
Fターム[4E024CC01]の内容
Fターム[4E024CC01]に分類される特許
21 - 40 / 208
鋼板の圧延制御方法、装置及びプログラム
【課題】次パスの圧下位置を求める式に含まれる学習項を効率的かつ精度良く求められるようにする。
【解決手段】当該パスのゲージメーター板厚Hgと実測板厚Hとを、所定の補正により冷間値又は熱間値に揃えた上で両者の差を求め、当該差に基づいて所定の演算式を用いて次パスの学習項を演算し、当該学習項を用いて次パスの圧下位置を求め、当該圧下位置に基づいて圧延する鋼板の圧延制御方法であって、前記所定の補正に用いられる係数が、鋼板の表面温度と板厚とから板厚温度分布、及び鋼種から変態開始温度をそれぞれ求め、板厚方向の部位毎に変態発生の可否を判断し、当該部位毎の熱膨張係数を求め、当該部位毎の熱膨張係数から板厚方向全体の熱膨張係数を求めたものである。
(もっと読む)
プロセス制御の操作量プリセット方法

【課題】数式モデルによる予測と過去データとの類似性に応じた予測を切替えて使用する場合であっても、制御応答に急激な変化のない、安定した操作量設定を行うことができるプロセス制御の操作量プリセット方法を提供することを課題とする。
【解決手段】対象プロセスを表す数式モデルの入・出力値、および出力値と対象プロセスの実績値との誤差を収集するデータ収集ステップと、複数のデータを逐次蓄積するデータ蓄積ステップと、制御しようとする操業条件に対応した入力値と類似した入力値を有するデータを蓄積したデータ群から抽出したデータを用いて、前記数式モデルの出力誤差を予測する数式モデル誤差予測ステップと、前記数式モデルの出力誤差を加算あるいは乗算して、制御量の予測値とする制御量予測ステップと、前記制御量の予測値が所望の制御量と一致するように操作量を決定する操作量決定ステップとを有する。
(もっと読む)
圧延ロールギャップ調整方法
【課題】圧延中における圧延ロールギャップの調整を渦電流式のギャップセンサの検出値を利用して高精度で行うことができる圧延ロールギャップ調整方法を提供する。
【解決手段】渦電流式のギャップセンサ17の検出値を利用して、圧延中における圧延ロールギャップの調整を行う方法において、圧延ロール14、15の温度上昇に伴って発生するギャップセンサ17の検出誤差を補正するための補正関数F(t)を、圧延開始時を起点とする時間関数として決定し、ギャップセンサ17の検出値を補正関数F(t)で補正して得られた演算値を用いて圧延ロールギャップの調整を行う。
(もっと読む)
冷間圧延機の板厚制御方法及び板厚制御装置
【課題】冷間連続圧延での走変時に、圧延機にトラブルが発生したり、圧延材が切れたりといった不都合が生じず、可及的速やかに、後行圧延材の板厚を所定のものにすることのできるロールギャップ量の制御方法及び制御装置を提供する。
【解決手段】本発明に係る走間板厚変更での板厚制御方法は、冷間圧延機での圧延であり且つ先行圧延材の後端部と後行圧延材の先端部の突き合わせ部が通過する際に実施される「走間板厚変更」の際に適用される板厚制御方法において、先行圧延材に対するロールギャップ量から後行圧延材に対するロールギャップ量へ変更する際の変更速度Vpを予め算出しておき、走間板厚変更においては、ロールギャップ量の変更速度をVp+αとしてロールギャップを変更し、実績圧延荷重を基にしたゲージメータ式から得られる出側板厚が目標板厚になった時点で、ロールギャップ量の変更操作を停止するものである。
(もっと読む)
圧延制御装置及び圧延制御方法
【課題】操業状態により圧延機の影響係数が大きく変化した場合でも、安定した板厚制御,張力制御を実施する。
【解決手段】影響係数の変化に応じて、板厚制御および張力制御の制御出力先を前段スタンド速度および後段スタンド圧下を切替えて、または制御出力配分を変更することで、極低速から高速部まで安定した制御を実現する。板厚制御と張力制御の制御出力先を、前段スタンド速度および後段スタンド圧下とを圧延状態に応じて切替えて使用することで板厚精度および生産効率を向上させる。
(もっと読む)
圧延機の板厚制御方法
