
Fターム[4E067AA07]の内容
Fターム[4E067AA07]に分類される特許
101 - 120 / 233
銅製の薄肉パイプの拡散接合方法及び拡散接合装置
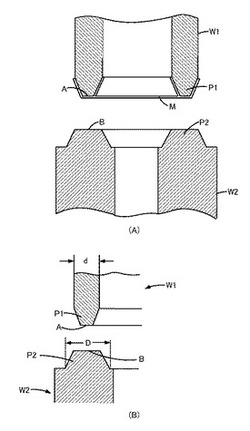
【課題】銅製の薄肉パイプと被接合物とを、所望の接合強度及び外観など接合品質の高い接合結果で拡散接合すること。
【解決手段】
銅製の薄肉パイプW1と被接合物W2との間に加圧力をかけた状態でパルス状の接合電流を通電して接合する銅製の薄肉パイプの拡散接合方法において、銅製の薄肉パイプW1は、その肉厚が0.6mm以上で1.5mm以下であり、銅製の薄肉パイプW1の先端面は銅よりも電気抵抗が大きい低融点金属膜Mで少なくとも被覆されており、被接合物W2の環状の突出部P2の根元の幅がDであって、内径が銅製の薄肉パイプW1の内径よりも小さく、かつ外径が銅製の薄肉パイプW1の外径よりも大きくなるように形成されており、銅製の薄肉パイプW1の肉厚dと環状の突出部P2の根元の幅Dとの関係がd≦D≦2.5dであることを特徴とする銅製のパイプの拡散接合方法。
(もっと読む)
中空形材の接合方法および接合構造

【課題】接合すべき中空形材の板材の厚さが薄い場合であっても、中空形材に変形を生じさせ難い中空形材の接合方法および接合構造を提供する。
【解決手段】第1の板11と、この第1の板11と対向する第2の板12と、第1の板11の端部11aと第2の板12の端部12aとを接続する第3の板13とを備えた中空形材10,10同士を接合する中空形材の接合方法において、中空形材10,10同士の間に中間プレート20を介設して、中空形材10,10同士を互いに離間させて配置するとともに、第3の板13がそれぞれ中間プレート20の両面に突き合うように中空形材同士10,10を配置し、回転させた摩擦撹拌接合用の回転ツール30を中間プレート20の端面に押し当てて、各第3の板13,13と中間プレート20との突合せ部分21を摩擦撹拌接合する。
(もっと読む)
接合方法
【課題】金属部材同士の突合部を金属部材の表面側及び裏面側から摩擦撹拌を行うとともに金属部材の両側面間の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】本発明に係る接合方法は、第一金属部材1aと第二金属部材1bとを突き合わせてなる被接合金属部材1に対して回転ツールGを移動させて摩擦撹拌を行う接合方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に対して被接合金属部材1の表面A側から摩擦撹拌を行う第一の本接合工程と、裏面B側から摩擦撹拌を行う第二の本接合工程と、一方の側面側Cから摩擦撹拌を行う第三の本接合工程と、他方の側面側Dから摩擦撹拌を行う第四の本接合工程と、を含み、表面側塑性化領域W1及び裏面側塑性化領域W2と、第一側面側塑性化領域W3及び第二側面側塑性化領域W4とを重複させることを特徴とする。
(もっと読む)
接合方法
【課題】金属要素同士の突合部の接合面付近の接合品質を向上させること。
【手段】開始位置Sを設定した突合部J1から挿入された攪拌ピンA2は、接合面J2を横切って、折り返し位置T1を設定した第一タブ部2に突入し、折り返し位置T1で折り返して接合面J2を横切って再び突合部J1に突入するようにしたため、第一タブ部2の近くの突合部J1に残ってしまう酸化皮膜が攪拌ピンA2によって攪拌されて分断され、突合部J1の接合品質が向上する。
(もっと読む)
接合方法
【課題】金属要素同士の突合部に反りが生じていても接合不良を招くことなく、高品質な摩擦攪拌接合を行えるようにすること。
