
Fターム[4E067AA07]の内容
Fターム[4E067AA07]に分類される特許
141 - 160 / 233
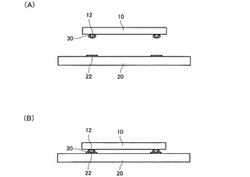
半導体装置の製造方法
【課題】本発明は、接合信頼性を向上させることを目的とする。
【解決手段】半導体チップ10の電極12及び配線基板20の配線パターン22の少なくとも一方に還元剤30を付着させる。電極12及び配線パターン22を対向させる。還元剤30を加熱して活性化し、還元剤30によって電極12及び配線パターン22の少なくとも一方の表面に形成された酸化膜を還元する。対向した電極12及び配線パターン22間に圧力を加え、電極12及び配線パターン22の材料を固相拡散させて、電極12及び配線パターン22を接合する。加熱を、電極12及び配線パターン22の融点よりも低い温度で行う。
(もっと読む)
薄板部材の接合方法

【課題】材質が相違するうえに厚さの薄い二種類の板部材を適確に接合することが可能な薄板部材の接合方法を提供する。
【解決手段】二種類の薄板部材における接合する部分に相互に係合可能な係合部分を形成し、これら2個の係合部分を係合させたのち、係合部分にショットを所定の条件で投射して2個の係合部分のうち少なくとも一方を塑性流動させ、これにより係合部分における相互の隙間を充填することを特徴とする。
(もっと読む)
熱交換器及びその製造方法
【課題】複数枚の接合板の接合部に設けられる流路に支障をきたすことなく、これらの接合板を確実に接合して熱交換器を製造できること。
【解決手段】流路3が形成された第1接合板1と、流路4が形成された第2接合板2とを複数枚接合して熱交換器を製造する熱交換器の製造方法において、接合板1、2をろう材5を用いて接合するろう付け接合と、接合板1、2を加圧機により一軸方向に加圧することによって接合する拡散接合と、接合板1、2をガスによる等方圧力の加圧により接合する高温等方加圧接合処理とを、少なくとも2種類組み合わせることで複数枚の接合板1、2を接合するものである。
(もっと読む)
被接合材の接合方法及び被接合材の接合構造
【課題】摩擦撹拌接合が及ばない厚肉の被接合材同士であっても摩擦撹拌接合を施すことにより被接合材同士を確実に接合することができ、その接合構造の機械的強度を低下させる虞のない被接合材の接合方法及び被接合材の接合構造を提供する。
【解決手段】本発明の被接合材の接合構造10は、厚肉で接合面11Aに摩擦撹拌接合の及ばない部分を有する被接合材11、11同士が、それぞれの接合面11A、11Aを介して接合された被接合材の接合構造であって、各被接合材11、11の接合部は、各被接合材11、11の境界線に沿って摩擦撹拌接合によって形成された第1の接合部12と、第1の接合部12以外の摩擦撹拌接合の及ばない部分が摩擦撹拌接合の余熱を利用した第1のろう材13を介して接合された第2の接合部14と、を有する。
(もっと読む)
摩擦撹拌接合方法
【課題】被接合部材の重合せ部若しくは突合せ部を線接合又は面接合することの出来る摩擦撹拌接合方法を提供し、また、大掛かりな装置を必要とすることなく、且つ過大な装置剛性も必要とされることのない、低コストな摩擦撹拌線接合又は面接合方法を提供する。
【解決手段】複動式回転工具10を用い、クランプ部材16にて、ショルダ部材14の先端面が当接せしめられる被接合部材の周りを押圧した状態下において、重合せ部若しくは突合せ部を摩擦撹拌点接合した後、プローブ12を引き抜き、プローブ穴を、摩擦撹拌部の他部位からの材料の流動にて埋め込むようにすることによって、一つの点接合操作を完了し、そしてこの点接合操作を、繰り返し実施し、隣接する点接合部位における摩擦撹拌部が重なり合うようにして、重合せ部若しくは突合せ部に所定長さ乃至は領域に亘って連続した接合部を形成するようにした。
