
Fターム[4E067EB06]の内容
Fターム[4E067EB06]に分類される特許
1 - 20 / 22
蓋接合方法
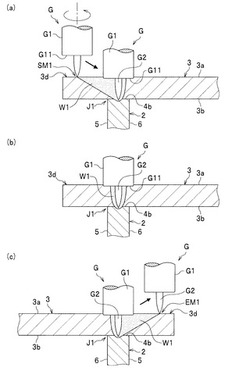
【課題】蓋板の表面に回転ツールの抜け穴が残存することがなく、作業性の良い蓋接合方法を提供すること課題とする。
【解決手段】筒状体2の端面4bに、この筒状体2の開口を覆う蓋板3を載置して、蓋板3の表面3aから回転ツールGを押し込み、筒状体2と蓋板3とを摩擦攪拌接合によって固定する蓋接合方法であって、蓋板3に、筒状体2の外周面5よりも外側に延設された延設部3dを設けるとともに、この延設部3dに攪拌ピンG2を離脱させる抜き取り位置EM1を設定し、蓋板3の表面3aから攪拌ピンG2を差し込み、筒状体2と蓋板3とを摩擦攪拌接合によって固定した後、回転ツールGを移動させながら差し込み量を徐々に減らしつつ、攪拌ピンG2を抜き取り位置EM1にて蓋板3から離脱させる接合工程と、延設部3dを切除する切削工程と、を行うことを特徴とする。
(もっと読む)
圧力容器及びその製造方法

【課題】複数の板部材が摩擦攪拌接合法によって接合されてなる圧力容器において、容器の寸法精度を大幅に低下させることなく、高い気密性を実現することができる構成を得る。
【解決手段】複数の板部材11,11には、それぞれ、板部材同士が接合された状態で壁部12の側面外方側に凹溝部1aを構成する切り欠き溝部11aを形成する。この切り欠き溝部11aにおいて、横断面視で少なくとも一つの角部分にR部11bを形成する。上記凹溝部11a内に該凹溝部11aの内壁面に密着するように形成された柱状のスペーサ部材12,13を配置した状態で、上記板部材11,11同士の境界部分と該板部材11及びスペーサ部材12,13の境界部分とを、該板部材11の側面外方側及び上下面側で上記摩擦攪拌接合法によって接合する。
(もっと読む)
圧力容器の製造方法、製造装置及び圧力容器
【課題】 圧力容器内の圧力及び圧力容器の振動などによっても接合部が損傷し難い信頼性の高い、また寿命の長い圧力容器を製造すること。
【解決手段】 銅製のパイプの一端側を外方向に所定の傾斜で拡げてテーパー部Tを形成する工程と、前記パイプを容器本体部品の貫通穴に挿し込み、前記テーパー部Tのテーパー面を圧力容器の内側面となる面に当接させる工程と、前記パイプと前記容器本体部品との間に加圧力をかけた状態で通電して、前記パイプのテーパー部Tを前記容器本体部品の前記貫通孔を囲む角部に接合する工程と、前記パイプが前記圧力容器内に位置するように、前記パイプが接合された前記容器本体部品と他の前記容器本体部品とを組み合わせて結合する工程とを備えていることを特徴とする圧力容器の製造方法。
(もっと読む)
固相抽出用カートリッジ充填カラムの製造方法
【課題】理論段数が高く、安定した性能を発揮できるよう、不要な空隙を減少させるとともに、被検液を漏れにくくする固相抽出用カートリッジ充填カラムの製造方法を提供する。
【解決手段】 熱可塑性合成樹脂製のカラム形成用円筒容器2の円柱状材料充填室10に下部フィルター9を挿着し、粉体充填材料11を充填し、上部フィルター8と熱可塑性合成樹脂製のカラム形成用円筒容器キャップ3とをカラム形成用円筒容器2に取り付けた後、超音波ウエルダー13で加圧下充填カラム1に振動を与えながらカラム形成用円筒容器2とカラム形成用円筒容器キャップ3とを一体化させる固相抽出用カートリッジ充填カラムの製造方法において、カラム形成用円筒容器2とカラム形成用円筒容器キャップ3のいずれか一方の溶着面に、溶着に十分な樹脂量を含む溶着凸部5を囲むように配すること、および、この凸部5を他方の溶着部と接触させた溶着前の溶着面間距離L20−L22が0.6mm〜5.0mmの範囲となるようにするものである。
(もっと読む)
容器状成形体の製造方法
【課題】成形と同時に継ぎ目部に対する適切な接合を可能とすることで、展開ブランクを用いた加工法の優位性を更に高める。