【解決手段】開始位置SM1の直上に本接合用回転ツールBを位置させ、続いて、本接合用回転ツールBを右回転させつつ下降させて攪拌ピンB2の先端を挿入(圧入)する。攪拌ピンB2の全体が金属部材1に入り込み、かつ、ショルダ部B1の下端面B11の全面が金属部材1の表面に接触したら、摩擦攪拌を行いながら本接合用回転ツールBを突合部J1に沿って第一タブ材2に設定した終了位置EM1に向けて相対移動させる。このとき、縦方向の反りに合わせて階段状に回転ツールBを下げながら、相対移動させる。これによって、反りに合わせて摩擦攪拌接合を行うことができる。
(もっと読む)
接合方法
【課題】金属要素同士の突合部に反りが生じていても接合不良を招くことなく、高品質な摩擦攪拌接合を行えるようにすること。
【解決手段】ロールR1,R2が互いに近づいて金属部材1,1に圧力を加えると、補助部材Q3が突合部J1を下側に押し、補助部材Q1,Q2が金属部材1,1の両端側を上側に押すため、突合部J1には曲げモーメントが作用する。この曲げモーメントは金属部材1,1の表面側に引張応力を発生させるため、金属部材1,1が強制的に下側に凸に撓ませられる。ロールR1が矢印α方向に回転するとともに、ロールR2が矢印β方向に回転すると、ロールR1,R2は金属部材1,1に対して矢印δ方向に相対的に移動する。また、ロールR1が矢印β方向に回転するとともにロールR2が矢印α方向に回転すると、ロールR1,R2は金属部材1,1に対して矢印γ方向に相対的に移動する。これによって、反りを矯正する。
(もっと読む)
接合方法
【課題】金属要素同士の突合部を高い接合品質で接合する接合方法を提供すること。
【解決手段】金属部材1,1同士の突合部J1を回転ツールAによって摩擦攪拌を行って金属部材1,1同士を突合部J1で接合する本接合工程を含む接合方法であって、本接合工程前に、金属部材1,1の表面よりも盛り上がった肉盛部5を肉盛溶接によって突合部J1に形成して突合部J1を接合する仮接合工程を含み、本接合工程では仮接合工程で形成された肉盛部5に摩擦攪拌を行う。
(もっと読む)
空間部形成品
【課題】接合部に圧痕や溶融部が形成されることがなく外観に優れ、十分な強度を有する接合部をそなえた自動車クロージャー部品およびその製造方法を提供する。
【解決手段】成形された2枚の金属パネル2,3を合わせ、金属パネル間に閉塞された空間部または開放部を有する空間部を形成した空間部形成品1であって、合わせた2枚の金属パネルの端部の鍔部5を重合してなる端縁部のうち開放部以外の部位が電磁シーム圧接されていることを特徴とする。
(もっと読む)
接合継手の製造方法
【課題】接合操作を容易に行うことができ、且つ、高い強度と高い硬さを有する接合継手を得ることができ、更に、接合継手の時効処理に要する時間を短縮することができる接合継手の製造方法を提供すること。
【課題手段】接合継手の製造方法は、接合予定部4の裏面に凸部が設けられた接合ワーク3の前記接合予定部4を摩擦撹拌接合したのち、接合ワーク3の摩擦撹拌接合部Jを圧延することによって、凸部を押し潰して接合ワークの3表裏両面を平坦状に形成し、次いで、接合ワーク3を時効処理する。
(もっと読む)
エピタキシャル薄膜形成用のクラッド配向金属基板及びその製造方法
【解決課題】従来以上の配向性を有し、かつ、高い強度を有するエピタキシャル薄膜形成用の配向基板、及び、その製造方法を提供する。
【解決手段】本発明は、金属層と、前記金属層の少なくとも一方の面に接合された銅層とからなるエピタキシャル薄膜形成用のクラッド配向金属基板であって、前記銅層は、結晶軸のずれ角ΔφがΔφ≦6°である{100}〈001〉立方体集合組織を有するエピタキシャル薄膜形成用のクラッド配向金属基板である。この配向金属基板は、銅層の表面上に、形成されるエピタキシャル薄膜に対する中間層を備え、前記中間層は、ニッケル、酸化ニッケル、酸化ジルコニウム、希土類酸化物、酸化マグネシウム、チタン酸ストロンチウム(STO)、チタン酸ストロンチウム・バリウム(SBTO)、窒化チタン、銀、パラジウム、金、イリジウム、ルテニウム、ロジウム、白金からなる層を少なくとも1層備えるものとすることがより好ましい。
