
Fターム[4E050JB10]の内容
金型の交換、取付け、製造 (1,478) | 金型の製造方法 (224) | その他 (50)
Fターム[4E050JB10]に分類される特許
1 - 20 / 50
ホットスタンピング成形用金型及びその製作方法
炭素膜被覆部材及びその製造方法
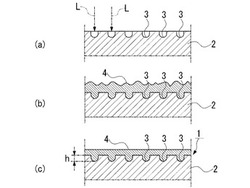
【課題】 基材上に高い密着性をもって炭素膜が形成された炭素膜被覆部材及びその製造方法を提供すること。
【解決手段】 炭素膜被覆部材1が、超硬合金の基材2の表面に直径50μm以下の複数の微細穴3が並んで形成され、基材2の表面に微細穴3を埋めて炭素膜4が形成されている。また、この炭素膜被覆部材の製造方法は、超硬合金の基材2の表面に直径50μm以下の複数の微細穴3を並べて形成する穴形成工程と、該穴形成工程後に基材2の表面に微細穴3を埋めて炭素膜4を形成する炭素膜形成工程とを有している。
(もっと読む)
プレス成形用金型及びプレス成形金型用保護膜の製造方法

【課題】PVD法により形成された保護膜を有するプレス成形用金型において、高い耐焼き付き性を有するプレス成形用金型及びプレス成形金型用保護膜の製造方法を提供する。
【解決手段】プレス成形用金型は、少なくとも被成形体に接触する成形面上に、プレス成形時の焼き付きを防止するための保護膜が形成されている。この保護膜は、PVD法により形成されており、その表面から抜き出された任意の選択区間を複数の個別区間に分割し、その分割数をNとし、選択区間の端部からn番目の分割点における表面の傾斜を(dZn/dXn)としたときに、下記数式から算出される二乗平均平方根RΔqが0.032以下である。 (もっと読む)
(もっと読む)
被吊り下げ体の設計支援方法及び被吊り下げ体の設計支援装置
【課題】被吊り下げ体をワイヤーで吊るす際の被吊り下げ体の傾きを簡単に検証できるとともに、当該被吊り下げ体の傾きを簡単に抑制できる被吊り下げ体の設計支援方法及び設計支援装置を提供すること。
【解決手段】金型30の重心Gを通り上下方向に延びる重心線G1を求め(ステップS21)、金型30が備える複数のワイヤー取付部34に、それぞれワイヤー33の下端33aを位置づけるとともに、当該ワイヤー33の上端33bを重心線G1上に位置づけ、すべてのワイヤー33について、金型30の角部31cと接触する当該ワイヤー33の中間部33cを変化させ、当該ワイヤー33の上端33bが到達しうる重心線G1上の最も高い位置を求め(ステップS22)、各ワイヤー33の上端33bが到達しうる重心線G1上の最も高い位置のうち、最も低い位置と最も高い位置との差分hを求める(ステップS25)ことを特徴とする。
(もっと読む)
硬質皮膜被覆金型及びその製造方法
【課題】物理蒸着法による酸化物の上層と窒酸化物の下層との密着性及び上層の耐焼き付き性及び耐かじり性に優れた硬質被膜被覆金型を提供することである。
【解決手段】金型基体直上に、金属元素としてAlとCrを必須構成元素とする窒酸化物の下層と、金属元素としてAlとCrを必須構成元素とする酸化物の上層とを、物理蒸着法により被覆した硬質被膜被覆金型において、該酸化物の上層はα型結晶構造を有し、X線回折強度比TC(006)が1.3以上であることを特徴とする硬質被膜被覆金型。
(もっと読む)
プレス成型金型のスプリングバック見込み形状生成方法及び装置
【課題】比較的単純な幾何演算で、かつ従来の手法に比べ成型誤差をより減少できるプレス成型金型のスプリングバック見込み形状が求まるプレス成型金型のスプリングバック見込み形状生成技術を提供する。
【解決手段】本発明のプレス成型金型のスプリングバック見込み形状生成方法及び装置は、基準形状とスプリングバック後形状のメッシュの対応頂点において、変位がゼロの拘束点集合を発見し、拘束点集合を初期補正済み頂点集合とし、補正済み頂点集合に含まれ、その1近傍頂点が未補正頂点集合に含まれる基準形状頂点において見込み形状頂点の候補点を算出し、未補正1近傍頂点は通常複数あるのでそれら候補点の重心点をその未補正頂点の見込形状頂点と定め、この頂点を補正済み頂点に更新する処理を、未補正頂点がなくなるまで繰り返すことによってスプリングバック見込み形状を生成する。
(もっと読む)
温熱間鍛造用金型及びその製造方法
【課題】鍛造加工時における摩耗とともに、熱疲労亀裂を抑制し金型の大きな割れや欠けを防止でき、耐久性に優れた温熱間鍛造用金型及びその製造方法を提供する。
【解決手段】金型意匠面に耐摩耗性皮膜を与えた温熱間鍛造用金型である。耐摩耗性皮膜は、イオンプレーティング法により、(AlxCr1−x)Nからなる第1層(0<x<1)と、(TiyAl1−y)Nからなる第2層(0<y<1)と、を交互に積層させた多層皮膜であって、隣り合う前記第1層及び前記第2層の各層の厚さが少なくとも15nm以下であるとともに、前記多層皮膜の総被膜厚さは1μm以上20μm以下である。