【課題】FF−AGCとBISRA−AGCを同時に併用することで、圧延材の板厚を目標値に確実に近づけることができる板厚制御方法を提供する。
【解決手段】 本発明に係る圧延機の板厚制御方法は、圧延材2を圧延する一対のワークロール6,6を備えた圧延機において、ワークロール6,6間のロールギャップ量Sを制御するものである。まず、FF−AGC制御とBISRA−AGC制御とを同時に使用することで、圧延機5のロールギャップの修正量ΔSを求める。次に、求められたロールギャップの修正量ΔSを圧延機5に適用する。
(もっと読む)
冷間圧延機における出側形状制御方法
【課題】急激な外乱があった場合にも、形状を乱さずに圧延することができる冷間圧延機における出側形状制御方法を提供する。
【解決手段】多スタンドを備えた冷間圧延機の第iスタンド出側の差張力Tdiを求め、この差張力Tdiに基づいて(数1)の式により推定形状評価値Λ´を演算し、その値を最終スタンドにフィードフォワードしてその圧下レベリング量を変更する。差張力とは、ストリップ両端の幅方向張力差を意味するものである。
【数1】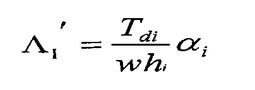 (もっと読む)
(もっと読む)
圧延機の板厚制御方法及び板厚制御装置
【課題】高精度な板厚制御を行うことができるようにする。
【解決手段】本発明は、圧延材Wの板厚を計測し、計測した板厚を基に圧延材Wを圧延するワークロール5のロール隙間を算出し、算出したロール隙間ΔSに応じて圧下装置11を制御する圧延機の板厚制御方法であって、圧延材Wの板厚の偏差を周波数成分に分解し、周波数成分ごとに圧下装置11に対する制御利得値を算出し、算出した制御利得値の逆数を計測で得られたロール隙間ΔSに乗算すると共に乗算して得られた値を圧下装置11を適用するロール隙間ΔS’とし、このロール隙間ΔS’を基に板厚を制御する。
(もっと読む)
タンデム圧延機の制御方法及び制御装置
【課題】積分型最適サーボ系を用いたタンデム圧延機での板厚・張力制御において、両制御での干渉を抑えることのできる最適な重み行列Q,Rを求めて適正な制御を行うことができるようにする。
【解決手段】連続する上流側の圧延スタンド2aと下流側の圧延スタンド2bとを備えたタンデム圧延機1にて圧延材3の圧延を行うに際し、板厚を制御する板厚制御系とスタンド間張力を制御する張力制御系との制御を行うタンデム圧延機1の制御方法において、タンデム圧延機1の状態方程式を設定し、状態方程式に対する積分型最適サーボ系設計を行うために、重み行列Q、Rを有する第1評価関数を設定し、板厚制御系と張力制御系との干渉が最小となるような重み行列Q、Rを求めるための第2評価関数を設定し、第2評価関数で求められた重み行列Q、Rを用いて、板厚制御系と張力制御系との制御を行う。
(もっと読む)
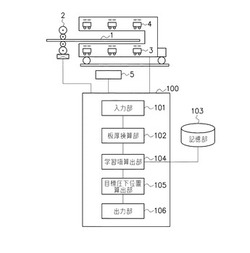
エッジャー制御装置、エッジャー制御方法およびコンピュータプログラム
【課題】幅計を用いずに簡便な構成で材料の板幅を正確に検出し、高精度に板幅を制御することが可能なエッジャー制御装置を提供する。
【解決手段】本発明のエッジャー制御装置100は、圧延ライン1において圧延材料2の板幅を矯正するエッジャー30を制御する。エッジャー制御装置は100、エッジャー30を通過する圧延材料2からエッジャー30に対して加えられるエッジャー荷重と荷重目標値との差分に応じてエッジャー30の開度を変更する開度制御部140を備え、開度制御部140は、エッジャー荷重が荷重目標値と等しくなったときのエッジャー30の開度を圧延材料の板幅とする。
(もっと読む)
連続圧延機の制御装置及び制御方法
【課題】連続圧延機の圧延スタンドを多変数制御により制御すると共にルーパも制御することで、圧延材のスタンド間張力と板厚の変動を可及的に低減し適切な圧延が行える連続圧延機の制御技術を提供する。