【解決手段】ブランクに、外周部分を切り取って複数個所にフランジ部11を形成した展開ブランク1を使用し、加工の進行に伴ってフランジ部11が合流するフランジ部接触点cに回転ロッド2を押し当てることにより、成形と同時にフランジ部の継ぎ目部11a、11a同士を接合することとした。
(もっと読む)
異種アルミ合金接合パネル、及び該接合パネルによって構築された圧力容器、LNGタンク
【課題】圧力容器等の大型構造物を構築する際に好適に用いられ、大型構造物の接合強度を維持しながら軽量化、大型化を可能とした異種アルミ合金接合パネル、及び該接合パネルによって構築された圧力容器、LNGタンクを提供する。
【解決手段】異種の板状アルミ合金同士を接合してなる平面若しくは曲面状の異種アルミ合金接合パネル1において、板状難溶接性アルミ合金12と、板状易溶接性アルミ合金11とを摩擦撹拌接合22にて接合して異種アルミ合金接合パネルが形成されてなり、該接合パネルの辺縁側に前記板状易溶接性アルミ合金11が位置するように構成し、複数の接合パネル1により大型構造物を構築する際には、該接合パネル1の辺縁側の板状易溶接性アルミ合金11同士を溶接するようにした。
(もっと読む)
空間部形成品
【課題】接合部に圧痕や溶融部が形成されることがなく外観に優れ、十分な強度を有する接合部をそなえた自動車クロージャー部品およびその製造方法を提供する。
【解決手段】成形された2枚の金属パネル2,3を合わせ、金属パネル間に閉塞された空間部または開放部を有する空間部を形成した空間部形成品1であって、合わせた2枚の金属パネルの端部の鍔部5を重合してなる端縁部のうち開放部以外の部位が電磁シーム圧接されていることを特徴とする。
(もっと読む)
ねじ穴付き金属部品およびその製造方法、ならびに圧力容器用ライナおよびその製造方法
【課題】コストが安くなるとともに、リサイクルの際の処理効率の低下を防止することができ、しかもめねじが高強度であるねじ穴付き金属部品を提供する。
【解決手段】ねじ穴付き金属部品1は、金属からなるとともにめねじ3を有するねじ穴2が形成されている。ねじ穴2の周囲の部分におけるめねじ3の谷径Xよりも広い範囲Yの金属組織を改質して改質層4を形成する。この金属部品1の製造方法は、プローブ径およびプローブ長さがねじ下穴径およびねじ下穴深さと等しい摩擦攪拌接合用工具のプローブを、ねじ穴2を形成すべき穴無し金属部品中に回転させつつ埋入するとともに引き抜くことにより下穴加工を施してねじ下穴を形成するとともに、ねじ下穴の周囲の部分に摩擦攪拌による改質処理を施し、その後ねじ下穴の内周面にねじ切り加工を施してめねじ3を形成することよりなる。
(もっと読む)
高ラジアル衝突速度の磁気パルスを使用する高圧容器の封止方法;この方法によって製造される容器
容器(20)を封止するパルス磁気方法を提供する。当該方法は、少なくとも1の開放端を具える容器本体部(21)を提供するステップと、溶接部(24)を具えるカバー(23)を提供するステップとを具える。前記カバー(25)の前記溶接部(24)を前記容器本体部(21)の開放端に配置して、前記容器本体部(21)の少なくとも一部を覆うようにし、これにより、前記容器本体部(21)の前記部分と前記カバー(23)の前記溶接部(24)の間にエアギャップ(26)を規定する。溶接用誘導コイル(22)を前記容器本体部(21)の周囲の前記カバー(25)の前記溶接部(24)が配置された位置に提供する。溶接用誘導コイル(22)を励磁して、前記カバー(21)の前記溶接部(24)を前記エアギャップ(26)内へ前記容器本体部(21)の前記部分周囲で半径方向内側へ曲げるために十分なパルス磁力を生成する。パルス磁力は、前記容器本体部(21)と衝突したときに150m/秒乃至600m/秒の範囲で前記カバーの溶接部分(24)の実効半径速度値を提供し、これにより、これらの衝突で前記容器本体部(21)と前記カバー(23)の原子の相互拡散を提供する値を有する。 (もっと読む)
圧力容器用ライナおよびその製造方法
