
Fターム[4E029MB09]の内容
Fターム[4E029MB09]に分類される特許
1 - 20 / 44
中空形材成形用押出ダイス
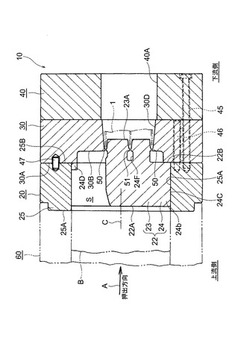
【課題】押出加工力が大きな高力系合金、特に、いわゆる7000系といった最高強度アルミ合金からなるビレットを押出し成形する場合でも、高速押出しができると共にスパイダーの破断を防止して長寿命化を図れるようになる中空形材成形用押出ダイスを提供する。
【解決手段】押出ダイス10を、ビレットBを上流側から下流側に押出して中空形材の内側形状を成形するオス20型とこのオス型20を保持し中空形材の外側形状を成形するメス型30を備えて構成し、オス型20を、スパイダー22とこのスパイダー22を保持するホルダー25とで構成し、スパイダー22を、マンドレル23とこのマンドレル23を支持しかつ先端外周面24Cがブリッジ保持面25Cと係合する複数のブリッジ部24とで形成し、各ブリッジ部24の先端外周面24Cとホルダー25のブリッジ保持面25Cとを焼き嵌めにより接合した構成とした。
(もっと読む)
押出ダイスユニット

【課題】ダイスおよびバッカを内蔵したダイリングの予熱に長時間要さず、且つ押出加工中にて成形される押出形材の形状および寸法を安定させ得る押出ダイスユニットを提供する。
【解決手段】ダイリング2と、該ダイリング2の内側に挿入され、且つ互いの軸心が一致しているダイス11およびバッカ16とを備えた押出ダイスユニット1であって、上記ダイリング2の側面5には、該ダイリング2の内側6に挿入される上記ダイス11およびバッカ16の側面の少なくとも一方が露出する複数の切欠部8a,8bが上記ダイリング2の中心に対して対称に形成されている、押出ダイスユニット1。
(もっと読む)
異種材料の結合形材の製作方法
【課題】複数の素材で1つの形材を作り、この形材で複数の条件を満たすことにより部材点数を減らし、また、必要部分に必要とする強度に合致する適正な材料を用いることのできる異種材料の結合形材の製作方法を提供する。
【解決手段】押圧器2と、該押圧器により高圧で駆動され先端部にステム4を取り付けたピストン3と、ビレットWを挿入する筒型容器1と、金型ダイスを保持するダイホルダー10と、台座11の上に固定してピストン3等からの押圧力を受け止めるように固定した固定台12と、で構成される装置を用いて、
筒型容器1の穴1aに種類の異なる金属素材(ビレット)Wからの複合材料を挿入し、ステム4と複合材料とを押圧器2でピストン3を加圧し、ソリッドダイス7を通して形材8を取り出す異種材料の結合形材の製作方法。前記ソリッドダイスの代わりにホローダイスを用いることもできる。
(もっと読む)
ねじり押出材の製造方法及びプラー
【課題】外周に長さ方向に沿って螺旋状の凹凸を有するねじり押出材が、材料テーブル上でうねったり、曲がったりするのを抑制し、ねじり押出材の断面寸法及びねじりピッチの精度を向上させる。
【解決手段】ねじり押出材5の先端部を、プラー14の掴み部16により掴み、ねじり押出材5の押出速度に合わせてプラー14を押出方向に移動させ、その際、ねじり押出材5に弾性変形範囲内の引張力を付加する。掴み部16は、押出方向を軸線として回転自由に設置され、プラー14の移動に伴い、ねじり押出材の回転に任せて自由回転する。
(もっと読む)
ねじり押出材の製造方法及びプラー
【課題】外周に長さ方向に沿って螺旋状の凹凸を有するねじり押出材の全長で、均一なねじり角度及び均一なねじりピッチが得られるようにする。ねじり押出材が材料テーブル上でうねったり、曲がったりするのを抑制する。