(もっと読む)
高強度クラッド鋼板の製造方法
【課題】母材の強度と靱性に優れ、かつ溶接性に優れて実用性の高い高強度クラッド鋼板を提供する。
【解決手段】C−Mn鋼母材と合せ材とをクラッドしたクラッド鋼板の製造方法において、炭素当量を0.4質量%以下とした前記C−Mn鋼母材と合せ材とを組み合わせて1150℃〜1250℃の範囲に加熱して熱間圧延を行い、その仕上げ圧延を750℃〜950℃の温度範囲で終了し、直接水焼入れを行った後に焼戻しを行う。従来法により製造したクラッド鋼板の成分を変更することなく、より高い強度を有するAPIX70gradeの性能を満たすクラッド鋼板を製造することができる。また、焼入れのために再加熱する工程が省略され、工期、製造コスト、エネルギー消費の低減に繋がる効果がある。
(もっと読む)
金属部材接合方法
【課題】溶融点の異なる二の金属部材を互いに重ね合わせて接合する場合において、安定した接合部品質を得ることができ、大型で複雑な形状の金属部材同士の接合も可能な接合方法を提案する。
【解決手段】複数の金属部材(アルミニウム部材1、銅部材2)を、溶融点の高い順に互いに重ね合わせて配置し、円周方向に回転する円板状の接合ツール3のツール本体3aの周面を、重ね合わせ部において前記金属部材のうち最も溶融点の高い金属部材(銅部材2)の表面2aに押し込みつつ該金属部材(銅部材2)の表面2aに沿って移動させることにより、前記複数の金属部材(アルミニウム部材1、銅部材2)を互いに接合することを特徴とする金属部材接合方法。
(もっと読む)
複合金属板及びその製造方法
【課題】通常のロールで容易に圧接することができ、圧接部の接合強度に優れた複合金属板及びその製造方法を提供する。
【解決手段】第1金属板1と、第2金属板2とを備え、前記第1金属板と第2金属板の端部同士が接合された複合金属板の製造方法である。前記第1金属板1、第2金属板2の接合側端部には、凸状に形成された山部11,21と凹状に形成された谷部12,22を備える。前記第1金属板1の山部11を前記第2金属板2の谷部22に、また前記第2金属板2の山部21を前記第1金属板1の谷部12に係合させるように両金属板の端部を重ね合わせ、その重ね合わせ部を圧下することによって圧接し、拡散焼鈍する。
(もっと読む)
超音波ホーン
【課題】 多数回の使用に対し溶接条件範囲が広く、安定した溶接強度を確保する超音波ホーンを提供する。
【解決手段】 加工面4a上に複数個平行に同一平面上に配列された長方形の平坦部を有し、長方形の平坦部の間に断面V字状の溝を有する。
(もっと読む)
摩擦攪拌加工方法および摩擦攪拌加工用裏当て治具
【課題】 摩擦攪拌加工において、裏当て治具の表面に接する被加工材の面が平滑美麗で、後仕上げ加工の必要がない加工体を得るための摩擦攪拌加工方法および摩擦攪拌加工用裏当て治具を提供する。
【解決手段】 摩擦攪拌加工において、被加工材(31、32)の加工部の裏面と、該加工部の裏面にあてがわれる裏当て治具(10)との間に、表面平滑な薄層体(20)を介在させる。表面平滑な薄層体(20)としては、スチール箔、アルミニウム箔、銅箔などの金属箔、金属溶射膜やセラミック溶射膜が好適に用いられる。
(もっと読む)
セラミック接合方法及びその接合部材
【課題】異種材料であるセラミック材料と金属材料を、接着剤あるいは接合剤を用いることなく、かつ常温・大気雰囲気中で強固に接合する。
【解決手段】セラミック部材上に、アルミニウム、銅等を代表とする軟質金属材料を重ね、金属材料上部から回転ロッドを加圧挿入する。回転ロッドと金属部材との摩擦発熱により、接合部材全体ではなく、接合界面近傍の金属部材のみを局所的に軟化、塑性流動させた金属材料を直接セラミック材料に押しつけることにより接合する。