【課題】軽量化を図ることができるとともに、内部に応力集中が発生する部分が存在しない圧力容器用ライナを提供する。
【解決手段】圧力容器用ライナ1は、円筒状の胴2と、胴の両端開口を閉鎖する部分球状の鏡板3,4と、いずれか一方の鏡板3に一体に形成されて内外を通じさせる口金取付部5とよりなる。口金取付部5を持たない鏡板4が、円筒状胴2の一端部に全周にわたって一体に形成された鏡板構成部7と、鏡板構成部7に金属的に接合された鏡板部材8とよりなる。鏡板構成部7と鏡板部材8との接合部10が、胴2の軸線Oに対して直交する平面Pと、鏡板4の外周面とが交わる円周上に位置している。
(もっと読む)
構造化タングステン要素を有する複合部材
【課題】特に熱疲労に関して充分な機能性を示し、また安価に製造することが可能な、少なくとも部分的にタングステン又はタングステン合金と、銅又は銅合金とからなる、複合部材を提供する。
【解決手段】本発明は、タングステンから製造される一つの部材と、銅から製造される一つの部材とを含み、それらが接合加工方法により一体的に接合されている複合部材を製造するための加工方法に関し、ここで、そのタングステンから製造された部材は、接合加工の前に、より大きな表面積を得る目的で、その接合表面の領域が構造化されている。
(もっと読む)
ステンレス鋼製のライナの代わりに蒸気ホーン領域に厚肉クラッド鋼板を備えた油蒸留真空コラム
【課題】真空コラムの蒸気ホーン区画の浸食を保護するため、ステンレス鋼製のライナの代わりに蒸気ホーン領域に厚肉クラッド鋼板を備えた油蒸留真空コラムを提供する。
【解決手段】油蒸留用の真空コラムは、隣接するコラム区画の耐腐食性厚さよりも厚い耐浸食性材料層を有している厚肉クラッド鋼板を組み込んである。厚肉の、爆圧接合またはロール接合したクラッド鋼板の使用は、余盛りを備えた従来のプラグ溶接されたライナまたは従来の外殻プレートよりも良い貢献を提供することが可能である。厚肉板は中実のステンレス鋼板で、炭素鋼製の内面に接合されるクラッディ鋼板であり、供給口は厚肉板を横切って供給物を分配するように配置されている。
(もっと読む)
加工部品及び微細構造化された構成部品を結合するための方法
多数の個々の層から成る微細構造化された構成部品を製造するために適した、非常に強い結合接合部を形成するために、結合方法が提案され、複数の加工部品間に介在された、少なくとも一つの金属の結合層を含む、加工部品の結合配列が形成され、かつ、少なくとも一つの結合層の融解温度よりも低い結合温度まで、結合配列が加熱される。本発明によると、少なくとも一つの結合層が化学的手法又は電解的手法を用いて析出される。 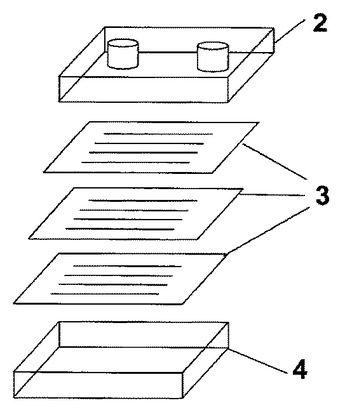 (もっと読む)
(もっと読む)
複合材および複合材の製造方法
【課題】 電磁誘導加熱式容器の素材となる複合材に空隙部を簡単に形成できるようにする。
【解決手段】 非磁性金属板と磁性金属板の対向面の全面にそれぞれ予め接合用金属層を設けておき、ホットプレス装置の軸方向両側に対向配置される一対のプレス型の間にセットし、前記プレス型の少なくともいずれか一方に、対向する相手方のプレス型に向けて突出する段状突出部を設けておき、ホットプレス時に、前記段状突出部と相手方プレス型に挟まれる領域の金属板同士は前記接合用金属層が一体的に結合される接合部として形成する一方、前記突出段部に挟まれない領域の金属板同士は空隙部となる未接合部として形成し、部分的に空隙部を有する複合材としている。
(もっと読む)
圧力容器およびその製造方法
【課題】 口金取付部の衝撃値や疲労強度が増大した圧力容器を提供する。
【解決手段】 圧力容器1は、筒状の胴2と、胴2の両端開口を閉鎖する鏡板3、4と、いずれか一方の鏡板3に一体に形成された口金取付部5とよりなる。口金取付部5において母材となる金属に、摩擦攪拌接合用工具のプローブを用いて摩擦攪拌することにより改質処理を施し、結晶粒を微細化させる。
(もっと読む)
強化白金/白金複合材料の製造方法及び該方法により製造される強化白金/白金複合材料並びに強化白金/白金複合材料よりなるるつぼ
