
Fターム[4E024CC01]の内容
Fターム[4E024CC01]に分類される特許
81 - 100 / 208
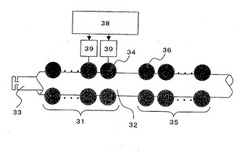
継目無管の圧延装置および圧延制御方法
【課題】内面工具を用いずに管の外径を調整する絞り圧延機等の出側において偏肉の小さい管を製造することができる継ぎ目無し管の圧延装置および圧延制御方法を提供する。
【解決手段】複数の孔型ロールスタンドを有し、前記孔型ロールスタンドが形成するロール孔型配列内にマンドレルバー33が配置され、管を圧延するマンドレルミル31と、該マンドレルミルの下流に直列配置され、前記マンドレルバーから前記管を引き抜くためのエキストラクタまたは前記管の外径を調整する圧延機35と、前記マンドレルミルの出側の前記管に付与する偏肉量を計算し、計算した偏肉量に基づいて前記マンドレルミルのロールギャップを調整する圧延制御装置とを備えることを特徴とする継目無管の圧延装置。
(もっと読む)
圧延条件演算装置および該方法ならびに圧延システム

【課題】本発明は、パススケジュールテーブル(圧延条件テーブル)のメンテナンス性の向上を図ることができる圧延条件演算装置、該方法および圧延システムを提供する。
【解決手段】本発明では、圧延装置1の圧延条件を設定するための圧延条件パラメータを、圧延装置1によって製造される製品の品種に応じて区切った複数の層別についてそれぞれ演算する圧延条件演算装置2であって、圧延装置1における複数の実績データに基づいて自己組織化マップ法を用いることによって、複数の実績データを代表する所定数の代表パターンを求める代表パターン演算部221と、代表パターン演算部221で求めた各代表パターンに基づいて、複数の層別における各圧延条件パラメータをそれぞれ求める圧延条件演算部222とを備える。
(もっと読む)
タンデム圧延装置の板厚張力制御方法及び板厚張力制御装置
【課題】圧延装置の板厚・張力制御において、圧延速度が変動しても適正な制御ゲインを設計することにより、干渉を抑えオーバーシュートを小さくする。
【解決手段】本発明の板厚張力制御方法は、連続する2スタンドにおいて、下流スタンド出側板厚とスタンド間張力とを互いの干渉を抑制しながらそれぞれの目標値に追従させるものであって、圧延スタンドでの圧延速度に基づいて、板厚張力制御系の制御ゲインを変更する。詳しくは、圧延材の板厚およびスタンド間張力の干渉系をモデル化した制御対象モデルを更新して、更新された制御対象モデルと現実の制御対象との誤差を小さくすることを用いたILQ設計法により、板厚張力制御系の制御ゲインを算出する。
(もっと読む)
板圧延機およびその制御方法
【課題】圧延後に幅方向反り形状不良を抑え、良好な板形状を得ることができる板圧延機、およびその制御方法を提供する。
【解決手段】知能圧延機において、下作業ロールたわみの目標値を実現するための下作業ロールたわみ調整装置8の制御目標値を圧延条件に応じて演算し、その演算結果に基づいて下作業ロールたわみ調整装置8を制御する。また、上分割補強ロール1−1の荷重検出装置4による荷重検出値から圧延材〜作業ロール間の幅方向圧延荷重分布および/または当該圧延機出側の幅方向板厚分布を推定し、所望の幅方向圧延荷重分布または幅方向板厚分布を達成するための上補強ロール圧下位置制御装置14の制御目標値を演算し、その演算結果に基づいて上補強ロール圧下位置制御装置14を制御する。
(もっと読む)
圧延材の板幅制御方法
【課題】板幅制御の制御内容を変更することなく、かつ簡単な構成としつつ、適切に零点誤差を補正することである。
【解決手段】圧延材の板幅制御方法は、可逆式圧延機で、圧延材を上流側から下流側に圧延する順方向圧延をし、可逆式圧延機に対して下流側に設けた板幅計によって圧延材の板幅を測定する板幅測定工程(ステップS1)と、可逆式圧延機で、圧延材を下流側から上流側に圧延する逆方向圧延をし、そのときの圧延材に竪ロールを接触させることで、該圧延材との接触時の竪ロール開度を得る竪ロール開度取得工程(ステップS2、ステップS3)と、竪ロール開度取得工程で得た竪ロール開度を基に、以降の板幅の圧延制御を補正する補正工程(ステップS4、ステップS5)と、を有する。
