
Fターム[4E065EA06]の内容
Fターム[4E065EA06]に分類される特許
21 - 40 / 76
接合方法および接合装置
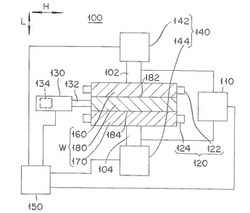
【課題】導電材料からなる被接合部材を抵抗加熱するための電極の寿命を向上させ得る接合方法および接合装置を提供する。
【解決手段】第1、第2被接合部材160、170に電気的に接続される第1、第2電極102、104と、電流を、第1電極から、第1被接合部材、中間部材180、第2被接合部材を経由して第2電極に流すための電流供給手段110と、中間部材の第1、第2接触面182,184に対して第1、第2被接合部材を相対的に静止した状態で保持する保持手段120と、第1、第2接触面を第1、第2被接合部材に対して摺動させるための摺動手段130と、摺動手段および電流供給手段を制御し、第1、第2接触面を第1、第2被接合部材に対して摺動させつつ、電流を、第1電極から、第1被接合部材、中間部材、第2被接合部材を経由して、第2電極へ流して抵抗加熱することによって接合するための制御手段150とを有する。
(もっと読む)
接合方法および被接合部材

【課題】同一平面上にない接合面として、中空通路を形成するための割り面であって中空通路の軸線に沿って伸びる割り面を設定したときにおいても安定した接合強度を得ることが可能な接合方法および被接合部材を提供する。
【解決手段】導電材料からなり、同一平面上にない接合面を有する一対の被接合部材10,20を接合するための接合方法であって、互いに接合される被接合部材の接合面10a,20aを対向させ、一対の被接合部材を相対的に摺動させつつ、被接合部材の一方から他方へ電流を流して抵抗加熱することによって、接合面同士を接合する接合工程を有している。そして、同一平面上にない接合面として、中空通路110,111を形成するための割り面120であって中空通路の軸線に沿って伸びる割り面が設定してある。
(もっと読む)
溶接後の溶接部強度に優れるスポット溶接用鋼板、及び、溶接部の強度に優れるスポット溶接継手
【課題】鋼板同士をスポット溶接した際に、介在物を起因とする欠陥や割れが生じて強度が低下するのを防止でき、良好な作業性を確保しつつ、信頼性の高い溶接部を形成することが可能な、溶接後の溶接部強度に優れるスポット溶接用鋼板、及び、溶接部の強度に優れるスポット溶接継手を提供する。
【解決手段】引張強さが400〜700MPa、母材の成分組成中におけるCの含有量が0.05〜0.12質量%の範囲であり、次式{Ceqt=C+Si/30+Mn/20+2P+4S}で表される炭素当量Ceqtが0.18質量%以上0.22質量%以下の範囲であるとともに、次式{Ceqh=C+Si/40+Cr/20}で表される炭素当量Ceqhが0.08質量%以上であり、さらに、当該鋼板の表面から3μmまでの範囲の深さにおいて、GDS分析法によって測定される平均酸素濃度OC(%)が次式{OC≦0.5}で表される範囲である
(もっと読む)
インダイレクトスポット溶接方法
【課題】重ね合わせた金属板の総厚の如何にかかわらず、好適な碁石形ナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】インダイレクトスポット溶接法において、電極の加圧力および通電する電流値に関して、通電開始から3つの時間帯t1,t2,t3に区分し、最初の時間帯t1では、式中F1で表される加圧力F1(N)で加圧しかつ式中C1で表される電流値C1(kA)で通電したのち、次の時間帯t2では、式中F2で表される加圧力F2(N)で加圧しかつ式中C2で表される電流値C2(kA)で通電し、さらに次の時間帯t3では、式中F3で表される加圧力F3(N)で加圧しかつ式中C3で表される電流値C3(kA)で通電する。ただし、Tは、重ね合わせた金属板の総板厚(mm)である。
(もっと読む)
スポット溶接方法及びスポット溶接装置
【課題】2枚の厚板に薄板を重ねた被溶接部材をスポット溶接にあたり、安定した溶接品質が得られるスポット溶接方法及びスポット溶接装置を提供する。