【解決手段】本発明に係る連続圧延機1に備えられた制御装置20は、圧延材Wを連続的に圧延する2つ以上の圧延スタンド2と、この圧延スタンド2の間にルーパ3を有する連続圧延機1に備えられた制御装置20であって、この制御装置20は、圧延材Wのスタンド間張力及び板厚を基にして、圧延スタンド2の主機速度指令値及び圧下指令値を算出すると共に、算出された主機速度指令値及び圧下指令値を用いて圧延スタンド2を制御する第1の制御部21と、圧延材Wのスタンド間張力及びルーパ3のルーパ高さを基にして、ルーパ速度指令値を算出すると共に、算出されたルーパ速度指令値を用いてルーパ3を制御する第2の制御部22とを備えている。
(もっと読む)
可逆式圧延機の制御装置及びテーパー形状の形成方法
【課題】材先端部の口割れを修正するために実施する材先端部のテーパー処理において、所望のテーパー形状を安定して得られるようにする
【解決手段】ロールR1,R2間から圧延材Wを引き抜く際のミル速度の実績値cを取得し、予め設定したテーパー量a及びテーパー長さbとミル速度の実績値cとから計算される圧下速度dに従って圧下装置2の圧下動作を制御する。そして、圧下量が予め設定したテーパー量に達したら圧下装置2の圧下動作を停止させる。
(もっと読む)
圧延制御装置、圧延制御方法及び圧延制御プログラム
【課題】圧延機の操業状態を変化させる場合において、板厚や張力等の圧延状態量実績の設定値からの偏差を低減させること。
【解決手段】被圧延材を圧延する圧延機を制御する圧延制御装置であって圧延機のロールのロールギャップ及び回転速度等を圧延条件の非線形な変化に応じて変化させるために予め生成された時系列変更パターンを記憶している制御操作端変更パターン記憶部102と、圧延条件が非線形な変化をすることを認識し、認識された圧延条件の非線形な変化に対応する時系列パターンを取得し、取得された時系列変更パターンを圧延動作のパラメータの制御のために出力する最適制御操作端時系列変更パターン設定装置103とを含むことを特徴とする。
(もっと読む)
圧延方法
【課題】本発明は、スラブの材料強度とスラブ厚とスラブ幅の数値データを基にパス数と各パスの圧下量を規定できるので、容易かつ簡便に圧延時のパススケジュールの管理ができる技術の提供を目的とする。
【解決手段】本発明は、スラブを複数回の圧延のパスにより所望の板厚とする場合、スラブの材料強度とスラブ厚とスラブ幅の数値データを基に、予め設定しておいたデータテーブルの材料強度、スラブ厚、スラブ幅の値に合わせて総パス数を確定し、少なくとも最終回のパスを含めた品質確定用の指定パスを全てのパスのうち後半に規定し、全てのパスのうち、指定パスを除いた残りの管理パスについて、管理パスの全てのパスの圧下量の変化状態を以下の(1)式で示される2次関数に近似するように各パスの圧下量を調整することを特徴とする。y=Ax2+Bx+C…(1)(ただし、Aは−の任意数)
(もっと読む)
圧延装置およびその制御方法
【課題】被圧延材・作業ロールにスリップ及び傷を発生させず、ロール開放、閉め込みを行う。
【解決手段】圧延装置Sは、被圧延材1の荷重検出手段8と、入側・出側の被圧延材速度検出手段6、7と入側・出側の被圧延材1の張力検出手段9、10の少なくとも何れか一方と、作業ロールRs1、Rs2を駆動する電動機21の電動機速度検出手段31と、入側・出側の被圧延材1の張力指令又は電動機21の速度指令の張力・速度指令演算手段62と、速度実績と速度指令から電動機21の速度を制御する速度制御手段41と、ロール位置演算手段61と、被圧延材1を停止せず、荷重を増加又は減少させ、その後、入側・出側の被圧延材1の少なくとも張力および板速度のうちの何れかが等しい状態で作業ロールの開放・閉め込みの制御を行う走間ロール開放・閉め込み指令演算装置60とを備える。
(もっと読む)
圧延装置の制御方法
【課題】被圧延材・作業ロールにスリップ及び傷を発生させず、ロール開放、閉め込みを行う。