(もっと読む)
板厚制御装置及び板厚制御方法
【課題】板材の種類が特定されていない場合であっても、様々な種類の板材に対応した板厚制御を実現し、かつマスフロー制御を行う必要のない板厚制御装置及び板厚制御方法を提供する。
【解決手段】AGC制御装置11は、ライン低速運転時に、簡易フィードフォワードAGCによって、帯板1が圧延ロール6に挿入されたときに圧延機4が弾性変形することを考慮したAGC簡易FF指令を確定し、この確定したAGC簡易FF指令に基づいて、圧延機4の弾性変形を考慮したミルGAPを決定する。また、AGC制御装置11は、ライン低速運転が終了した後、ラインが加速してから本来の設定速度で運転する時に、フィードバックAGCによるPI制御によって、板厚設定偏差がゼロになるように板厚制御を行う。
(もっと読む)
圧延機の分割バックアップロールの変形マトリックス同定方法
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールでワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平面内たわみが十分小さくなる最適な変形特性同定基準点を供する。
【解決手段】変形特性同定の基準点のための分割バックアップロール合計荷重を仮定し、ワークロールの水平面内たわみが十分小さくなる目標となる分割バックアップロールの荷重分布を予め求めておき、圧延機のキスロール状態で前記合計荷重まで締め込み、締込み時の分割バックアップロール荷重を測定し、前記目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、目標となる分割バックアップロール荷重分布を実現させた分割バックアップロール圧下位置を変形特性の基準点とする。
(もっと読む)
動的プロセスの外乱診断方法
【課題】プロセス状態の変化を引き起こす原因となる各種の外乱を一定の精度を持って、かつ速やかに同定する。
【解決手段】外乱発生器60は、状態変化量に基づいて外乱の特徴量を読み出し、これを仮定外乱として演算部48へ出力する。演算部48はシミュレーション変化量を演算し、このシミュレーション変化量を比較演算部62に出力する。比較演算部62は、状態変化量とシミュレーション変化量との差の絶対値を閾値と比較し、その差の絶対値が閾値以下の場合には、仮定外乱を実際の外乱と見做して表示部52へ出力する。
(もっと読む)
熱間仕上圧延における蛇行防止方法、および、それを用いた熱延金属板の製造方法
【課題】熱間圧延ラインの仕上圧延機での圧延における被圧延材の蛇行を防止できる方法、および、それを用いた熱延金属板の製造方法、そして、好ましくは、クロップ形状認識装置を設置して熱間圧延ラインの仕上圧延機での圧延における被圧延材の蛇行を防止するにあたり、その設置数を減らせる方法、および、それを用いた熱延金属板の製造方法を提供する。
【解決手段】熱間圧延ラインの仕上圧延機の入側および/または圧延機間にて、被圧延材8の長手方向端部の平面形状を測定し(30,31)、該平面形状からウエッジ比率を求め、蛇行を防止すべく仕上圧延スタンドの作業側と駆動側のロール開度差dSを設定する。
(もっと読む)
熱間仕上圧延における蛇行防止方法、および、それを用いた熱延金属板の製造方法
【課題】熱間圧延ライン100の仕上圧延機18での圧延における被圧延材8の蛇行を防止できる方法、中でも、被圧延材8の先端噛み込み直後の蛇行をも防止できる方法、および、それを用いた熱延金属板の製造方法であって、クロップ形状認識装30を設置して熱間圧延ライン100の仕上圧延機18での圧延における被圧延材8の蛇行を防止するにあたり、その設置数を減らせる方法、および、それを用いた熱延金属板の製造方法を提供する。
【解決手段】 複数の圧延スタンドが連設されてなる仕上圧延機の中間スタンド間にて、被圧延材の長手方向における端部の平面形状を測定し、該平面形状からウェッジ比率を求め、次材の端部において、前記ウェッジ比率を抑制すべく前記中間スタンド間よりも上流側にある仕上圧延スタンドの作業側と駆動側のロール開度差を設定する。