【解決手段】薄板101、第1厚板102、第2厚板103が順に重ね合わせた被溶接部材100をスポット溶接するにあたり、第2厚板102に当接する固定側電極104と薄板101に当接する可動側電極17及び可動側電極17に隣接して薄板101に当接する制御加圧手段20とによって被溶接部材100を挟持加圧する。第2厚板103に固定側電極14による加圧力が付与され、薄板101側に可動側電極17による加圧力と制御加圧付与手段20による制御加圧力が付与され、可動側電極17による加圧力より固定側電極14による加圧力が小さく制御される。薄板101と第1厚板102間の電流密度が高くなり、薄板101から第2厚板103に亘って良好なナゲットが形成され、溶接品質が向上する。
(もっと読む)
抵抗溶接システム及び抵抗溶接方法
【課題】複数個のワークが積層されて形成された積層体に対して抵抗溶接を施す際、前記積層体の最外に位置するワークと、これに隣接するワークとの間にナゲットを十分に成長させる。
【解決手段】抵抗溶接システムを構成する溶接ガンは、積層体を挟持する第1溶接チップ及び第2溶接チップと、第1溶接チップとともに前記積層体の最外に配置されたワークに当接する補助電極を具備する。溶接タイマ30の作用下に第1溶接チップから第2溶接チップへの通電がなされた際、第1溶接チップから補助電極に流れる分岐電流が同時に発生する。分岐電流i2を停止させるための分流OFFタイマ32には、前記の通電がなされると同時に、溶接タイマ30から通電開始信号が発信される。
(もっと読む)
抵抗溶接方法及びそのシステム
【課題】複数個のワークが積層されて形成された積層体に対して抵抗溶接を施す際、前記積層体の最外に位置するワークと、これに隣接するワークとの間にナゲットを十分に成長させる。
【解決手段】抵抗溶接システムを構成する溶接ガンは、積層体を挟持する第1溶接チップ及び第2溶接チップと、第1溶接チップとともに前記積層体の最外に配置されたワークに当接する補助電極を具備する。第1溶接チップから第2溶接チップへの通電がなされた際、第1溶接チップから補助電極に流れる分岐電流が同時に発生し、最外のワークの温度が大きな昇温速度で上昇する。この昇温速度が小さくなるように変化する時点で、分岐電流i2を停止させる。
(もっと読む)
接合装置および接合方法
【課題】電極や電極の接触部位の磨耗や凝着を抑制して寿命を向上可能な導電材料の接合装置および接合方法を提供する。
【課題手段】導電性を備えた一対の被接合部材1a,1bの互いに接合される接合面2a,2b同士を対向させ、一対の前記被接合部材を相対的に摺動させつつ、前記被接合部材の一方から他方へ電極51,52を介して電流を流して抵抗加熱により前記接合面同士を接合する接合装置10であり、前記被接合部材を加圧することで対向する前記接合面の間に加圧力を作用させる加圧手段と、一対の前記被接合部材を相対的に摺動させる摺動手段と、を有し、前記電極52が、前記加圧手段および摺動手段の少なくとも一方と別体で構成される。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接の際に、溶融した状態で形成される碁石形のナゲットを安定して得ることができるインダイレクトスポット溶接方法。
【解決手段】インダイレクトスポット溶接法において、通電時間を2つの時間帯t1、t2に区分し、各時間帯t1,t2でそれぞれ加圧力F1,F2及び電流値C1,C2を制御するものとし、最初の時間帯T1では、次式1で表される加圧力F1で加圧しかつ次式2で表される電流値C1で通電したのち、次の時間帯t2では、次式3で表される加圧力F2で加圧しかつ次式4で表される電流値C2で通電する。1.2F2≦F1≦5F2・・・1,0.25C2≦C1≦0.85C2・・・2,35T2.3≦F2≦170T1.9・・・3,2T0.5≦C2≦5.5T0.9・・・4,ただし、Tは、重ね合わせた金属板の総板厚mmである。
(もっと読む)
接合方法および接合装置
【課題】接合面の全体を均一に接合可能な接合方法および接合装置を提供する。
【解決手段】互いに接合される導電性を備えた一対の被接合部材1a,1bの接合面2a,2bを対向させ、前記被接合部材1a,1bの一方に対して他方を相対的に摺動させつつ、前記被接合部材1a,1bの一方から他方へ電流を流して抵抗加熱することで、接合面2a,2bの高面圧部に摩耗,塑性流動および材料拡散を生じさせ、時々刻々と電流集中箇所を変化させつつ接合面2a,2b同士を接合する。
(もっと読む)
抵抗溶接制御方法
【課題】3枚重ねの被溶接材を抵抗溶接するときに、チリの発生しない状態ですべての被溶接材のナゲット径を適正範囲内で形成すること。
