
Fターム[4E067AA07]の内容
Fターム[4E067AA07]に分類される特許
61 - 80 / 233
接合方法
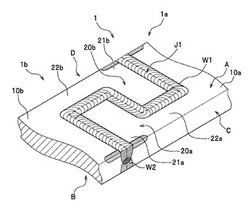
【課題】摩擦攪拌接合において、一対の金属部材の目開きを防止するとともに、金属部材同士の位置決め作業を容易に行うことができる接合方法を提供する。
【解決手段】本体部10a,10bの端面から延設された基端部22a,22bと、この基端部22a,22bの先端側に前記基端部よりも幅広に形成された先端部21a,21bとを備え、表面Aから裏面Bに亘って連続して形成された係合部20a,20bを有する一対の金属部材1a,1bを接合する接合方法であって、一対の金属部材1a,1bを係合部20a,20b同士で係合させる係合工程と、係合部20a,20b同士を係合させて形成された突合部J1の平面線形に沿って金属部材1a,1bの表面A側及び裏面B側の少なくとも一方から回転ツールを相対的に移動させて突合部J1を摩擦攪拌する摩擦攪拌工程と、を含むことを特徴とする。
(もっと読む)
摩擦圧接方法

【課題】摩擦圧接時に接合部の外面にバリが発生せず、簡単な圧力制御によって、接合部以外の部位と同等以上の高い接合強度が得られる、摩擦圧接方法を提供する。
【解決手段】少なくとも中空パイプ状の圧接部10を有する接合部材と、少なくとも中実棒状の圧接部20を有する接合部材との圧接部同士を突き合わせた状態で、互いに相対回転させながら押圧し、その摩擦熱により圧接部が軟化塑性変形ないし液相化することによって圧接させる摩擦圧接方法であって、パイプ状圧接部10と棒状圧接部20とは、該パイプ状圧接部10及び棒状圧接部20の外径より僅かに大きい内径で両端が開口する収容空間31を有する治具30の、収容空間31内において突き合わされて相対的に回転されることを特徴とする。
(もっと読む)
摩擦攪拌接合方法
【課題】摩擦攪拌接合の接合部の密閉性能を向上させる。
【解決手段】円柱状の大径部の端部に円柱状の小径部を備えた第一金属部材1aと、前記大径部と略同等の外径を有する円筒状の第二金属部材1bとを端面同士で突き合わせて形成された突合部40に対して摩擦攪拌を行う摩擦攪拌接合方法であって、突合部40に沿って回転ツール50を一周させて塑性化領域41を形成した後、塑性化領域41に沿って回転ツール50をさらに一周させることを特徴とする
(もっと読む)
電気接触子の製造方法
【課題】接点と台金との接合強度の安定性が高く、きれいな接合面を有する、電気接触子の製造方法を提供する。
【解決手段】 Cu、Cu合金から選ばれた材料で形成された台金と、Ag系、Ag−酸化系、W系及びCd系から選ばれた材料で形成された接点とを用い、接点3と台金1の間に、ろう材、めっき層、Ag又はAg合金板から選ばれた少なくとも1種のインサート金属を介在させ、回転ツール22を回転させながら台金1に押し込んで、回転ツール22と台金1との摩擦熱により、接点3と台金1とをインサート金属を介して固相拡散接合又は固液拡散接合させ、次いで回転ツール22を台金1から後退させる。
(もっと読む)
接合方法及び接合装置
【課題】通電により発熱するヒータチップを用いてワークを接合する場合において、その接合状態を一層正確に管理することができ、接合品質を一層向上させることができる接合方法及び接合装置を提供する。
【解決手段】接合装置10は、通電により発熱するヒータチップ12をワークWに押し当てて、該ヒータチップ12に接合用電源14によって所定時間通電することで当該ワークWと接合部材とを接合する装置である。該接合装置10には、接合用電源14による通電開始時からヒータチップ12の温度がピーク温度T1になるまでの時間tp及びその半分の温度になるまでの時間thを監視する時間・温度監視制御部18が設けられ、該時間・温度監視制御部18のCPU62は、前記時間tp、thに基づき、ワークWと接合部材との接合の良否を判定する。
(もっと読む)
