
Fターム[4E002AD05]の内容
Fターム[4E002AD05]に分類される特許
141 - 160 / 343
打ち抜き加工性に優れたマルテンサイト系ステンレス鋼板の製造方法

【課題】ディスクブレーキ用素材として用いられることの多いマルテンサイト系ステンレス鋼板として、優れた打ち抜き加工性を有するものを製造でき、しかも、製造途中の冷間圧延の段階で、所望の硬さに調整することができる、打ち抜き加工性に優れたマルテンサイト系ステンレス鋼板の製造方法を提供する。
【解決手段】質量%で、C+N:0.04%超〜0.10%、Si:0.5%以下、Mn:0.5〜2.5%、Cr:10.0%超〜14.5%を含有する鋼素材を熱間圧延し、焼鈍し、次いで、硬さを測定し、該測定した硬さをもとに決まる圧下率で冷間圧延する。
(もっと読む)
冷間タンデム圧延機の停止方法およびそれを用いた金属帯の製造方法

【課題】冷間タンデム圧延機104の停止制御において、ワークロール40で噛んだまま停止することを予定している被圧延材8の部分が、微小往復圧延されて、他の部分に比べ、2回以上多く圧延され、同部分がそれだけ過薄になって、冷間タンデム圧延機104が圧延再開する際などに、作用する張力により破断するのを防止する。
【解決手段】冷間タンデム圧延機104を構成する各圧延機のうち、最も遅く運転指令をオフすべき回転速度に達した圧延機に合わせて、全圧延機について、運転指令をオフするようにするとともに、運転指令をオフしたタイミング以降、全圧延機とも、ワークロールを回転駆動する電動機に供給する電流を、ゼロになるタイミングが同じになるように漸減する。
(もっと読む)
冷延鋼板の製造方法
【課題】被圧延材に複数のスタンドを有する冷間タンデム圧延機を用いた冷間圧延を行って冷延鋼板を製造する際に、ヒートスクラッチの発生を、生産性を損なうことなく確実かつ簡便に防止する。
【解決手段】冷間圧延を開始する前に、ドラフトスケジュール(各スタンド1〜5の圧延荷重、ロールギャップ及び圧延速度)に基づいて各スタンド1〜5それぞれによる冷間圧延の際の被圧延材6の温度を予測し、予測した被圧延材6の温度のうちでヒートスクラッチ発生限界温度超の温度となるものが存在する場合には、ドラフトスケジュールのうちの圧延速度を、予測する各スタンド1〜5全ての被圧延材6の温度をヒートスクラッチ発生限界温度以下の温度とする圧延速度に低下して修正し、修正した圧延速度にしたがって冷間圧延を開始する。
(もっと読む)
圧延設備用溶接機、圧延設備および圧延方法
【課題】 板圧延に使用する最適な溶接機等を提供するとともに、リーダー片の溶接とその後の分離等に関連して板圧延に最も有利な手順を含む圧延方法を提供する。
【解決手段】 圧延設備用溶接機10は、パスラインの下に設けたバックバーとパスラインの上に設けた溶接ガンとによってシリーズ溶接を行い、複数点を同時に溶接するものである。発明の方法では、出側巻取機4に保持させたリーダー片Lと圧延板Aの先端部とを点溶接機10によってつなぎ、圧延板Aの圧延を、入側巻取機3に向かう偶数パスで仕上げる。
(もっと読む)
熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法、それにより製造されたストリップ、及びそのような被覆ストリップの使用
本発明は、熱機械的成形に適したテーラードブランクを製造するための被覆鋼ストリップの製造方法に関する。本発明により、本方法は、下記の工程:・熱間圧延された鋼ストリップを用意する工程、・ストリップを金属被覆で被覆する工程、・このストリップからテーラーロールドブランク(TRB)を切断できるように、複数の厚肉部及び複数の薄肉部を少なくとも有することでその長さ方向においてストリップの厚さが変化するようにストリップを冷間圧延する工程を含んでなる。本発明は、このようにして製造されたストリップ及びそのような鋼ストリップの使用にも関する。 (もっと読む)
方向性電磁鋼板用熱間圧延鋼帯の製造方法および方向性電磁鋼板の製造方法
【課題】方向性電磁鋼板用スラブを熱間圧延する際に生じる耳割れや表面割れを防止し、歩留り良く方向性電磁鋼板用熱間圧延鋼帯を製造する方法を提供する。