【解決手段】溶接中の瞬時電力値が電力設定値Prと等しくなるように定電力制御しながら溶接する抵抗溶接制御方法において、上記の電力設定値Prを、予め定めた電力目標パターンに従って溶接経過時間tに伴って変化する値とする。この電力目標パターンは、溶接開始時点で初期値Psとなり、その後は次第に大きくなり第1溶接経過時間T1で第1ピーク値Pp1となり、その後は次第に小さくなり第2溶接経過時間T2でベース値Pbとなり、その後は次第に大きくなり溶接終了時点Teで第2ピーク値Pp2となるパターンである。第1ピーク値Pp1によって各ナゲット径を略等しくすることができ、ベース値Pbによって過剰な入熱を抑制してチリの発生を防止することができる。
(もっと読む)
金属部材の接合方法
【課題】少ない接合エネルギーで高い接合強度を確保する。
【解決手段】第1金属部材(1)の第1、第2内径部4,5に、第2金属部材(10)の第1、第2外径部11,12をそれぞれ当接させるとともに、上記第1金属部材(1)と第2金属部材(10)とを一対の電極21,22を用いて軸方向に加圧しつつ通電することにより、上記両部材(1,10)の間に、上記第1内径部4と第1外径部11とが接合された第1接合部P1と、上記第2内径部5と第2外径部12とが接合された第2接合部P2とを形成し、かつこれら両接合部P1,P2の間に、間隙部15を形成する。接合前の時点では、上記第1外径部11と第1内径部4との接触部C1、および上記第2外径部12と第2内径部5との接触部C2のうち、通電時により高温になる方の接触部のオーバラップ代(S1)を、もう一方の接触部のオーバラップ代(S2)よりも大きく設定する。
(もっと読む)
薄鋼板のスポット溶接方法
【課題】生産性を阻害することなく、スポット溶接部における引張強さに優れ、かつ、スポット溶接による熱変形防止が実現可能な一対の薄鋼板のスポット溶接方法を提供する。
【解決手段】一対の鋼板のうち一方の薄鋼板11に対して、エンボス張出し成形を行ってエンボス張出し成形部11aを形成する第一の工程と、エンボス張出し成形部11aを押し潰して環状の突起部11cを有する圧痕部11bを形成する第二の工程と、一方の鋼板11の突起部11cが突出する側に他方の鋼板12を重ね合わせて、一対の薄鋼板11,12をスポット溶接する第三の工程からなるスポット溶接方法を採用する。
(もっと読む)
スポット溶接方法及びスポット溶接継手
【課題】スポット溶接により形成された溶接継手の強度を、溶接後の後処理を行うことなく向上させる。
【解決手段】複数の金属板14a、14bをスポット溶接する際に、値IAの溶接電流を流して、複数の金属板14a、14bの溶接予定箇所を溶融させた後、少なくとも当該溶接予定箇所が凝固するときに、当該溶接予定箇所に対して超音波衝撃による機械的振動を与えて当該溶接箇所の組織を微細化するようにした。
(もっと読む)
合金化アルミめっき鋼板またはアルミ合金層を有するプレス部品のスポット溶接方法
【課題】溶接条件を最適化することによりチリの発生を抑制して安定したスポット溶接継ぎ手を製造可能な合金化アルミめっき鋼板のスポット溶接方法方法を提供する。
【解決手段】 鋼板の表面にFeを原子比で50%以上80%以下含有するFe-Al合金層を片面の厚さ5μm以上50μm以下有する合金化アルミめっき鋼板、または、表面にFeを原子比で50%以上80%以下含有するFe-Al合金層を片面の厚さ5μm以上50μm以下有するプレス部品をスポット溶接する方法において、電流の周波数が50Hzもしくは60Hzの単相交流スポット溶接機を用い、通電開始後に溶接電流を漸増させるアップスロープ通電期間を4サイクル以上20サイクル以下設け、その後に一定溶接電流通電期間を、接合する鋼板の板厚をt(mm)とした場合に、α×(4×t )サイクル以上、α×(10×t+10)サイクル以下、電源の周波数が60Hzの場合はα=1.2、50Hzの場合はα=1とすること、及び、直流インバーター電源を有するスポット溶接機を用い、通電開始後に溶接電流の漸増させるアップスロープ通電期間を70ms以上340ms以下設け、その後に一定溶接電流通電期間を、接合する鋼板の板厚をt(mm)とした場合に、100×t ms以上200×t+200ms以下とすることを特徴とする合金化アルミめっき鋼板のスポット溶接方法。
(もっと読む)
異材接合継手および異材接合方法