(もっと読む)
摩擦攪拌加工用ツールおよびこれを用いる摩擦攪拌加工品の製造方法
【課題】 摩擦攪拌加工において、ツールのショルダ部の沈み込みを抑制し、加工中に前進角や後退角が生じても加工部におけるバリの発生や肉厚の減少が少なく、また加工痕が目立ちにくく、品質良好な加工品を得ることのできる摩擦攪拌加工用ツールおよび摩擦攪拌加工品の製造方法を提供する。
【解決手段】 ショルダ面11と該ショルダ面の中央部に突設されたプローブ12とを備え、先端が円錐台形に形成された摩擦攪拌加工用ツールであって、円錐台の上底面に更に突設されたプローブを備え、ショルダが円錐台の上底面からなる第1ショルダ面及び円錐台の側面からなる第2ショルダ面からなり、該第1ショルダ面と第2ショルダ面のうち少なくとも第1ショルダ面には渦状の条溝が形成されている。このツールの回転軸を被加工材表面の法線方向プラスマイナス2度内に保ち摩擦攪拌加工により加工品を製造する。
(もっと読む)
銅部材の接合方法および摩擦攪拌接合装置
【課題】銅または銅合金の板材あるいはコイルを摩擦攪拌接合したときに、接合部分とそうでない部分の特性差が無視できる銅または銅基合金のコイルの接合方法と、簡易な構造で摩擦攪拌接合できる摩擦攪拌接合装置を提供する。
【解決手段】銅または銅基合金からなる複数の銅部材aの端面同士を摩擦攪拌接合により接合する接合方法であって、熱間圧延された銅部材aの端面同士を摩擦攪拌接合により接合した後、接合された接合体を冷間圧延する。本発明によれば、銅部材aの端面同士を摩擦攪拌接合した接合体について、接合部分とそうでない部分の特性の差が無視できる材料を得ることができ、また、簡易な装置で摩擦攪拌接合を実現できる。
(もっと読む)
半導体装置およびその製造に用いるスポット摩擦攪拌接合装置
【課題】リードフレームを絶縁基板,ないし半導体チップに接合した組立構造の半導体装置を対象に、信頼性の高い接合強度が確保できるように接合部材の厚さ,形状,材質を最適化したスポット摩擦撹拌接合装置を提供する。
【解決手段】絶縁基板2、該絶縁基板にマウントした半導体チップ3にリードフレーム4,5の接合脚片4a,5aを重ね、ここに回転ツール7を押し込んでスポット摩擦攪拌接合した組立構造になる半導体装置において、リードフレームの接合脚片については、そのスポット接合部の厚さt1を500μm以下に薄肉化して摩擦攪拌接合する際の塑性流動化を促進するようにし、また絶縁基板の導体パターン2bの厚さt2を0.5〜3mmに厚肉化して摩擦攪拌接合時の塑性流動範囲を拡大するとともに、導体パターンの領域まで貫入した回転ツールが絶縁基板のセラミック基板2aに当たるのを防ぐようにする。
(もっと読む)
金属接合体及びその接合方法
【課題】接合される部材が異種金属部材同士であっても高い接合信頼性を確保できる摩擦攪拌接合を用いた金属接合体を提供する。
【解決手段】アルミニウム材2と銅材3との金属接合体1Aは、アルミニウム材2に設けられた接合面20と銅材3に設けられた接合面30とが摩擦攪拌接合部4により互いに接合されているとともに、接合面30がアルミニウム材2に設けられたかしめ片21にかしめられることにより接合面20,30同士が機械的に接合されている。
(もっと読む)
青銅合金と鋼のクラッド材の製造方法
【課題】 生産効率を犠牲にすることなく、高密度化が可能な青銅合金と鋼のクラッド材の製造方法を提供する。
