スラブを冷延鋼板とした時に前記非金属介在物が表面欠陥となるかどうかとの関係を予め求めておき、前記欠陥検出装置によるスラブ中の非金属介在物の検出結果を基に品質管理を行う冷延鋼板の製造方法;ここで、非金属介在物の大きさとは非金属介在物のスラブ幅方向の最大長を、非金属介在物のスラブ表面からの深さ方向位置とはスラブ表面と非金属介在物表面との最短距離を表す。
(もっと読む)
洗浄性に優れたフェライト系ステンレス鋼板およびその製造方法
【課題】表面疵の発生を抑制でき、洗浄性に優れたフェライト系ステンレス鋼板を提供する。
【解決手段】フェライト系ステンレス鋼板は、0.05質量%以下のC、0.1〜2.0質量%のSi、0.1〜1.5質量%のMn、10〜32質量%のCr、0.03質量%以下のAlを含有し、残部がFeおよび不可避的不純物からなる。また、Si/Alの質量比を20以上となるよに調整する。さらに、鋼板に分散している非金属介在物が、MgOを10質量%以下、Al2O3を40質量%以下、Cr2O3を10質量%以下とし、残部がMn(O,S)およびSiO2となるように調整する。鋼板表面には、深さが0.5μm以上で開口面積が10μm2以上のマイクロピットが、10.0個/0.01mm2以下であり、かつ、開口部面積率1.0%以下にて分布している。
(もっと読む)
冷間圧延機における金属帯の破断防止方法
【課題】冷間圧延機における金属帯(鋼帯等)の絞り破断を的確に防止することができる冷間圧延機における破断防止方法を提供する。
【解決手段】第1−第2スタンド間差張力ΔT1を監視し、第1−第2スタンド間差張力ΔT1の振れ幅δΔT1が所定範囲外となった場合に、第1スタンド10のバックアップロール12の交換または/および第1スタンド10のエンタリングガイドロール30の交換を行うことによって、第1−第2スタンド間差張力ΔT1の振れ幅δΔT1を所定範囲内とし、第1スタンド10における鋼板(鋼帯)1の蛇行を抑止して、鋼板(鋼帯)1の絞り破断の発生を防止する。
(もっと読む)
鋼板の製造方法
【課題】ブリスターなどの表面欠陥が生じにくい高品質の鋼板を安定して製造することができる鋼板の製造方法を提供する。
【解決手段】各々1対の上部磁極と下部磁極を備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行うことによりスラブを鋳造し、このスラブを熱間圧延して熱延鋼板とし、この熱延鋼板を酸洗した後、冷間圧延するに際し、下記(1)式を満足するように、時間t又は/及び鋼板の最高表面温度Tを制御する。但し、Ho:酸洗終了直後の鋼板中の水素濃度(質量ppm)、Hc:冷間圧延条件により決まる、ブリスターによる表面品質不良が発生する冷間圧延直前の鋼板中の臨界水素濃度(質量ppm)、t:酸洗終了後、冷間圧延開始までの時間(秒)、T:酸洗終了後、冷間圧延開始前における鋼板の最高表面温度(K)である。
Hc/Ho> exp{−0.002×(T+t/100)} …(1)
(もっと読む)
板圧延機、タンデム式板圧延機及び板圧延方法
【課題】ワークの板厚分布不良を低減でき、エッジドロップの局部制御が可能な板圧延機、タンデム式板圧延機及び板圧延方法の提供。
【解決手段】軸方向一方側において漸次縮径するテーパー部を備えると共に軸方向にシフト可能なワークロールと、上記ワークロールと径方向側で隣接し、軸方向の上記テーパー部とは他方側に、軸方向のどのシフト位置でもバックアップロールと接しないように縮径されている延長バレル部を備えると共に、上記延長バレル部に寄った位置に凸中心を置いて径方向に膨出する膨出部を備えて、軸方向にシフト可能な中間ロールと、を備える板圧延機を採用する。
(もっと読む)
太陽電池基板材用ステンレス鋼板およびその製造方法
【課題】成膜性が良好な太陽電池基板材用ステンレス鋼板を提供する。
【解決手段】鋼板表面は、表面粗さパラメータの十点平均粗さRzが0.3μm以下であり、かつ、高さ方向の特徴平均パラメータRskが0.7未満である。RzおよびRskを規定することにより、成膜性を悪化させる鋼板表面の凹凸を制御できるので、成膜性を向上できる。また、このような太陽電池基板材用ステンレス鋼板を製造する際には、調質圧延までに行う冷間圧延の総圧延率が70%以上となるように圧延する。また、仕上焼鈍前に行う冷間圧延において、圧延率が30%以上であり、かつ、最終パスにて粗さRaが0.4μm以下の圧延ロールを用いて圧延する。このように製造することにより、マイクロクラックの発生を抑制でき、Rzが0.3μm以下でRskが0.7未満の平滑な鋼板表面である太陽電池基板材用ステンレス鋼板を容易に製造できる。
(もっと読む)
αアルミナを得るために熱処理されたアルミニウムシートと、接合圧延により表面に埋め込まれる、凹凸を表面に有する他のシートとを具備する金属集成体の製造方法
41 - 60 / 343
[ Back to top ]