
Fターム[4E002AD05]の内容
Fターム[4E002AD05]に分類される特許
121 - 140 / 343
高強度容器用鋼板およびその製造方法
【課題】500MPa以上の硬さを有し、かつ、加工性に優れた容器用鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.001〜0.10%、Si:0.04%以下、Mn:0.1〜1.2%、S:0.10%以下、Al:0.001〜0.100%、N:0.10%以下、P: 0.007〜0.100%を含有し、残部がFeおよび不可避的不純物からなる鋼を、仕上げ温度(熱間圧延終了温度):(Ar3変態点温度-30)℃以上、巻き取り温度:400〜750℃で熱間圧延し、酸洗、冷間圧延を行った後、連続焼鈍を行い、次いで、圧下率:10%以上20%未満で2回目の冷間圧延を行い、引張強度が500MPa以上、板幅方向と圧延方向の耐力差が40MPa以下の高強度容器用鋼板が得られる。
(もっと読む)
断熱鋼板及び金属製真空二重容器
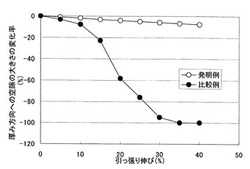
【課題】 金属製真空二重容器の製造に用いることのできる、又は、引っ張り変形を伴う加工用途に用いることのできる、断熱性に優れかつ加工性に優れる断熱鋼板及びその製造方法、断熱性に優れる金属製真空二重容器を提供する。
【解決手段】 鋼板厚みをtとし、鋼板面の表面から1/7tの間に孤立した空隙を有し、1/7t〜1/2tの間においてαFe相の鋼板面に対する{222}面集積度が20〜99%である断熱鋼板である。この断熱鋼板を材料として成形加工した場合にも空隙がつぶれることがない。よって、成形加工しても断熱性が確保され、特に金属製真空二重容器の素材として用いたときに良好な断熱性を有する金属製真空二重容器を形成することができる。
(もっと読む)
鋼板

【課題】打ち抜き加工性と耐腐食性の両方に優れ、バリを除去する面取り加工処理を省略できる、優れた打ち抜き加工性が得られるレベルに達する鋼板を提供する。
【解決手段】αFe相から構成される鋼板であって、αFe相の、鋼板面に対する{222}面集積度Sが20%以上99%以下、または、鋼板面に対する{200}面集積度Pが0.01%以上20%以下の一方又は両方であり、鋼板面の表面から1/8厚さまでの間のAl濃度の最大値をA1/8t(質量%)とし、1/8厚さから1/2厚さまでの間のAl濃度の最小値をA1/2t(質量%)とし、A1/8tとA1/2tの濃度差をΔA=A1/8t−A1/2tとすると、A1/8tが0.5質量%以上10質量%以下であり、ΔAが0.3質量%超であることを特徴とする鋼板である。
(もっと読む)
高疲労寿命焼入れ・焼戻し鋼管およびその製造方法
【課題】素材コストおよび製造コストの増大を抑えなが、高強度化と疲労寿命の一層の向上を図った鋼管であって、特に軽量化が求められる機械構造部材に適した鋼管を提供する。
【解決手段】質量%で、C:0.1〜0.4%、Si:0.5〜1.5%、Mn:0.3〜2%、P:0.02%以下、S:0.01%以下、Cr:0.1〜2%、Ti:0.01〜0.1%、Nb:0.01〜0.1%、Al:0.1%以下、B:0.0005〜0.01%、N:0.01%以下であり、必要に応じてNi:0.5%以下、Ca:0.02%以下、Mo:0.5%以下、V:0.5%以下の1種以上を含有し、残部Feおよび不可避的不純物の組成を有し、鋼管長手方向となる方向に対し直角方向(C方向)の表面粗さRaが0.5μm以下である平滑化表面を少なくとも片面に有する素材鋼板を、その平滑化表面が鋼管の内面になるように溶接造管したのち焼入れ・焼戻し処理して得られる高疲労寿命鋼管。