【解決手段】圧延装置の制御方法は、走行中の被圧延材1を上下から圧下して圧延する上下の作業ロールRs1、Rs2と、上下の作業ロールRs1、Rs2のギャップを制御するロールギャップ制御装置51、52を有する1台以上の圧延機3を備える圧延装置Sの制御方法であって、制御装置60が、被圧延材1を停止することなく、上下の作業ロールRs1、Rs2が被圧延材1に加える荷重を減少させる第1工程と、被圧延材1が弾性変形状態に到達した状態で、荷重を一定の状態に保持する第2工程と、圧延機3入側及び出側の被圧延材1の少なくとも張力および板速度のうちの何れかが等しい状態で、ロールギャップ制御装置51、52を用いて、作業ロールRs1、Rs2の被圧延材1に対しての閉め込み状態からの被圧延材1に対しての開放を行う第3工程とを含む。
(もっと読む)
形鋼の形状計測方法および形状計測装置
【課題】ユニバーサルミルを用いて形鋼を圧延する際に、圧延材のウェブ偏りをリアルタイムに検出する装置を安価に提供するとともに、ウェブ中心の偏り量を正確に制御する。
【解決手段】フランジとウェブを有する形鋼の圧延材を、上下対の水平ロール及び左右対の竪ロールが組み込まれたユニバーサルミルで圧延するにあたり、前記上下対の水平ロールのそれぞれに、前記形鋼までの距離を計測するためのウェブ偏り計測装置を配置し、前記ウェブ偏り計測装置のそれぞれが、圧延中の形鋼のフランジ端面からウェブ偏り計測装置までの距離をユニバーサルミル内で計測し、これら計測されたフランジ端面からウェブ偏り計測装置までの距離に基づいてウェブの偏り量を演算によって算出する。
(もっと読む)
調質圧延方法
【課題】先行鋼板と後行鋼板の溶接点通過後に、後行鋼板の伸び率を設定伸び率まで短時間で到達させて、伸び率不良部の長さを低減することが可能な調質圧延方法を提供する。
【解決手段】先行鋼板11と後行鋼板12の溶接点13が調質圧延機10を通過した後に、調質圧延機10の油圧シリンダ21の位置制御による圧下を行って、後行鋼板12の現在の伸び率変化率から設定伸び率に到達する際の油圧シリンダ21の位置制御の仮目標油柱と、次の測定で予想される予想伸び率を求め、予想伸び率が設定伸び率を超える場合に、仮目標油柱を最終目標油柱とし、最終目標油柱に到達した時点で調質圧延機の制御を荷重制御にして伸び率制御を開始する。
(もっと読む)
スキンパスミルの制御方法
【課題】スキンパスミルの制御において、位置制御から荷重制御に切り替えるときに荷重変動が発生せず、しかも設定荷重までスムーズに到達させることができるスキンパスミルの制御方法を提供する。
【解決手段】非圧延中は、位置指令値と位置センサ5で検出した位置検出値との偏差に基づき、位置制御回路6が油圧サーボ弁3の開度指令値を出力する位置制御を行い、圧延中は、荷重指令値と荷重センサ7で検出した荷重検出値との偏差に基づき、荷重制御回路8が比例動作及び積分動作を行って油圧サーボ弁3の開度指令値を出力する荷重制御を行い、位置制御から荷重制御へ切り替えるときに、その切り替え時点における荷重実績値を荷重制御の最初の荷重指令値とすると共に、位置制御回路6から出力されていた油圧サーボ弁3の開度指令値を荷重制御回路8で積分動作を行う積分器8bの積分ゲインKiで除した値を積分器8bの初期値として記憶させる。
(もっと読む)
タンデム仕上圧延機及びその動作制御方法、並びに、熱延鋼板の製造装置及び熱延鋼板の製造方法
【課題】超微細粒鋼製造時の板厚変更や圧延潤滑剤の使用不使用変更を行う際にも張力変動を抑制し得るタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに熱延鋼板の製造方法を提供する。
【解決手段】1本の被圧延材の圧延中に第mスタンドから第Nスタンドの板厚目標値を変更する際に、第mスタンドから第Nスタンドに共通する板厚目標値変更時間を定め、該変更時間と第nスタンドの板厚変更量から第nスタンドの板厚目標値の変更レートを求め、板厚変更点が第nスタンドに到達すると同時に上記変更レートで第nスタンドの板厚目標値の変更を開始し、変更時間の経過後に板厚目標値の変更を終了し、少なくとも第nスタンドの板厚目標値変更中に、第nスタンドの出側板厚が板厚目標値に一致するように、第nスタンドの圧下位置を時々刻々修正するタンデム仕上圧延機及びその動作制御方法、熱延鋼板の製造装置、並びに、熱延鋼板の製造方法とする。
(もっと読む)
21 - 40 / 208
[ Back to top ]