(もっと読む)
金型作製方法及び金型加工データの作成方法
【課題】金型素材の加工前に金型素材(実物)の特性を加工データに反映することにより、加工後の修正工数を削減し、金型の製造リードタイムの短縮化を図る。
【解決手段】金型の形状データを作成するステップと、前記金型の形状データに基づいて金型素材を作製するステップと、前記金型の形状データに基づいて加工データを作成するステップと、前記金型素材から前記加工データによって前記金型を作製する前に、前記金型素材を分析し、前記金型の使用時の変形量及び方向を予測するステップと、予測された前記変形量及び方向に基づいて、前記加工データを修正するステップと、修正後の前記加工データに基づいて前記金型素材を加工するステップとを有する。
(もっと読む)
金型表面形状の設計支援方法
【課題】
設計効率の高い金型表面形状の設計支援方法を提供すること。
【解決手段】
金型および被加工材の有限要素メッシュ形状を生成する手順1と、被加工材を金型で加工するための有限要素解析を行う手順2と、被加工材に付与された荷重を除去した後に手順2と同様の有限要素解析を行う手順3と、少なくとも1点の評価位置を断面形状が定義された各設計断面形状の上に設け、各評価位置の任意の1点から成形後形状までの距離を評価値として全て求める手順4と、評価値と予め定められた設計許容値を比較する手順5と、評価値と設計許容値とを用いて各設計断面に設定した金型表面形状変形制御点の座標修正値である金型修正値を求める手順6と、金型修正値を用いて金型の有限要素メッシュの形状を修正する手順7とを順次行い、加工時における被加工物のスプリングバック量を考慮した金型修正形状を求める。
(もっと読む)
三次元造形方法及び三次元造形装置
【課題】 三次元形状物の形状精度を向上することが可能な三次元造形方法及び三次元造形装置を提供すること。
【解決手段】 三次元形状物FTが造形される基板32を冷却タンク30の中に配置し、冷却タンク30内の冷却水の水位WLが溶接面WSの下になるように冷却タンク30内の冷却水の水位WLを調節するとともに、冷却タンク内30の冷却水CWを循環させる。基板32を、内部に水路が設けられた冷却用部材34に載置し、水路内の冷却水を循環させる。
(もっと読む)
金属用コイニング金型及びコンプレッサー
【課題】プレス成形品を精度良く大量に製作する事ができ、かつ、安価に提供することのできるコイニング金型及びそれを用いて形成したコンプレッサーの提供。
【解決手段】板金に0.01〜0.05ミリメートルの突起を多数設け金属用コイニング金型31を構成してあり、従来の金属塊を加工して形成した金型に比べ金型の材料費が安価となり、安価に金型を供給する事が出来るとともに、当該コイニング金型で摺動面を形成した回転式コンプレッサーもその摺動面に0.01〜0.05ミリメートルの突起を設けた板金製のコイニング金型を押し付けることによって成形できるので安価に提供することができる。
(もっと読む)
プレス金型の設計方法
【課題】金型の設計を容易に行うことができるとともに、分業化を促進できるプレス金型の設計方法を提供する。
【解決手段】3次元CADを用いてレイアウト設計工程でプレス成型品の形状の決定を行う。そしてレイアウト設計工程に続く型構造設計工程では、仮の型構造内に配置された複数の部品に関するパラメータ入力を行って当該部品の形状の変形処理を行って最終的なプレス金型を図面化して表示する。これによりプレス成型品に関するレイアウト設定をした後にこのプレス成型品に関するデータを用いて型構造設計を行うことができるので、同一の設計者による作業が可能であり効率的にプレス金型の設計を行うことができる。
(もっと読む)
金型設計装置、金型設計方法、及びプログラム
【課題】任意の変位定義面情報を変更したとしても、それに応じた金型情報を生成できる金型設計装置を提供する。
【解決手段】基準面からの変位を定義する変位定義面の形状を示す情報である変位定義面情報が2以上記憶される変位定義面情報記憶部11と、変位定義面情報に関する入力を受け付ける受付部12と、受付部12が受け付けた変位定義面情報に関する入力に応じて、変位定義面情報を変更する変更部13と、変位定義面情報記憶部11で記憶されている2以上の変位定義面情報で示される各変位定義面の変位を加えることによって、平板のプレスにおける金型の形状を示す情報である金型情報を生成する生成部17と、生成された金型情報を出力する出力部18とを備える。
(もっと読む)
工具の設計のための方法