(もっと読む)
熱交換板およびその製造方法
【課題】流路設計の自由度を向上させること。
【解決手段】断面視矩形状を有する少なくとも一本の第1の溝4と、この第1の溝4の底面4a中央部に、前記第1の溝4の両側面4bに沿って形成された、前記第1の溝4よりも幅の狭い、断面視矩形状を有する第2の溝5とが、その表面2aに形成された平板状の本体2と、前記本体2の表面2a全体を覆うとともに、その裏面3aに、前記本体2の表面2aに重ね合わされた際に、その頂面6aが前記第1の溝4の底面4aと接し、その両側面6bが前記第1の溝4の両側面4bと接するとともに、その頂面6aと前記第2の溝5とにより流路7を形成する凸部6が形成された平板状の蓋3とを、摩擦攪拌接合により接合した。
(もっと読む)
熱交換板
【課題】加工するのに要する作業時間を短縮することができ、製造コストの低減化を図ることができて、かつ、接合部の裏波が流路に入ることを防止することができ、接合による蓋の変形を防止すること。
【解決手段】断面視矩形状を有する少なくとも一本の第1の溝4が、その表面2aに形成された平板状の本体2と、前記第1の溝4と略同じ平面視形状を有し、前記第1の溝4内に嵌め込まれた際に、その裏面3aが前記第1の溝4の底面4aと接し、その両側面3bが前記第1の溝4の両側面4bと接するとともに、その表面3cが前記本体2の表面2aと略面一となるように形成された蓋3とを備え、前記裏面3aの中央部に、前記両側面3b,4bに沿って形成された第2の溝5が設けられており、かつ、前記蓋3が、前記本体2に摩擦攪拌接合により接合されている。
(もっと読む)
金属部材接合方法及び放熱器の製造方法
【課題】金属部材同士を互いに重ね合わせて簡易かつ確実に接合する方法を提案する。
【解決手段】アルミニウム部材1と銅部材2とを重ね合わせて配置し、重ね合わせ部を銅部材2側から加熱及び加圧することにより、アルミニウム部材1と銅部材2とを接合する。加熱及び加圧は、円周方向に回転する円板状の接合ツール3の周面を、銅部材2の表面2aに押し込みつつ移動させることにより行われる。接合ツール3の周面には、回転方向に対して僅かに傾斜して連続する螺旋形の凹溝3cが形成されている。凹溝3c間のフラット部3dの幅w1(mm)及び凹溝3cの幅w2(mm)について、1≦w1≦5、かつ、1≦w2≦3、かつ、0.67≦w1/w2≦5.00が成立する。
(もっと読む)
複合材の製造方法および製造装置
【課題】低い加工度で、接合性の良好な複合材を得ることができる複合材の製造方法および製造装置を提供するものである。
【解決手段】本発明に係る複合材の製造方法は、異種金属板1A〜1Cの接合面を重ね合わせ、その重ね合わせた異種金属板1A〜1Cを冷間圧延接合して複合材10を製造する方法であり、異種金属板1A〜1Cを、酸素濃度を100ppm以下にした不活性ガス25の雰囲気に通すと共に、その不活性ガス25の雰囲気で各接合面の活性化処理を行った後、これら異種金属板1A〜1Cを重ね合わせると共に冷間圧延接合を行うものである。
(もっと読む)
積層部材の摩擦攪拌接合方法及び水素反応装置
【課題】融点が異なる金属を交互に3枚以上同時に積層接合できる摩擦攪拌接合方法を提供する。
【解決手段】第1の金属板1と、第1の金属板よりも融点の高い第2の金属板2とを交互に3枚以上積層した積層板を接合する方法であって、前記第1の金属板の側面が第2の金属板の側面よりも外側に突出するように積層し、前記第1の金属板の側面のみに接合ツール8を押圧して摩擦攪拌接合する摩擦攪拌接合方法を特徴とする。