【解決手段】Cを0.01〜0.08質量%,Siを2.5〜4.1質量%含有する方向性電磁鋼板用スラブをガス加熱炉にて1000〜1250℃に加熱した後、少なくとも方向性電磁鋼板用スラブのコーナー部に接触する部位が鉛直線に対して30〜60°の傾斜をなすカリバーロールで減面率2〜15%にて幅圧下圧延を行ない、さらに誘導加熱炉にて1250〜1450℃に加熱し、次いで粗圧延および仕上げ圧延を行なう。
(もっと読む)
ろう付によって製造される高強度自動車熱交換器用部材に用いられる、耐エロージョン性に優れた自動車熱交換器用高強度アルミニウム合金材の製造方法
【課題】高いろう付後の強度及び優れた犠牲陽極効果を有する、ろう付によって製造される高強度自動車熱交換器用部材に用いられる、耐エロージョン性に優れた自動車熱交換器用高強度アルミニウム合金材の製造方法を提供する。
【解決手段】質量%で、Si:0.3%以上1.2%以下、Fe:0.05%以上0.7%未満、Mn:0.8%超2.0%以下、Zn:0.5%以上4.0%以下を含有し、残部Alと不可避不純物からなるアルミニウム合金溶湯を、連続鋳造圧延法によって板厚2〜12mmの板材に鋳造した後、直ちにコイル状に巻回する製造方法であり、前記コイル状に巻回される直前のアルミニウム合金材の温度を530℃以下とし、前記コイル状に巻回したアルミニウム合金材を15℃/hr以上の平均冷却速度で冷却した後、少なくとも2回以上の冷間圧延、及び、少なくとも2回以上の焼鈍を行うことにより、0.1mm以下の最終板厚とする。
(もっと読む)
鋼帯の圧延方法および高張力冷延鋼帯の製造方法
【課題】980MPa以上の引張強度を有する高張力冷延鋼帯に対して、大掛かりな設備や煩雑な管理を必要とすることなく、調質圧延による形状矯正の負荷を増大させることなく、所定の平坦度及び表面平均粗さを鋼帯に付与し得る鋼帯の圧延方法および高張力冷延鋼帯の製造方法、特に、平坦度と耐型かじり性に優れる高張力冷延鋼帯の製造方法を提供する。
【解決手段】冷間圧延後の鋼帯表面の平均粗さRaが0.5μm以上2.0μm未満の範囲となるように冷間圧延を施した後、表面平均粗さRaが3.0μm以上10.0μm以下の範囲のワークロールを備えた1以上の圧延スタンドからなる調質圧延設備を用いて、調質圧延後の鋼帯表面の平均粗さRaが、調質圧延前と比較して1.0μm以上増加するように調質圧延を施す。
(もっと読む)
プレス成形性に優れた高張力金属ストリップの製造方法
【課題】冷間タンデム圧延機を用いた第1スタンド入側の0.2%耐力が390MPa以上の高張力金属ストリップの製造において、板形状およびプレス成形性に優れた高張力金属ストリップを低コストで効率的に製造することを可能とする。
【解決手段】最終圧延スタンド直前の圧延スタンドのワークロールの表面粗度を2.4μmRa以上6.0μmRa以下、それ以外の圧延スタンドのワークロールの表面粗度を0.2μmRa以上0.9μmRa以下とし、かつ、該最終圧延スタンドの圧下率を1%以上10%以下および該最終圧延スタンド直前の圧延スタンドの圧下率を1%以上6%以下とすることを特徴とするプレス成形性に優れた高張力金属ストリップの製造方法。前記冷間タンデム圧延のあと、連続焼鈍設備において熱処理を施し、その後調質圧延またはテンションレベラーによる矯正を施しても良い。
(もっと読む)
調質圧延時の圧延安定性を高めた鋼板の冷間圧延方法、冷間圧延設備、及びその方法に使用する冷延鋼板
【課題】湿式調質圧延におけるジャンピングの問題を解消して、幅広い圧延率で調質圧延を可能として、硬度、伸び、引張り強さなどの材質の異なる缶用めっき鋼板を造り分けることを可能とするとともに、種々の表面状態の鋼板を造り分けることをも可能とする圧延方法などを提供すること。
【解決手段】鋼板をタンデム冷間圧延あるいはリバース冷間圧延の後、湿式調質圧延する際、最終の冷間圧延の圧延に、ロール表面に、直径60〜250μm、深さ2〜250μm、穴の周囲の盛り上がり部の高さ5μm以下の微細な穴が、ピッチ80〜1500μmで多数形成された圧延ロールを用いることにより、その後の湿式調質圧延時の圧延安定性を高めるようにした。