(もっと読む)
熱間圧延機の板幅制御装置および制御方法
【課題】仕上げ幅縮み量をプリセットの段階で精度良く推定し、仕上げ圧延に依存しない板幅制御を可能とする。
【解決手段】加熱された鋼材を幅方向に圧延する幅圧延機225と、前記幅圧延機に隣接し幅圧延機で圧延された前記鋼材を板厚方向に圧延する粗圧延機235と、前記幅圧延機および粗圧延機で圧延された鋼材をさらに板厚方向に圧延して熱延コイルを生産する仕上げ圧延機245を備え、前記熱延コイルの板幅を製造指令で与えられた目標板幅に制御する熱間圧延機の板幅制御装置において、 前記仕上げ圧延機における板幅縮み量を推定して算出する仕上げ幅縮み推定量算出手段121と、前記目標板幅を前記仕上げ幅縮み量算出手段の出力を用いて補正する第1の板幅目標値補正手段120を備え、該補正手段により補正された目標板幅をもとに算出した制御指令を前記幅圧延機225に出力する。
(もっと読む)
圧延材の製造方法
【課題】簡単な演算で手動操作から本来のパススケジュールに速やかに復帰させる。
【解決手段】あらかじめ設定されたパススケジュールに従って、圧延ロール間に素材を複数回往復通過させながら圧延ロール間のギャップを徐々に減少させて圧延する圧延材の製造方法において、前記パススケジュールにより設定された圧延ロール間のギャップとは異なるギャップに設定して手動圧延した際に、前記パススケジュールの中から当該ギャップよりも小さい値の予定ギャップ及び該予定ギャップに対応する予定パス順番が奇数か偶数のいずれであるかを選び出し、その奇数又は偶数が合うパスのときに前記予定ギャップとなるように、前記当該ギャップから前記予定ギャップまでの間を必要パス数圧延した後、前記予定ギャップから前記パススケジュールに基づく自動圧延に復帰させる。
(もっと読む)
圧延材の製造方法
【課題】圧延ロールへの噛み込みに失敗したときでも、自動制御による圧延を続行する。
【解決手段】あらかじめ設定されたパススケジュールに従って、圧延ロール間に素材を複数回往復通過させながら圧延ロール間のギャップを徐々に減少させて圧延する圧延材の製造方法において、圧延ロール間への素材の噛み込みに失敗したときに、そのときの素材の送り方向と同じ方向となる圧延パス時のロールギャップを当初のパススケジュールにより設定されたロールギャップよりも広げた状態とするとともに、その送り方向とは逆方向となる圧延パス時のロールギャップは当初のパススケジュールに従ったロールギャップに設定するようにパススケジュールを修正し、その修正パススケジュールに従って圧延する。
(もっと読む)
ボトル缶用アルミニウム合金板およびその製造方法
【課題】加工性および強度に優れ、ボトル缶の薄肉軽量化に適したボトル缶用アルミニウム合金板およびその製造方法を提供する。
【解決手段】Cu、Mg、Mn、Fe、Siを所定量含有し、MgとMnの比率(Mg/Mn)が0.9以上であり、残部がAlおよび不可避的不純物から構成されるアルミニウム合金板であって、アルミニウム合金板における210℃×10分のベーキング処理後の0.2%耐力が230〜270N/mm2かつ、アルミニウム合金板に、さらに、45%の冷間加工率で冷間加工を加え、この冷間加工を加えた後の圧延板における210℃×10分のベーキング処理後の0.2%耐力から、前記冷間加工を加える前のアルミニウム合金板の0.2%耐力を引いた値が8〜28N/mm2であり、さらに、アルミニウム合金板の所定の耳率が、−2.0〜3.5%であることを特徴とする。
(もっと読む)
圧延機の零調方法
【課題】少なくとも上下一方のロールアセンブリが軸方向に3分割以上に分割された分割バックアップロールによってワークロールを支持する機構を有し、各分割バックアップロールに夫々独立した圧下装置、荷重測定装置及び圧下位置測定装置を備えた圧延機において、ワークロール水平たわみが十分小さくなる最適な零調方法を提供する。