摩擦攪拌用回転ツール及び接合方法
【課題】摩擦攪拌接合を好適に行うことができる摩擦攪拌用回転ツールを提供することを課題とする。
【解決手段】一対の金属部材1,1同士の突合部を摩擦攪拌するために用いられる摩擦攪拌用回転ツールBであって、金属部材1よりも硬質の金属からなるショルダ部B1と、ショルダ部B1の下端面B11の中央に突設され先細りの円錐台状に形成された攪拌ピンB2と、攪拌ピンB2の外周面に螺旋状に刻設された攪拌翼B3と、を有し、攪拌ピンB2の最大外径Y2に対す記攪拌ピンB2の長さの比が、1.33〜2.03であることを特徴とする。
(もっと読む)
金属部材の接合方法及びその装置
【課題】金属部材同士を接合する際、該金属部材同士の間に相対すべりを発生させることによって該金属部材の表面に存在する酸化皮膜を破壊する。
【解決手段】例えば、第1管体32と第2管体34との端部同士を接合する場合、第1管体32の端部にテーパー状凹部36を形成する一方、第2管体34の端部にテーパー状凸部38を形成する。これらテーパー状凹部36とテーパー状凸部38の間に、第1管体32及び第2管体34に比して低融点であるろう材44を介装し、この状態で、通電等を行うことでろう材44を溶融して該ろう材44を液相Lに変化させる一方、テーパー状凸部38のテーパー面40がテーパー状凹部36のテーパー面42に沿って0.5mm以上相対的に変位する(相対すべりを起こす)程度の押圧力を付加する。
(もっと読む)
接合方法
【課題】金属部材同士の突合部を金属部材の表面側及び裏面側から摩擦攪拌を行って金属部材同士を接合する方法であって、接合部における気密性や水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】金属部材1a,1bの突合部J1に対して被接合金属部材1の表面A側から摩擦攪拌を行う第一本接合工程と、J1突合部に対して被接合金属部材1の裏面B側から摩擦攪拌を行う第二本接合工程と、を備える接合方法であって、第二本接合工程において、第一本接合工程で形成された表面側塑性化領域W1に本接合用回転ツールGの攪拌ピンを入り込ませつつ摩擦攪拌を行って、表面側塑性化領域W1に残存する空洞欠陥Rを減少させることを特徴とする。
(もっと読む)
接合方法
【課題】継手部材を介設して金属部材同士を摩擦攪拌する接合方法であって、接合強度を高めるとともに、気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】第一金属部材1a及び第二金属部材1bを端面同士で突き合わせて形成された中空部に継手部材Uを挿入してなる被接合金属部材1に、回転ツールを移動させて摩擦攪拌接合を行う接合方法であって、本突合部J10、一方側突合部J11及び他方側突合部J12に対して表面A側から摩擦攪拌を行う第一本接合工程と、本突合部J10、一方側突合部J11及び他方側突合部J12に対して裏面B側から摩擦攪拌を行う第二本接合工程と、被接合金属部材1の少なくともいずれか一方の側面から本突合部J10に対して溶接を行う側面側溶接工程と、を含むことを特徴とする。
(もっと読む)
はんだ鏝用鏝先及びその製造方法
【課題】銅製の鏝先本体部と銅−鉄合金製の鏝先先端部とが継ぎ目なく一体化された焼結体からなる鏝先を得る。
【解決手段】鏝先1が、蓄熱及び伝熱のための銅製の鏝先本体部2と、濡れ面形成のための銅−鉄合金製の鏝先先端部3と、これらの鏝先本体部2と鏝先先端部3との間に介在する接合部4とで形成されていて、この接合部4が、銅粉末4aを加圧成形して銅の融点以下の温度で焼き固めた焼結体としての形態を有することにより、この接合部4を介して上記鏝先本体部2と鏝先先端部3とが焼結時の拡散接合により一体化されている。
(もっと読む)
枠構造体の製造方法および枠構造体
【課題】厚さの大きい枠構造体を容易に製造することを課題とする。