【課題】スポット溶接の接合界面におけるAl−Fe系の脆い金属間化合物層の生成自体を無くして、高い接合強度とできる、鋼板とアルミニウム合金板との異材接合継手および異材接合方法を提供することにある。
【解決手段】鋼板とアルミニウム合金板とを重ね合わせてスポット溶接により接合した異材接合継手であって、前記鋼板とアルミニウム合金板との界面に前記スポット溶接によって形成された界面反応層がAlとCuとの金属間化合物と金属Alとが互いに重なりあった層状の組織からなり、この界面反応層にFeとAlとの金属間化合物を有さずに、高い接合強度を得る。
(もっと読む)
異材接合体及び異材抵抗スポット溶接方法
【課題】シール材として熱硬化性接着剤が塗布されている場合においても、接合部に良好な接合強度が得られるアルミニウム材とめっき鋼材との異材抵抗スポット溶接方法を提供し、アルミニウム材と鋼材との異材接合体において、良好な接合強度を得る。
【解決手段】アルミニウム材とめっき鋼材とを挟持する電極に加圧力を印加しながら通電し抵抗スポット溶接を行う。第1の加圧力P1と第2の加圧力P2とを所定のタイミングで印加する。第1の加圧力P1を印加することにより、導電性熱硬化性接着剤を減厚した後、8乃至20kAの電流Iを通電する。通電開始からT1経過後に第2の加圧力P2を印加して、熱硬化性接着剤の一部を排除し、電極間にアルミニウム材と鋼材との接触部及びめっき成分と接着剤との混合物層を形成する。通電期間T2を180乃至400ミリ秒とし、通電終了後に第2の加圧力P2の印加を終了する。
(もっと読む)
片側溶接方法
【課題】溶け落ち等の過熱による欠損の発生を可及的に防止しつつも、高品質の溶接部を短時間で形成することのできる、生産効率に優れた金属板の溶接方法を提供する。
【解決手段】2個の電極1を、相互に重ね合わせた複数の金属板2,3の片側から押し当てて通電することで、金属板2,3間に接合領域を生成する。具体的には、この溶接方法は、先端に向けて縮径する縮径面4を設けた電極1を通電しながら金属板2,3に押込んで、金属板2,3同士を密着変形させる密着変形過程(A)と、密着変形させた領域7に存在する異物を、電極1の押込みにより密着変形させた領域7から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程(B)と、清浄面密着領域に固相接合領域10を生成する固相接合過程(C)、とを含む。
(もっと読む)
抵抗溶接方法及びその装置
【課題】3枚以上のワークが積層され、且つその最外に厚みが最も小さい最薄ワークが配置された積層体に対して抵抗溶接を施す際、前記最薄ワークと、該最薄ワークに隣接するワークとの間にナゲットを十分に成長させる。
【解決手段】抵抗溶接装置を構成する溶接ガン14は、溶接用電極としての下チップ32及び上チップ38と、加圧用部材としての加圧用ロッド46とを具備する。この中の上チップ38及び加圧用ロッド46は、溶接対象である積層体48を、該積層体48の最外に配置された金属板(最薄ワーク)54側から加圧力F1、F2でそれぞれ加圧し、一方、下チップ32は、前記積層体48を金属板50側から加圧力F3で加圧する。F1+F2は、F3と均衡するように制御される。この状態で、上チップ38から下チップ32への通電がなされる。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】板厚の厚い高強度鋼板を抵抗スポット溶接方法で接合した場合においても欠陥や割れが生じるのを防止でき、良好な作業性を確保しつつ、信頼性の高い溶接金属部を形成することが可能な高強度鋼板のスポット溶接方法を提供する。
【解決手段】引張強さが900〜1850MPa、板厚が1.8〜2.8mmである高強度鋼板1A、1Bを抵抗スポット溶接方法によって溶接する際、溶接電極2A、2Bの高強度鋼板1A、1Bに対する加圧力EFを次式{1960×t≦EF≦2940×t}で表される条件として溶接通電を行った後、引き続き、加圧力EFをそのままとして、次式{160≦HT≦300}で表される保持時間HTで、溶接電極2A、2Bで高強度鋼板1A、1Bを保持する。但し、上記各式において、t:高強度鋼板の板厚(mm)、EF:溶接電極の高強度鋼板に対する加圧力(N)、HT:保持時間(ms)、を示す。
(もっと読む)
21 - 40 / 76
[ Back to top ]