(もっと読む)
圧延方向に板厚がテーパ状に変化する片面テーパ鋼板の製造方法
【課題】圧延工程のみで薄板かつ高段差の場合にも圧延方向に板厚がテーパ状に変化する片面テーパ鋼板を製造する。素材がめっき鋼板であっても片面が健全なめっき層で覆われているテーパ鋼板を製造する。
【解決手段】必要に応じてめっき層を設けた2枚の同一寸法の板材を重ねて同時に圧延した後2枚の板材を分離する重ね板圧延を行う祭、ロールギャップを圧延方向に連続的に変化させることにより重ね面がフラットとなる片面テーパ鋼板を製造する。
(もっと読む)
電子部品用チタン銅及びこれを用いた電子部品
【課題】コネクタ等の部品にプレス加工後、そのままでも使えるが、さらに強いばね性が必要な場合、プレス加工後に低温での熱処理を加えることでばね性が顕著に向上する銅合金を提供する。
【解決手段】Tiを2.0〜4.0質量%及びFe、Co、Ni、Si、Cr、V、Nb、Zr、B、Pの中から1種以上を合計0.05〜0.50質量%含有する銅基合金において、他の不純物元素が合計で0.050質量%以下であり、CとOの含有量が共に0.010質量%以下であり、平均結晶粒径が3〜10μmである電子部品用銅合金。
(もっと読む)
耐型かじり性に優れた高張力冷延鋼板およびその製造方法
【課題】連続してプレス成形を行っても、型かじりの発生を確実に抑制できるTSが340MPa以上の高張力冷延鋼板、およびその製造方法を提供する。
【解決手段】粗さ断面曲線のろ波うねり曲線からの乖離が±2μm以下の平坦部と、ろ波うねり曲線からの最大深さが10μm以上50μm以下の凹部とからなり、凹部の平均面積が0.01mm2超え0.2mm2以下、凹部の面積率が5%以上20%未満である幾何学形状の表面を有することを特徴とする耐型かじり性に優れた高張力冷延鋼板。
(もっと読む)
表面性状の良好な深絞り用鋼板およびその製造方法
【課題】表面性状、成形性、深絞り性がともに優れた鋼板を提供する。
【解決手段】Ti脱酸により巨大クラスター状介在物の生成を抑制して鋼板の表面性状を改善するとともに、介在物を微細分散化することにより、冷延−焼鈍時の粒成長性を制御して平均r値ならびに強度伸びバランスを改善する。例えば、極低炭素鋼で、0.001%≦Sb≦0.02%を含み、非酸化物Ti(Ti*)を(C/12)≦(Ti*/48)−(N/14+S/32)≦10(C/12)を満足するように含有し、Ca、金属REMのいずれか1種または2種以上を合計で0.0005%以上、Alを%Ti/%Al≧5またはAl≦0.010%かつ%Ti/%Al<5を満たす範囲で含有する。鋼中の介在物は、2〜5μmの介在物が500個/100mm2以上、20μm以上の介在物が10個/100mm2以下で、かつ、介在物中のTi酸化物の含有量の割合が60%以上である。
(もっと読む)
金属板の冷間圧延方法
【課題】高強度鋼板の冷間圧延において必要とされる良好な潤滑性を確保しつつ、軟質な鋼板に対しては潤滑過多を防止して、広い強度範囲の鋼板に対して安定した圧延を可能とすると共に、圧延油原単位の悪化を防止する。
【解決手段】圧延機の各圧延スタンドに、循環使用される第1のエマルション圧延油を供給し、さらに、少なくとも一つの圧延スタンドの入側に、第1のエマルション圧延油とは異なる濃度の第2のエマルション圧延油を別系統により供給する金属板の冷間圧延方法であって、第1のエマルション圧延油の濃度が目標圧延油濃度よりも低い場合には、第2のエマルション圧延油として、第1のエマルション圧延油よりも高濃度の圧延油を供給し、第1のエマルション圧延油の濃度が前記目標圧延油濃度よりも高い場合には、第2のエマルション圧延油として、第1のエマルション圧延油よりも低濃度の圧延油を供給する。
(もっと読む)
被圧延材の温度予測方法および圧延方法ならびに被圧延材の温度予測システムおよび圧延システム
【課題】 被圧延材を複数パスにわたって各パスでは圧延スタンドの前後で冷却媒体により冷却しながら冷間圧延する際の被圧延材の温度を精度よく予測する。