【解決手段】ねじり押出材3の先端部をプラー14の掴み部16により掴み、ねじり押出材3の押出速度に合わせてプラー14を押出方向に移動させる。掴み部14はねじり押出材の回転速度に合わせて同方向に回転させる。ねじり押出材3の押出速度及び回転速度は、検出装置25によりステム5の位置を検出して算出し、その算出結果に基づいて、プラー14を移動させる駆動モータ17と、掴み部14を回転させる回転モータ26の回転速度を制御する。
(もっと読む)
アルミニウム押出材
【課題】ムシレ欠陥を有利に軽減したアルミニウム押出材を提供することを目的とする。
【解決手段】シルバーアルマイト処理後に艶有り電着塗装を施されたアルミニウム押出形材の表面を、押出方向と直交する方向で測定した45°−0°拡散反射率が1.5以上3.0以下、かつ押出方向と平行する方向で測定した45°−0°拡散反射率が0.3以上とする。
(もっと読む)
半中空形材製造用押出ダイス
【課題】十分な耐久性を備え、高品質の半中空形材を製造できる半中空形材製造用押出ダイスを提供する。
【解決手段】本発明の押出ダイス1は、成形孔3と、トング部成形部22と、トング開口部成形部23と、ウエルドチャンバ51と、メタルホール55とを備える。正面視状態において、各メタルホール55の各内側縁部55aが、成形孔3の外周縁部32に対し、同じ位置または外側に配置され、各メタルホール55の各内側縁部55aから成形孔3の外周縁部32までの最短距離Rがほぼ等しくなるように形成されるとともに、各メタルホール55が、互いの面積Aがほぼ等しくなるように形成される。
(もっと読む)
押出加工工具
【課題】押出材の酸化を防止することができ且つ押出材の急冷に伴う押出材の形状や表面状態の変化を防止することができる押出加工工具を提供する。
【解決手段】押出加工工具15は、成形孔3を有する押出ダイス1を具備する。押出ダイス1に、成形孔3よりも下流側の押出材通過空間81に不活性ガスGを供給する不活性ガス供給流路7が形成されている。
(もっと読む)
半中空形材製造用押出ダイス
【課題】十分な耐久性を備え、高品質の半中空形材を製造できる半中空形材製造用押出ダイスを提供する。
【解決手段】本発明の押出ダイス1は、ダイス本体2と、ホールプレート5とを備え、ダイス本体2は、成形孔3と、トング部成形部22と、トング開口部成形部23とを有し、ホールプレート5は、成形孔上流側のウエルドチャンバ51に通じるメタルホール55を有する。ウエルドチャンバ51内において、ホールプレート5に、ダイス本体2のトング部成形部22の上流側に対応して、ダミー成形部6が設けられる。ダミー成形部6の下流側端面に嵌合凹部65が設けられるとともに、トング部成形部22の上流側端面に嵌合凸部25が設けられる。嵌合凹部65および嵌合凸部25が隙間を設けた状態で凹凸嵌合される。
(もっと読む)
半中空形材製造用押出ダイス
【課題】半中空形材の肉厚寸法の精度を向上させることができる半中空形材製造用押出ダイスを提供する。
【解決手段】押出ダイス1は、半中空形材8を成形する成形孔3と、半中空形材8のトング部82を成形するトング部成形部22と、半中空形材8のトング開口部83を成形するトング開口部成形部23と、ウエルドチャンバ51と、メタルホール55とを有する。ウエルドチャンバ51内に、トング部成形部22の上流側に対応してダミー成形部6が設けられている。成形孔3におけるトング部成形部22の先端側部分3aの幅寸法t2は、半中空形材8における前記先端側部分3aの対応部分8aの肉厚寸法t1よりも大きく設定されている。
(もっと読む)
押出ダイス
【課題】押出加工時に押出ダイスに加わる押出荷重を軽減させることにより、押出ダイスの撓み変形を防止し、更に、押出ダイスの強度低下を抑制すること。