【解決手段】金属製の複数の枠部材10,10をその厚さ方向に接合して枠構造体1を形成する枠構造体の製造方法であって、枠部材10,10の接合面18,18を、面削加工して平坦にする面削工程と、枠部材10,10の接合面18,18を、脱脂して表面の油脂を除去する脱脂工程と、枠部材10,10をその厚さ方向に複数重ねて突き合わせる突合工程と、枠部材10,10の外周面11側から枠部材10,10同士の突合部12に沿って接合用回転ツールBを移動させて摩擦撹拌を行う本接合工程と、を有することを特徴とする。
(もっと読む)
摩擦攪拌接合方法
【課題】接合ツールの過度の加熱と、接合部における内部欠陥の発生を防止する。
【解決手段】縁部に面取り部2を設けた第1の被接合材3と、縁部に面取り部のない第2の被接合材6とを突き合わせ、その突き合わせ部7に沿って所定の方向に回転している接合ツール8を移動させながら突き合わせ部7を接合する摩擦攪拌接合方法である。接合ツール8の外周面に接すると共に前記突き合わせ部7と平行な第1の接線mの位置における接合ツール8の回転方向Bと接合ツール8の進行方向Aとが同じ方向になる前進側に第1の被接合材3を配置し、接合ツール8の外周面に接すると共に前記突き合わせ部7と平行な第2の接線nの位置における接合ツールの回転方向B’と接合ツール8の進行方向Aとが正反対になる後退側に第2の被接合材6を配置して摩擦攪拌接合を行う。
(もっと読む)
接合方法
【課題】一対の金属部材に対して摩擦攪拌接合を行う際に、摩擦攪拌装置の簡略化、小型化を可能とした接合方法を提供することを課題とする。
【解決手段】第一金属部材1aと第二金属部材1bとを接合する接合方法であって、凹部に継手部材20を挿入する継手部材挿入工程と、前記凹部と継手部材20の一方の側面との一方側突合部J11及び前記凹部と継手部材20の他方の側面との他方側突合部J12に対して、継手部材20側から摩擦攪拌を行う継手部材仮接合工程と、一対の前記段部が突き合わされた段部突合部J10及び継手部材20の裏面と前記凹部の底面とが突き合わされた底面突合部J13に対して継手部材20の反対側から、摩擦攪拌を行う本接合工程と、底面突合部J13及び段部突合部J10に対して継手部材20側から摩擦攪拌を行う一体化工程と、を含むことを特徴とする。
(もっと読む)
接合方法
【課題】一対の金属部材同士の突合部に対して摩擦攪拌を行う接合方法において、塑性化領域に生じる欠陥を確実に補修することができる接合方法を提供することを課題とする。
【手段】一対の金属部材同士を突き合わせて形成された突合部J1に対して摩擦攪拌を行う接合方法であって、突合部J1に対して金属部材の表面Aから摩擦攪拌を行う第一摩擦攪拌工程と、第一摩擦攪拌工程で用いた大型回転ツールGを用いて、第一摩擦攪拌工程で形成された塑性化領域W1に対して、表面Aから第一摩擦攪拌工程よりも深い位置で再度摩擦攪拌を行う第一再摩擦攪拌工程、を含むことを特徴とする。
(もっと読む)
接合構造物の製造方法
【課題】金属部材同士の接合部における気密性及び水密性を向上させることができる接合構造物の製造方法を提供することを課題とする。
【解決手段】接合構造物の製造方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に表面Aから摩擦攪拌を行う第一接合工程と、突合部J1に裏面Bから摩擦攪拌を行う第二接合工程と、側面C,Dにおいて突合部J1に沿って凹溝K1を形成する凹溝形成工程と、凹溝K1に継手部材Hを挿入する継手部材挿入工程と、接合構造物1と継手部材Hとの突合部J2,J3に表面Aから摩擦攪拌を行う第三接合工程と、突合部J2,J3に裏面Bから摩擦攪拌を行う第四接合工程と、突合部J2,J3において、第三接合工程で形成された塑性化領域W3と第四接合工程で形成された塑性化領域W4との間に形成された未塑性化領域に対して溶接を行う側面溶接工程と、を含んでいることを特徴としている。
(もっと読む)
伝熱板の製造方法
【課題】摩擦攪拌によって平坦性の高い伝熱板を製造することができる伝熱板の製造方法を提供することを課題とする。