(もっと読む)
高強度鋼管およびその製造方法
【課題】強度レベルが高く、かつ衝撃曲げ靭性に優れた溶接鋼管を、安価な手法により提供する。
【解決手段】質量%で、C:0.01〜0.2%、Si:1.5%以下、Mn:2%以下、P:0.05%以下、S:0.02%以下、酸可溶Al:0.005〜0.1%であり、必要に応じてさらにTi:0.15%以下、Nb:0.15%以下、Ni:1%以下、Cr:1%以下、Mo:0.3%以下、V:0.3%以下、Zr:0.3%以下の1種以上を含有し、残部Feおよび不可避的不純物からなる組成を有し、フェライト結晶粒展伸度が5.0以上の繊維状組織を有する未焼鈍冷延鋼板を圧延方向が長手方向となるように溶接造管してなる引張強さ980N/mm2以上の高強度鋼管。
(もっと読む)
ステンレス鋼または高炭素鋼の冷間圧延方法
【課題】水系の潤滑剤を用いてステンレス鋼や高炭素鋼などの金属帯を高速圧延する場合に、均一な表面光沢を得ることができる冷間圧延方法を提供する。
【解決手段】ステンレス鋼や高炭素鋼の冷間圧延に際し、ワークロールとして、ロール径が150mm以下のクロムめっきロールを用いると共に、クーラントとして、水溶液中に重量平均分子量が500〜4000のポリアルキレングリコールを1〜15質量%含有し、かつ当該水溶液の曇点が30〜65℃を満足するものを使用する。
(もっと読む)
複合粗面化鋼板およびその製造法
【課題】ステンレス鋼ではない普通鋼や特殊鋼の鋼板において、接着剤や塗料との密着性に優れた粗面化鋼板を提供する。
【解決手段】質量%で、C:0.10〜0.38%、Si:0.35%以下、Mn:0.30〜0.90%、P:0.030%以下、S:0.035%以下、残部Feおよび不可避的不純物の組成を有する鋼板の表面に、ダルロール圧延による第1の凹凸と、その凹凸の上にエッチングによるピッチの小さい第2の凹凸を形成して、圧延方向に測定した中心線平均粗さRaを0.6〜1.5μm、最大高さRyを5.0〜15.0μmとした複合粗面化鋼板。この複合粗面化鋼板は、上記組成の鋼板にダルロール圧延を施して圧延方向に測定した中心線平均粗さRaが0.4μm以上の第1の凹凸を形成した後、塩酸水溶液に浸漬して前記第1の凹凸の上にピッチの小さい第2の凹凸を形成する手法によって製造できる。
(もっと読む)
パッケージング用ストリップの製造方法
【課題】パッケージング手段の製造業者に付加的な製造段階を要求することなく、装飾要素または識別要素をストリップに容易にエンボス加工できる、パッケージング用の個性化ストリップの製造方法を提供することにある。
【解決手段】本発明は、パッケージング用、特に缶、缶リッドまたは缶クロージャ用のアルミニウムまたはアルミニウム合金からなるストリップの製造方法に関する。パッケージング用の個性化されたアルミニウムストリップの製造方法を提供する本発明の目的は、装飾要素または他の識別要素を冷間圧延の最終圧延パスでストリップにエンボス加工し、かつ装飾要素および識別要素の領域のストリップ厚さを、残りの領域のストリップ厚さより大きくすることにより達成される。
(もっと読む)
冷間圧延用圧延油および冷間圧延方法
【課題】冷間圧延における潤滑性を向上させ、焼付きやチャタリング等の表面欠陥を防止しながら、ワークロールの摩耗を低減させるための冷間圧延用圧延油を提供する。
【解決手段】基油および界面活性剤と、平均粒子径が0.01〜0.5μmの固体粒子とを含有させる。
(もっと読む)
ステンレス鋼または高炭素鋼の冷間圧延方法