【解決課題】 強化白金/白金複合材料の製造方法において強化白金と白金とを強固に接合し、使用過程において破損が生じ難い物を製造する方法を提供すること。
【解決手段】 本発明は、白金又は白金合金に金属酸化物が分散してなる強化白金と、白金材料とが接合されてなる強化白金/白金複合材料の製造方法であって、(a)強化白金板材と、白金材料板材とを重ね、真空中でホットプレスして一体化する工程、(b)一体化した板材を熱間鍛造する工程、(c)熱間鍛造後の板材を更に冷間圧延する工程、からなる方法である。(a)工程における加工条件は、加工雰囲気の真空度を1Pa以下とし、温度1000〜1300℃、プレス圧20〜40MPaとするのが好ましい。
(もっと読む)
摩擦攪拌接合装置および摩擦攪拌接合方法
【課題】 回転工具によって隣接する被接合材間に生じるずれを効果的に防止し得る摩擦攪拌接合装置および摩擦攪拌接合方法を提供することを目的とする。
【解決手段】 接合線10に沿って突き合わされたタンク本体5と鏡板7との突合せ部に回転挿入されるボビンツール17と、ボビンツール17が接合線10に位置するようにタンク本体5と鏡板7とを同期して駆動する駆動手段19と、を備えた摩擦攪拌接合装置1において、駆動手段19には、タンク本体5と鏡板7にそれぞれ設けられた補強構造部に強固に保持され、それぞれ接合線の延在方向に延在して設けられた第一剛体21と第二剛体23と、各剛体をその延在方向に駆動する第一駆動機構25と第二駆動機構27と、が備えられることを特徴とする。
(もっと読む)
金属発泡体の製造方法
【課題】 厚さ方向の熱伝導率が低く断熱性が改良されている金属発泡体を得ることができる金属発泡体の製造方法を提供する。
【解決手段】 超塑性金属からなる複数の金属板と、粉末状の発泡剤とを準備し、複数の金属板の間に発泡剤を挟む工程、発泡剤を挟んだ複数の金属板を圧延し、複数の金属板を相互に接合して、プリフォームを得る工程、及び、プリフォームを超塑性金属の超塑性温度で加熱して発泡剤を分解し、発泡させる工程を含む、金属発泡体の製造方法。
(もっと読む)
チタンクラッド組成物の火炎を阻止し予防するための方法および構造
初期発火に耐性を有し、さらに、一度発火し始めたら、反応性金属の燃焼を阻止する改善された能力を有する、チタンまたはジルコニウムのような反応性金属部材を接合させた金属基材を含む、化学的腐食と発火の両方に対して耐性を有する複合クラッド構造およびその製造方法である。複合材の構造は、構造的な基層(例えば炭素、低合金またはステンレス鋼);該構造的な基層にクラッドされた、高い熱伝導率を有する金属(例えば銅、アルミニウム、銀およびそれらの合金)の中間層;および該中間層にクラッドされた、チタン、ジルコニウムおよびそれらの合金からなる群より選択される耐食性の反応性金属層を含む。 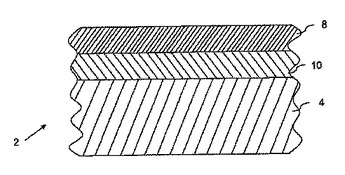 (もっと読む)
(もっと読む)
均一な熱伝導率特性を有する接着された金属部材およびその製造方法
断面全体にわたって改善された均一な熱移動特性を有する調理器具であって、該調理器具は、多層複合体金属(20)から形成され、多層複合体金属(20)は、チタンの層(40)または他の金属を有し、該チタンまたは他の金属は、隣接する層もしくは複合体のコアの近くの層の熱伝導率係数よりも低い熱伝導率係数を有する。このチタン層は、アルミニウムの層(60)および(60’)に圧延接着され、そのアルミニウムの層(60)および(60’)は、ステンレス鋼の層(70)および(70’)に圧延接着されている。もし、誘導タイプの加熱が望まれるのであれば、クッキングレンジに隣接するステンレス鋼の層は、フェライト系ステンレス鋼であり得る。多層複合体はまた、アイロンのソールプレートを製造するのに適している。調理器具およびソールプレートの両方とも、そこに付与する非付着表面(90)を含み得る。  (もっと読む)
(もっと読む)
1 - 20 / 22
[ Back to top ]