【解決手段】押出ダイス1は、複数のメタルホール6と、互いに隣り合う2つのメタルホール6、6間に配置されたブリッジ7とを有する。メタルホール6の少なくとも上流側部分が、その断面積が上流方向に向けて増大するように形成されている。
(もっと読む)
押出しダイス
【課題】ベース部と複数のフィン部とからなるアルミニウム形材の特に複数のフィン部を安定した姿勢で容易に押出し成形することができると共に、長寿命化を図れるようになる押出しダイスを提供する。
【解決手段】ベース部2とこのベース部2と一体的に連続して成形された複数のフィン部3とで形成したアルミニウム形材1に対し、これを押出し成形する押出しダイス10であって、ビレット40の押出し方向上流側端面に設けられたビレット案内用凹部11と、このビレット案内用凹部11に連通しベース部2を成形するベース部成形用貫通穴12と、ビレット案内用凹部11に連通し複数のフィン部3を成形するフィン部成形溝13とを有し、フィン部成形溝13を、それぞれビレット40の押出し方向上流側の溝入り口13Aから下流側の溝出口13Bに向かって一様に拡開する形状とした。
(もっと読む)
電池ケース、電池ケースの製造方法及びその方法に用いる電池ケースの製造装置
【課題】十分な強度を得ることができるとともに、多数個を積み上げてユニット化した場合でも十分な放熱を可能とした電池ケースを得ること。
【解決手段】キャビティー13を有するダイ12と、ダイ12に対して相対移動可能に配置されて下降することでキャビティー13内に先端部分を挿入可能としたパンチ14を用いて、キャビティー13内にスラグ15を充填し、パンチ14を下降させてスラグ15を衝撃的に押圧し、それによって、スラグ15を塑性的に変形させて電池ケース1を製造する方法において、キャビティーとして、少なくとも四隅部分又は四隅部分以外の部分の一部を、キャビティー13の外周側に膨らませて拡大部17を形成したものを用いることで、少なくとも四隅部分又は四隅部分以外の部分の外側に、高さ方向に亘ってリブ3を備えた電池ケースを得ることを可能とした。
(もっと読む)
アルミニウム棒材の押出方法及び押出ダイス
【課題】アルミニウム棒材の押出成形において、ピックアップ(焼き付き)等の表面欠陥の発生を低減して、これにより押出生産性(歩留まり)を向上させる。
【解決手段】従来のものよりベアリング長さLの大きい押出ダイスを用いてアルミニウム棒材を押出成形する。具体的には、ダイスベアリングの水力直径をΦ、ベアリング長さをLとしたとき、0.7≦L/Φ≦2.0である押出ダイスを用いる。1.3≦L/Φ≦1.8がより望ましい。
(もっと読む)
押出し成形装置、押出し形材及び押出し成形方法
【課題】押出し形材の形状の自由度を向上すると共に押出し形材を精度良く成形できるようにする。
【解決手段】押出し成形装置は、第1案内面7bと、第1案内面7bの方向及び押出し形材の押出し方向に対して傾斜した方向に延びる第2案内面8aとを有するガイド部材5と、第1案内面7bに沿って移動する第1摺動面12aと、第1摺動面12aに対して傾斜した方向に延びる第2摺動面12bとを有し、第1案内面7bに沿って移動可能な駆動部材12と、駆動部材12の移動に応じて第2摺動面12bに沿って摺動する被スライド面10bと、駆動部材12の移動に応じて第2案内面8aに案内される被案内面10cと、押出し形材50の押出し方向に沿うように形成された押出し形材の成形面10aとを有する可動ダイス10と、を備えている。
(もっと読む)
高強度・高延性マグネシウム合金押出し材およびその製造方法
【課題】常温強度と延性を同時に改善した高性能マグネシウム合金部材およびその製造方法を提供する。
【解決手段】商用マグネシウム合金に0.5〜1.5mass%のカルシウムを添加した難燃性マグネシウムを、ダイスを回転させつつ押出し成形に供し、ねじり押出し法により加工したことで、常温強度と延性を同時に改善した高性能マグネシウム合金部材、およびその製造方法。