【課題】水系の潤滑剤を用いてステンレス鋼や高炭素鋼などの金属帯を高速圧延する場合に、均一な表面光沢を得ることができる冷間圧延方法を提供する。
【解決手段】ステンレス鋼や高炭素鋼の冷間圧延に際し、ワークロールとしてロール径が150mm以下のものを用いると共に、クーラントとして、重量平均分子量が500〜4000のポリアルキレングリコール:1〜15質量%および炭素数が18〜22の脂肪酸のアミン塩:1〜8質量%を含有する水溶液を使用する。
(もっと読む)
冷延鋼板およびその製造方法
【課題】クラッチプレートやリング、クラッチディスク等に用いて好適な、高い硬度を備え、また打ち抜き加工時における端面性状および温度上昇時における平坦度に優れた冷延鋼板を提供する。
【解決手段】質量%で、C:0.01〜0.15%、Si:0.03%以下、Mn:0.10〜0.70%、P:0.025%以下、S:0.025%以下、Al:0.01〜0.05%およびN:0.008%以下を含有し、かつこれらの成分が、(C%)+0.15×(Mn%)+0.85×(P%)≧0.21の関係を満足し、残部はFeおよび不可避的不純物の組成にすると共に、フェライト平均粒径が2〜10μmで、未再結晶率が25%以上90%以下の部分再結晶組織とすることにより、硬度をロックウェル硬さHRBで83以上とする。
(もっと読む)
圧延金属帯板の製造方法及び該圧延金属帯板を用いた金属帯板材料の製造方法
【課題】 既存の設備で超微細結晶粒を有する金属帯板材料を工業的規模で生産するのに適した圧延金属帯板を製造する。
【解決手段】 冷間圧延により第1のコイル状金属帯板3から第2のコイル状金属帯板9を製造する第1の圧延工程と、第2のコイル状金属帯板9から第3のコイル状金属帯板15を製造する第2の圧延工程とを実施し、第1の圧延工程における冷間圧下率並びに第2の圧延工程における金属帯板7の枚数及び冷間圧下率を、第3のコイル状金属帯板15の圧延相当ひずみが3.8以上になるように定めて、第3のコイル状金属帯板15を圧延金属帯板とする。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
冷延鋼板の製造方法
【課題】耳伸びや、腹伸びなどの平坦度不良を抑制するとともに、鋼板全面に発生する微小な凹凸による形状不良についても有効に抑制することができる、仕上げ厚みが0.2mm以下の冷延鋼板の製造方法を提供することにある。
【解決手段】最終仕上圧延パス中に、前記鋼板1の降伏強度に対して10%以上の強度に相当する圧延張力を、最終の前記ワークロール11の出側から付与して行うことを特徴とする。
(もっと読む)
平面性が優れたアルミニウム条材の製造方法
【課題】製品2条分以上の条材幅で圧延した後に製品幅に分割し、アルミニウム条材をコイル状に巻き取るアルミニウム条材の製造方法において、コイル状のアルミニウム条材から、製品を製造する際の製造作業効率を向上させるために、コイル張力を高くしても、平面性の劣化が生じることを防止できる平面性が優れたアルミニウム条材の製造方法を提供する。
【解決手段】熱間圧延後のアルミニウム条材を第1冷間圧延し、製品幅の2倍以上の幅を有する広幅条材を得、その後、条材をその長手方向に切断して幅方向に複数個の小幅条材に分割し、更に分割後の小幅条材を第2冷間圧延する。その後、トリミング及び矯正を行う。
(もっと読む)
圧延方法
【課題】9個以上の分割ロールが配備されている知能圧延機を用いて比較的板幅の狭い圧延材を圧延する場合に耳波形状不良を発生させない圧延方法を提供すること。