【解決手段】 鋼裏金2上に青銅合金を散布し焼結して得られた多孔質青銅合金層3の空孔率を乾式圧延工程と焼結工程とを施して空孔率3%以下の青銅合金と鋼との複層材を得た後、該複層材に対し圧延ロール表面に圧延油を供給して行う湿式圧延工程を施すことにより、従来の湿式圧延で見られる毛細管現象による焼結層の奥深くの空孔内へ圧延油が浸み込んで、次工程の熱処理(焼結)中に浸み込んだ圧延油が焼結層内で気化して新たな空隙が形成されるという不具合はなく、次工程の熱処理を行うことができる。このため、少ない圧延回数で青銅合金層の高密度化が可能となり、生産効率を高めることができる。
(もっと読む)
水平低荷重接合装置
【課題】接合する粒子の形状を変えず、複雑形状を有する部材表面の任意部分に粒子を接合する技術を提供する。
【解決手段】通電回路と加圧機構を有する電極を利用し、この電極に変形可能な導電性の線材により接続された導電性プレートを取り付け、加圧機構で発生する圧力を直接的に接合される粒子に伝達させない機構とすることで、極微小な力で粒子を固定させて通電接合する水平低荷重接合装置。
【効果】球形の粒子を複雑な形状を有する部材の任意表面に接合することができるため、任意の気孔率を有する表面修飾が可能となり、骨細胞の形成を誘発する人工骨などへの利用が可能となる。また、部品に傷をつけずにピックアップするための吸着ジグやフィルターなどへの応用も可能である。
(もっと読む)
バッキングプレート付きターゲットの製造方法
【課題】CuまたはCu合金製ターゲットにバッキングプレートを接合してなるバッキングプレート付きターゲットの製造方法を提供する。
【解決手段】片面に窪みを形成したCuまたはCu合金製ターゲット板状素材1とCuまたはCu合金製バッキングプレート板状素材2を重ね合わせて形成された隙間にAlまたはAl合金製インサート板状素材3を挿入して積層体を作製し、この積層体の周囲を真空中で電子ビーム溶接することにより全周電子ビーム溶接積層体13を作製し、この全周電子ビーム溶接積層体13を温度:400〜570℃、圧力:100〜350MPaの条件にて熱間静水圧プレスすることにより拡散接合積層体14を作製し、ついで、この拡散接合積層体14の電子ビーム溶接部分を含む十分な強度を持った拡散接合とならない部分を切削除去する。
(もっと読む)
金属材の接合方法
【課題】高硬度の金属材を摩擦攪拌接合により接合する場合でも、回転ツールの磨耗を少なくすることができる金属材の接合方法を提供する。
【解決手段】Fe等の金属材100,102を接合部104で突き合わせ、回転ツール11のプローブ12を接合部104に挿入する。回転ツール11を回転させつつ接合部104の長手方向に移動させることにより接合部104の金属組織が攪拌され、金属材100,102同士が接合される。回転ツール11を回転させつつ移動させる際に、接合部104および回転ツール11に液体CO2を供給する。電磁弁20,22を適宜開閉することによって、ノズル16,18は、回転ツール11の移動方向の後方から液体CO2を放出する。液体CO2を接合部104および回転ツール11に供給することにより、回転ツール11の磨耗を低減できる。また、接合部104の接合強度を向上できる。
(もっと読む)
異種材料接合体の製造方法
【課題】異なる金属材料からなる板状部材どうしを、反り量を簡便かつ任意に制御しつつ接合し、所望とする形状の異種材料接合体を製造する方法を提供する。
【解決手段】オーステナイト相の冷却によって所定の相変態を生じ得る第一の金属材料からなる第一の板状部材と、その温度−熱収縮率曲線が、第一の金属材料の温度−熱収縮率曲線と交差し得る第二の金属材料からなる第二の板状部材を用意するとともに、接合に関する所定のパラメータから反り量を予測しつつ、第一の板状部材と第二の板状部材が積層及び接合された異種金属材料接合体を得る異種金属材料接合体の製造方法である。
(もっと読む)
141 - 160 / 233
[ Back to top ]