【効果】ねじり押出し成形に供された難燃性マグネシウム合金内部には、微細な析出物が均一に分散し、その強度が向上し、さらに、その{0002}面は、押出し方向(引張り方向)に対して、15°〜35°傾くため、延性も向上する。
(もっと読む)
押出し加工装置、及び、押出し加工方法
【課題】押出し荷重を低減し、難加工性の押出し材や、難加工形状の押出し加工を可能とする押出し加工装置の提供。
【解決手段】押出し方向軸A上で移動可能に押出し材を保持するコンテナ106と、押出し材200を所定の形状に加工する加工孔171を有するダイ107と、押出し材200に対しダイ107に向かう力を付与する押出し体108と、ダイ107を通過する押出し材200が挿通される挿通孔111を押出し方向軸に沿って有し、加工孔171と挿通孔111とが連通するように配置され、押出し方向軸上で振動する超音波振動をダイ107に伝達するホーン101と、ホーン101に超音波振動を発生させる超音波振動発生手段102とを備える。
(もっと読む)
螺旋状溝付き金属製細長部材、とりわけツイストドリルまたはスクリューの製造方法および製造装置
本発明は螺旋状溝付き金属製細長部材、とりわけツイストドリルまたはスクリューの製造方法およびその製造の実施に適した装置に関する。本発明の課題は従来の技術の欠点に対し、螺旋状溝付き金属製細長部材、とりわけツイストドリルまたはスクリューの別の製造方法を提供することである。これは大量生産に適した方法であるべきであり、また、経済性改良を特徴とすべきものである。この課題は本発明によれば、素材(1)が案内型(9)に導入された後、少なくとも2つの可動ジョー(4、5、6)を有するジョー工具(3)内で冷間成形される少なくとも1つの冷間成形段階IIIが設けられる。ジョーの内壁部は螺旋状溝(8)形成用のネガティブ型として形成された輪郭(7)をもつ部分を少なくとも1つ有する。案内型(9)内にある素材(1)の自由端に係合する軸方向に可動な挟持ダイス(13)により、素材(1)は閉鎖されたジョー工具(3)の中央開口部(17)を少なくとも部分的に貫通押圧される。その際、工具輪郭(7)と接触する間に塑性冷間変形により螺旋状溝(8)が製作される。 (もっと読む)
切削工具及びかかる切削工具を作る方法
モノリシック構造を有する切削工具(62)は、射出成形されたシャンク(60)及びシャンク(60)から前方に延在する押出されたフルート付けられた部分(64)を含み、当該シャンク(60)及び当該フルート付けられた部分(64)はモノリシック構造を有している。切削工具(62)を形成する方法は、シャンク(60)及びフルート付けられた部分(64)がモノリシック構造を有するように、未焼結本体のシャンク(60)を射出成形し、そして当該未焼結本体のフルート付けられた部分(64)を押出すことによって、切削工具未焼結本体を形成すること、そしてその後に、当該切削工具未焼結本体を焼結することを含んでいる。 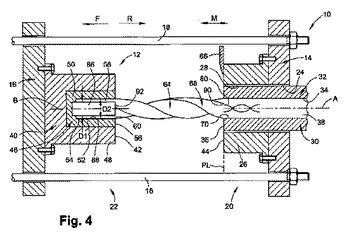 (もっと読む)
(もっと読む)
押出用ダイス
【課題】押出用ダイスの製作において、製作の手間を減じて製作時間を短縮し、かつ寸法精度を向上させる。
【解決手段】押出材の形状に応じて専用されるダイス(1)であって、押出方向において複数個の型(21)(31)に分割されている。前記ダイス(1)は中空の押出材の外周部を成形する雌型(10)と内周部を成形する雄型(20)とを組み合わせたポートホールダイスであり、前記雄型(20)が分割されている。
(もっと読む)
1 - 20 / 44
[ Back to top ]