【解決手段】少なくとも上下いずれか一方のロールアセンブリが軸方向に9以上の分割ロールに分割された分割補強ロールによって作業ロールを支持する機構で、各々の分割ロールが荷重検出装置と圧下機構を備える板圧延機を用いた圧延方法であって、圧延方向から見て圧延材の板幅をカバーする範囲に位置する分割ロールからなる接触ロール群は作業ロールと接触させ、残りの分割ロールの一部または全部については作業ロールと非接触状態にして圧延することを特徴とする圧延方法。
(もっと読む)
冷間圧延ロールの冷却方法および鋼板の冷間圧延方法ならびに冷間圧延ロールの冷却装置
【課題】循環給油方式の冷間タンデム圧延機100にて鋼板1を冷間圧延するに際し、循環使用されるエマルション圧延油19,20の性状を安定させることで、サーマルクラウンの成長に伴ってロール2の輪郭の胴長方向分布(プロフィール)が経時変化するのを抑制し、圧延後の鋼板の形状が乱れるのを防止するとともに、スカムの凝集固化に伴う配管やノズルの閉塞も防止する。
【解決手段】エマルション圧延油19,20の流動点を5℃以下とする。好ましくは第1のエマルション圧延油19の供給配管7から分岐して、第2のエマルション圧延油20を、冷却手段14を介して供給し、さらに好ましくは鉄粉濃度制御手段13を介して供給する。
(もっと読む)
金属箔材の製造方法
【課題】 エンボス圧延ロールのエンボス金型における凹状の立体的パターンの空間内が圧延油の充満に因って塞がれた状態となることを回避すると共に、金属箔材のエンボス金型への固着を回避して、エンボス金型における凹状の立体的パターンを転写してなる凸状のパターンを確実かつ正確に形成する。
【解決手段】 エンボス圧延プロセスに先立って、圧延油8がエンボス圧延ロールであるワークロール1のエンボス金型における凹状の立体的パターン10の空間内に所定量を超えて充満することなく、かつ金属箔材5がエンボス金型に固着することのないように、金属箔材5の表面上における圧延油8の被膜圧延油量を調節して、金属箔材5の表面に圧延油8aを塗油した状態としておき、その後、ワークロール1を回転させながら金属箔材5の表面に押圧することで、金属箔材5の表面にエンボス金型の凹状の立体的パターン10を転写してなる凸状のパターン9を含んだエンボスパターンを形成する。
(もっと読む)
金属加工油剤組成物、金属加工方法及び金属加工品
【課題】高速圧延時の潤滑性を損ねることなく、圧延後の鋼板表面に発生する油焼けと言われている変色を効果的に軽減ないし防止する水溶性金属加工油剤組成物を提供すること。
【解決手段】(A)コハク酸の炭素数10〜20の炭化水素置換体0.5〜30質量%、(B)コハク酸の炭素数50〜90の炭化水素置換体0.5〜10質量%、(C)リン脂質1〜30質量%、及び(D)基油30〜98質量%を含む金属加工油剤組成物において、(B)コハク酸の炭素数50〜90の炭化水素置換体の配合量に対する(A)コハク酸の炭素数10〜20の炭化水素置換体の配合量が1〜3倍であることを特徴とする金属加工油剤組成物。
(もっと読む)
鋼帯の調質圧延方法
【課題】転写率を高めることができる鋼帯の調質圧延方法を提供する。
【解決手段】上下一対のワークロール2を備えた1以上の圧延スタンドからなる調質圧延機を用い、前記上下のワークロール2の周速度を、目標伸び率以上の異速率で変えて無潤滑で調質圧延を行うことを特徴とする鋼帯の調質圧延方法。無潤滑圧延では、ワークロール2と鋼帯1の間で相対的な滑りが起こらないため、異周速圧延を行うと、圧延荷重を変えることなく、すなわちワークロールと鋼帯の焼付きを起こさずに転写率を高めることができる。
(もっと読む)
121 - 140 / 343
[ Back to top ]