【解決手段】ベース部材2の表面側に開口する凹溝の周囲に形成された蓋溝に、蓋板を配置する蓋溝閉塞工程と、前記蓋溝の側壁と前記蓋板の側面との突合部に沿って接合用回転ツールを移動させて摩擦攪拌を行う接合工程と、ベース部材2の裏面Zb側に矯正用回転ツールGを移動させて摩擦攪拌を行う矯正工程と、を含むことを特徴とする。
(もっと読む)
接合構造物の製造方法
【課題】金属部材同士を容易に接合することができる接合構造物の製造方法を提供することを課題とする。
【解決手段】第一金属部材1a及び第二金属部材1bの端面同士を突き合わせてなる接合構造物1の製造方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に対して表面Aから回転ツールを用いて摩擦攪拌を行う第一接合工程と、突合部J1に対して裏面Bから回転ツールを用いて摩擦攪拌を行う第二接合工程と、突合部J1に対して側面C,Dから回転ツールを用いて摩擦攪拌を行う第三接合工程と、を含み、第三接合工程において回転ツールを離脱したときに形成された抜き穴に充填用金属部材Hを充填し、接合構造物1と充填用金属部材Hとの突合部に対して、回転ツールを用いて摩擦攪拌を行う補修工程を行うことを特徴としている。
(もっと読む)
接合構造物の製造方法
【課題】金属部材同士を容易に接合することができ、接合作業における工数を少なくすることができる接合構造物の製造方法を提供することを課題とする。
【解決手段】接合構造物の製造方法であって、第一金属部材1aと第二金属部材1bとの突合部J1に対して、接合構造物1の側面から溶接を行う溶接工程と、突合部J1に対して、接合構造物1の表面Aから回転ツールを用いて摩擦攪拌を行う第一接合工程と、突合部J1に対して、接合構造物1の裏面Bから回転ツールを用いて摩擦攪拌を行う第二接合工程と、を含み、第一接合工程及び第二接合工程において回転ツールを離脱したときに形成された抜き穴に充填用金属部材Hを充填し、接合構造物1と充填用金属部材Hとの突合部J2に対して、回転ツールを用いて摩擦攪拌を行う補修工程を行うことを特徴としている。
(もっと読む)
接合方法
【課題】複数の密閉構造体を側面同士で接合して形成された構造体の気密性及び水密性を向上させることが可能な接合方法を提供することを課題とする。
【解決手段】中空部材10の両端部に第一蓋20、第二蓋21を被せて、第一蓋突合部J20及び第二蓋突合部J21に対して摩擦攪拌を行って密閉構造体30a,30bを形成する蓋接合工程と、一対の密閉構造体30a,30b同士を突き合わせて形成された本突合部J1の表面A側から摩擦攪拌を行う第一本接合工程と、裏面B側から摩擦攪拌を行う第二本接合工程と、第三側面P側から摩擦攪拌を行う第三本接合工程と、第四側面Q側から摩擦攪拌を行う第四本接合工程と、を備えた密閉構造体本接合工程と、を含み、第一本接合工程及び第二本接合工程で形成された塑性化領域と、第三本接合工程及び第四本接合工程で形成された塑性化領域とを重複させることを特徴とする。
(もっと読む)
接合方法
【課題】塑性化領域に形成される接合欠陥に対して補修を行う際に、接合欠陥を確実に密閉するとともに、補修によって形成される溝の発生を抑制する接合方法を提供することを課題とする。
【解決手段】金属部材同士の突合部J1に対して摩擦攪拌を行う本接合工程と、本接合工程で形成された塑性化領域W1に対して溶接を行う溶接工程と、溶接工程により形成された溶接金属T1,T2,T3及び塑性化領域W1に対して摩擦攪拌を行う補修工程と、を含んだ接合方法であって、本接合工程で用いる回転ツールEを右回転させた場合は、回転ツールEの進行方向左側の塑性化領域W1に対して溶接工程及び補修工程を行い、本接合工程で用いる回転ツールEを左回転させた場合は、回転ツールEの進行方向右側の塑性化領域W1に対して溶接工程及び補修工程を行うことを特徴とする。
(もっと読む)
61 - 80 / 233
[ Back to top ]