【解決手段】零調のための分割バックアップロール合計荷重を仮定し、ワークロールの水平面内たわみが十分小さくなる目標となる分割バックアップロール荷重分布を予め求めておき、圧延機のキスロール状態で前記合計荷重まで締め込み、締込み時の分割バックアップロール荷重を測定し、前記目標となる分割バックアップロール荷重分布との差から分割バックアップロール位置を修正し、当該ロール位置修正によって目標となる分割バックアップロール荷重分布を実現させた主圧下位置および分割バックアップロール圧下位置を零点とする。
(もっと読む)
金属ストリップの変形抵抗予測方法および冷間タンデム圧延機のセットアップ方法
【課題】冷間タンデム圧延機で圧延する材料の変形抵抗を高精度かつ簡単に予測することができる金属ストリップの変形抵抗予測方法、および予測した変形抵抗を用いた冷間タンデム圧延機セットアップ修正方法を提供する。
【解決手段】冷間タンデム圧延前に、熱間圧延後の金属ストリップコイル又は熱間圧延・酸洗後の金属ストリップコイルを全板幅にわたってせん断すると同時にせん断荷重を測定し、板厚、板幅、及びせん断荷重から前記金属ストリップの変形抵抗を求める。また、求めた変形抵抗により修正セットアップ荷重を求め、この修正セットアップ荷重に基づいて各圧延スタンドのプリセット値を修正する。
(もっと読む)
金属板材の圧延方法及び圧延装置
【課題】 従来より安定して蛇行やキャンバーのない金属板材を製造する連続スタンドの圧延機における圧延方法及び圧延装置を提供すること。
【解決手段】 少なくとも作業ロールと補強ロールとを有する金属板材の圧延機を用いて行う金属板材の圧延方法において、前記作業ロールの作業側と駆動側のロールチョックに作用する圧延方向力を測定し、被圧延材の前記圧延機の中心からのずれ量を圧延機の入側と出側の双方またはどちらか一方で測定し、被圧延材の張力を圧延機の入側と出側の双方またはどちらか一方で測定し、作業側及び駆動側の前記圧延方向力、前記ずれ量並びに前記張力に基づいて左右非対称成分制御量を求め、当該制御量に基づいて前記圧延機のロール開度の左右非対称成分を制御することを特徴とする、金属板材の圧延方法及びその圧延装置。
(もっと読む)
圧延制御パラメータの算出方法及び算出装置、圧延シミュレーション装置
【課題】圧延機全体の摩擦係数を同定し、得られた摩擦係数を基に圧延状態を再現するシミュレーションを行って、最適に調整された圧延制御パラメータを算出する。
【解決手段】圧延動的モデルを予め用意し、圧延材の加速時又は減速時における複数の圧延スタンドでの圧延荷重の時間変化又はロールギャップの時間変化に関し、圧延動的モデルでの計算値と実績値との差が最小となるように、各圧延スタンドでの摩擦係数に関するパラメータ又は変形抵抗に関するパラメータを最適化し、このパラメータが組み込まれた前記圧延動的モデルを用いて、圧延制御パラメータを算出する。
(もっと読む)
板圧延機およびその制御方法
【課題】非定常部のない高精度、高応答な形状制御または板厚分布制御を安定して実現できる板圧延機およびその制御方法を提供すること。
【解決手段】圧延材3を挟んで対向配置される一対の作業ロール1,2の少なくとも一方に設置された分割補強ロール4によって前記作業ロールの少なくとも一方を直接支持する形式の板圧延機の制御方法において、分割補強ロール位置制御量Nの出力によって生じる他方の作業ロール系の変形量についても考慮して、分割補強ロール位置制御量Nを演算することを特徴とする板圧延機およびその制御方法。
(もっと読む)
マンドレルミルの圧延制御方法、圧延制御装置、制御プログラム及び継目無管
【課題】素管(素管の端部等の一部又は全長)を所望する肉厚に精度良く圧延し得ると共に、素管の表面性状を劣化させることのない圧延制御方法等を提供する。
【解決手段】マンドレルミルMを構成する各スタンドの内、仕上スタンド#iにおいて素管Sを圧延する際に、当該仕上スタンド#iに配設された第1の孔型圧延ロールの圧下位置を外方に変動させるマンドレルミルの圧延制御方法であって、前記仕上スタンド#iと圧下方向が同一である直近の上流スタンド#i−2において素管を圧延する際に、当該上流スタンド#i−2に配設された第2の孔型圧延ロールの圧下位置も外方に変動させることを特徴とする。
(もっと読む)
81 - 100 / 208
[ Back to top ]