(もっと読む)
半導体装置
【目的】従来の厚さのエミッタ銅箔およびコレクタ銅箔と従来の厚さの外部端子とをレーザ溶接で接合する半導体装置において、安定した強固な溶接部を有する半導体装置を提供すること。
【解決手段】外部端子11とコレクタ銅箔5および外部端子11とエミッタ銅箔6との間にそれぞれ金属板14を挟んでスポットレーザ溶接することによって、外部端子11の厚さより薄いコレクタ銅箔5およびエミッタ銅箔6を溶接部12が貫通することがなくなり、安定した強固な溶接部12を有する半導体装置とすることができる。
(もっと読む)
高導電性被接合物及びその拡散接合方法
【課題】
簡単で安価に接合強度の高い接合結果が得られる構造を有する高導電性被接合物及び拡散接合方法を提供すること。
【解決手段】
高導電性被接合物W2と拡散接合されるプロジェクションPを有する高導電性被接合物W1において、プロジェクションPは高導電性被接合物W1の一方の接合側の面S1から突出する環状のものであり、環状のプロジェクションPの外側近傍には接合側の面S1よりも低くなる深さの外周溝Bが形成されており、環状のプロジェクションPに囲まれた中央面域には、高導電性被接合物W1が拡散接合されるときに、環状のプロジェクションPの塑性流動化した金属材料を収容する凹所A又は内周溝A’を備え、その凹所又は内周溝は高導電性被接合物W1の接合側の面S1よりも低くなる深さを有し、高導電性被接合物W1の接合側の面S1におけるプロジェクションPの根元面域で拡散接合が行われることを特徴とする高導電性被接合物。
(もっと読む)
銀拡散制御層を使用したチタンと異種金属接合部の脆性防止及び接合力向上方法
【課題】銀拡散制御層を使用したチタンと異種金属接合部の脆性防止及び接合力向上方法を提供する。
【解決手段】チタン母材に銀拡散制御層を形成させる工程(工程1);前記工程1で銀拡散制御層が形成されたチタン母材と異種金属の間に挿入材を位置させる工程(工程2);及び工程2で挿入された挿入材の溶融温度以上に加熱して、チタン母材と異種金属を接合する工程(工程3)を含んでなる銀拡散制御層を使用したチタンと異種金属接合部の脆性防止及び接合力向上方法に関するものである。本発明による方法は、チタン母材上に銀拡散制御層を形成させることで、チタンと異種金属ブレイジング接合時に接合部で脆性が大きい金属間化合物の生成を抑制して脆性防止及び接合部の靭性を向上させることができるので、チタンと異種金属ブレイジング接合時に有用に使用できる。
(もっと読む)
摩擦撹拌接合用の高融点金属工具
摩擦撹拌接合又は摩擦撹拌成形用の工具が提供される。前記工具は、ショルダー部及び場合によりピン部を含んでなり、前記ショルダー部は、少なくとも60質量%及び100質量%までのタングステン、モリブデン、タンタル、ニオブ又はハフニウムを含んでなり、残部は、使用される場合には合金材料である。前記工具は、少なくとも1つの表面処理又はコーティングを有する。前記工具により溶接された物品も提供される。 (もっと読む)
接合方法
【課題】金属部材同士の突合部において摩擦攪拌を行うことで金属部材同士を接合する方法であって、接合部における気密性や水密性を向上させることが可能な接合方法を提供する。
【解決手段】金属部材1同士の突合部J1に対して摩擦攪拌を行う接合工程を備えた接合方法であって、接合が行われる突合部J1の平面線形が、3本の直線L1,L2,L3と2箇所の屈折点C1,C2との組み合わせからなり、この突合部J1の平面線形の延長距離が、両金属部材1,1の幅寸法Wよりも大きくなるように形成されている。
(もっと読む)
101 - 120 / 233
[ Back to top ]