【課題】工具を形成するための歯先表面を最適化し、効率的に作製する方法を提供する。
【解決手段】シート状金属形成部品2のための工具の歯先4の作製において、構成要素端縁3の凸凹したゾーンの平滑化のため、充填表面が生成される。断面プロファイル10の初期方向は、互いから距離を空けた断面プロファイル10がこれらの初期方向を用いて構成要素3に沿って配置され、かつ断面プロファイル10の接続によって歯先4が作製され得るように定められる。
(もっと読む)
プレス装置
【課題】 金型のメンテナンスを容易にすることができ、且つ被加工材の外観不良を抑制しえる凹陥部を有したプレス装置を提供する。
【解決手段】 被加工材を成形面でプレス成形する一対の金型を備えるプレス装置において、少なくとも一方の金型の成形面にゴミを溜める凹陥部5を形成し、前記凹陥部5は円環溝で形成されて前記金型を補修する円形形状のブッシングの縁10に介在させることなく配置する。
(もっと読む)
再生金型の製造方法および再生金型
【課題】再生金型の型寿命が比較的長く、また、繰り返し再生を行いやすい再生金型を提供する。
【解決手段】使用済みとなった金型Pを準備する準備工程と、金型Pの型面Fに存在する劣化部Dを除去し、元の型面形状となるように型面Fの面下げを行う面下げ工程と、金型Pの後端部に金型材Hを接合する接合工程と、金型材Hの余剰部分を除去し、元の金型形状に整形する整形工程とを有する再生金型の製造方法とする。上記製造方法では、準備工程の後に、面下げ工程、接合工程を行っても良いし、上記準備工程の後に、接合工程、面下げ工程を行っても良い。
(もっと読む)
硬質皮膜被覆部材および成形用冶工具
【課題】耐摩耗性および密着性に優れた硬質皮膜被覆部材および成形用冶工具を提供する。
【解決手段】硬質皮膜被覆部材は、Crを含有する鉄基合金からなる基材と、基材の表面に膜厚1〜10μmで形成された第1皮膜層と、第1皮膜層の表面に膜厚2〜10μmで形成された第2皮膜層とを備え、第1皮膜層が、Cr1−a−bMaBb(CcN1−c)からなり、MがW、V、Mo、Nb、Ti、Alから選ばれる1種以上の元素であり、a、b、cが原子比であるときに、0≦a≦0.7、0≦b≦0.15、0≦c≦0.5、0.3≦1−a−bを満足し、第2皮膜層が、Nb1−d−e−fCrdAleLf(CgN1−g)からなり、LがSi、Y、Bから選ばれる1種以上の元素であり、d、e、f、gが原子比であるときに、0.05≦1−d−e−f≦0.5、0.05≦d≦0.5、0.4≦e≦0.7、0≦f≦0.15、0≦g≦0.5を満足する。
(もっと読む)
工作物、特に成形工具または成形工具部分を製造する方法および装置
本発明は、第1型部分(2a)と少なくとも1つの第2型部分(2b)とを有する耐熱性型(2)を真空化可能なチャンバ(1)内に提供するステップと、該耐熱性型(2)に金属含有材料を充填するステップと、真空化可能なチャンバ(1)内に真空を生成するステップと、金属含有材料を加熱するステップと、耐熱性型(2)内の加熱された金属含有材料を真空条件下でホットプレスにより圧縮するステップとを含む、工作物、特に成形工具、または成形工具部分を製造する方法に関する。さらに、本発明は、工作物、特に成形工具、または成形工具部分を製造する装置に関する。 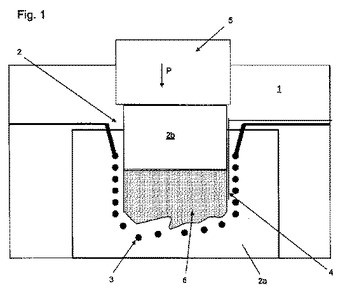 (もっと読む)
(もっと読む)
金型加工データ変更方法
【課題】元の加工データを有効に利用して短時間に二番型用の加工データを得る。
【解決手段】成形品モデルに基づき、NC加工データを作製する。NC工作機械により、NC加工データに基づいて金型を作製する。金型の修正をして一番型を得る。計測器により、一番型を3次元的に計測して、メッシュデータ34を得る。NC加工データにおける加工工具16の移動経路20を示す複数箇所のデータから選択された箇所36で、加工端面16aがメッシュデータ34に対して点接触する位置まで加工工具16をZ方向に移動させる。元のNC加工データを、移動後の加工工具16の位置に基づいて変更する。
(もっと読む)
成形金型及びこれを用いた金属ガラスの成形方法
【課題】凹型と凸型からなる成形金型において、そのどちらか一方をきわめて単純にかつ、相手型の形状、寸法に合わせたものとして形成することができる成形金型を提供する。
【解決手段】凹型1及び凸型2からなる成形金型Aに関する。凹型1と凸型2が熱時強度の異なる金属材料により形成される。加熱状態で凹型1と凸型2を接触させることにより、一方の型1(又は2)の形状が他方の型2(又は1)に転写して形成される。一方の正確な形状を容易に他方に転写することができる。
(もっと読む)
1 - 20 / 50
[ Back to top ]