【解決手段】 各回のパス毎に圧延スタンド2へ装入される被圧延材1の温度を入側温度T1として、初回のパスでは実測温度、2回以降のパスでは前回のパスで予測する出側温度を設定し、圧延加工される直前のミル前温度T2を入側温度T1および被圧延材1から冷却媒体3への熱伝達に基づいて予測する。次に、圧延加工直後の加工後温度T3を、ミル前温度T2、ミルモーターの出力、単位時間当たりの被圧延材1の熱容量、および仕事の熱当量に基づいて予測する。さらに、圧延スタンド2から排出されるときの出側温度T4を、加工後温度T3および被圧延材1から冷却媒体3への熱伝達に基づいて予測する。
(もっと読む)
省熱延型アルミニウム合金板およびその製造方法
【課題】熱間圧延を省略して製造しても従来の製品と同等程度以上の各種特性が確保できるアルミニウム合金板の提供を基本的な課題とし、冷間圧延板として使用されるアルミニウム合金板については、その特性のうち、耐軟化性をより向上させること、また、焼鈍板として使用されるアルミニウム合金板については、その特性のうち、成形加工時の塑性異方性をより低減させること、また、これらの省熱延形アルミニウム合金板の効果的な製造方法の提供。
【解決手段】Fe:0.1〜2.5%およびSi:0.01〜0.5%を含有し、残部がAlおよび不可避の不純物であり、かつ固溶Feの量が200ppm以上であって、熱間圧延されないで冷間圧延された省熱延形アルミニウム合金板および均質化熱処理および熱間圧延をおこなうことなく冷間圧延・最終焼鈍する省熱延形アルミニウム合金板の製造方法。
(もっと読む)
被覆鋼帯のフレキシブルロール圧延のための方法
本発明は、板金部材を製造するための方法であって、熱延又は冷延鋼帯が溶融浸漬めっき又は電解めっきされ、めっきされた熱延又は冷延鋼帯はフレキシブルロール圧延処理され、フレキシブルロール圧延処理中、異なるロール圧力によって、鋼帯が肉厚の異なる板金となるようにフレキシブルロール圧延され、めっき時に、前記フレキシブルロール圧延後の板金肉厚に対応して、また、前記フレキシブルロール圧延時のロール圧力に対応して、異なる厚さのめっき層が形成され、その際、ロール圧力に応じ、ロール圧力の高まりが予測されると、めっき層厚さを厚く形成する処理、又は前記めっき層に対して、前フレキシブルロール圧延の前又は後に所望の放射率又は熱吸収率を付与するための機械的又は化学的表面処理、あるいはその両方の処理が施される。 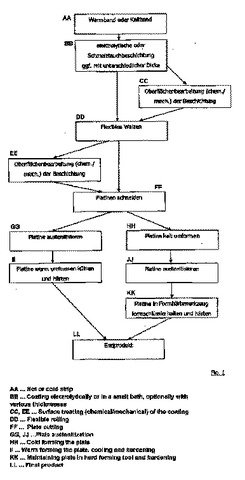 (もっと読む)
(もっと読む)
冷間圧延方法および冷間圧延装置
【課題】ストリップやロールバイトへの圧延油原液の供給効率に優れ、潤滑不足は勿論のこと、作業環境の悪化を招くことのない冷間圧延方法を提供する。
【解決手段】圧延油原液を圧延スタンド入側に供給するに際し、主ノズルから、圧延油原液をストリップまたはロールバイト入側にミスト状で噴射すると同時に、該主ノズルの外側に設けられた副ノズルから、該ミスト状の圧延油原液を周囲の大気と遮断するための圧縮気体を噴射する。
(もっと読む)
金属板の冷間圧延方法及び冷間タンデム圧延機
【課題】高強度鋼板を冷間圧延する場合においても必要とされる良好な潤滑性を確保しつつ、循環系のエマルション圧延油の濃度上昇を抑制して、広い強度範囲の鋼板に対しても圧延負荷を増加させることなく安定した圧延を可能とすると共に、全体として圧延油原単位の悪化を防止する。
【解決手段】冷間圧延前の0.2%耐力が220MPa以上の金属板を循環給油方式の冷間タンデム圧延機により圧延する金属板の冷間圧延方法であって、冷間タンデム圧延機の各圧延スタンドに設けた第1の圧延油供給手段により、循環使用される第1のエマルション圧延油を供給し、さらに、少なくとも一つの圧延スタンドの入側に設けた第2の圧延油供給手段により、別々に供給された圧延油原液と希釈水とを所定の濃度となるように混合して第2のエマルション圧延油とし、この所定濃度に調整した第2のエマルション圧延油を直ちに金属板へ供給する。
(もっと読む)
141 - 160 / 343
[ Back to top ]