
Fターム[4E068BF02]の内容
Fターム[4E068BF02]に分類される特許
1 - 19 / 19
溶接方法および医療機器
【課題】レーザーのパルス照射を用いつつ、より確実に水密をとることができる溶接方法を提供する。
【解決手段】パルス波レーザービームを複数回照射して形成された線状領域からなる溶接領域60を第一部材40と第二部材50との重ね合わせ部に形成する溶接方法は、線状領域で囲まれた囲み部64が、環状に連続するように複数並ぶことにより溶接領域が形成されることを特徴とする。
(もっと読む)
レーザ接合方法および接合部品

【課題】2つの素材を、熱影響を最小限にしながら十分な強度を有するレーザ接合方法を提供すること。
【解決手段】第1および第2の素材(V1,V2)を重ね合わせ、第1の素材(V1)側から第1の素材(V1)の表面にレーザ光(103)を照射させることで、両素材(V1,V2)を接合する際、第1および第2の素材(V1,V2)との重ね合せ部に対して、レーザ光(103)を移動させながら間欠的に照射させることで第1の素材(V1)の表面に溶接ビード(1)を形成し、かつ、溶接ビード(1)の長さは、徐々に短く形成することで解決できる。
(もっと読む)
蒸着用マスク、その製造方法及び蒸着方法
【課題】製造が容易であり、軽量かつ高弾性であると共に、熱膨張率を著しく小さくすることも可能な蒸着用マスクと、その製造方法と、この蒸着用マスクを用いた蒸着方法とを提供する。
【解決手段】三次元移動ステージ2上にCFRP製マスク素板3が配置され、集光光学系1を介してレーザービームLがマスク素板3に照射される。三次元移動ステージ2を所定パターンに従って移動させることによりマスク素板3に蒸着通孔5を形成する。マスク素板3を不動とし、レーザービームLを走査移動させて所定パターンの蒸着通孔を形成してもよい。蒸着用マスク4にCFRP製の補強板6をレーザー照射による熱融着によって固着してもよい。
(もっと読む)
2つの金属構成部材の溶接方法、および2つの金属構成部材を有する接合構成体
本発明は、アルミニウム合金からなる2つの金属構成部材(12,14)を溶接する方法(10)であって、接合される前記金属構成部材(12,14)を、溶接領域(18)で、レーザ光線(20)によるエネルギー付与によって溶接シーム(22)を形成しながら溶解する工程と、さらなるエネルギー付与により、前記溶接シーム(22)をその表面(28)の領域において部分的に溶解しながら、前記溶接シーム(22)の表面(22)を平滑化する工程と、を有する方法(10)に関するものであり、前記さらなるエネルギー付与はデフォーカスされたレーザ光線(20’)によって実行され、該レーザ光線の焦点は光線方向(24)において前記溶接シーム(22)の表面(28)に至る前方または後方に位置決めされ、デフォーカスされた前記レーザ光線(20’)と、該レーザ光線が衝突する前記2つの金属構成部材(12,14)の表面(26,28)の面垂線とが5度以上の角度をなす。本発明は、この方法により溶接された接合構成体にも関する。 (もっと読む)
TWIP鋼と低炭素鋼とをレーザ溶接する方法
鋼種の異なる構造体をレーザ溶接する方法。この方法は、第1の鋼種・成分から作製される第1の構造体を提供すること、および第2の鋼種成分から作製される第2の構造体を提供することを含む。第1の構造体の少なくとも一部が、第2の構造体の少なくとも一部と重なるように、第1の構造体を第2の構造体の隣に配置することによって、溶接領域を形成する。第1の構造体と、第2の構造体と、溶加材との溶接接合部を形成する成分を含有する溶加材を選択し、これにより、溶接接合部が所定の微細構造を有するようにする。溶加材を溶接領域の隣に配置する。レーザビームを溶接領域に向けることによって、第1の構造体、第2の構造体、および溶加材の間に、所定の微細構造を有する溶接接合部を形成する。 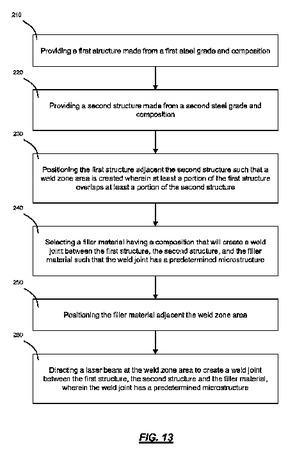 (もっと読む)
(もっと読む)
溶接方法及び溶接装置
【課題】 シーム溶接による予備加熱を効率よく行うことができると共にメッキ鋼板を溶接する場合でも、ブローホールやピットが発生しにくい溶接方法及び溶接装置を提供する。
【解決手段】レーザ溶接機構(10)とシーム溶接機構(20)とを用い、少なくとも1つのメッキ鋼板を含む複数のワーク(1,2)を重ね合わせて溶接する。溶接に際し、シーム溶接機構(10)により、複数のワークの溶接される接合面(3)と直交する方向に電流を供給してワークを予熱する。続いて、シーム溶接機構(10)によりワークを予熱した後続いて、レーザ溶接機構により、前記接合面に沿うようにレーザビームを照射してレーザ溶接を行う。
(もっと読む)
発光装置の製造方法
【課題】光学部品の位置を精密に調整しながら該光学部品を強固に固定でき、高精度で且つ信頼性の高い光学系を備えた発光装置を生産性良く製造する。
【解決手段】光学部品25を保持する保持部材20と、前記光学部品25の光軸40方向に前記保持部材20と嵌合して該保持部材20を支持する支持部材30と、前記光学部品25に光を入射する光源15を有する光源部10と、を具備する発光装置100の製造方法であって、前記保持部材20と前記支持部材30とを溶接する溶接工程を備え、該溶接工程において、前記保持部材20および前記支持部材30に形成される溶接部50の面積を大きくすることにより、前記保持部材20の前記光軸40方向の位置を調整することを特徴とする。
(もっと読む)
高強度薄鋼板のレーザ重ね溶接継手及びその製造方法
【課題】高強度薄鋼板の重ね継手をレーザ溶接により作製する場合に、小入熱の細いビードでも溶接金属での破断を防止し、安定した強度が得られる、高強度薄鋼板のレーザ重ね溶接継手およびその製造方法を提供する。
【解決手段】引張強さが440MPa級以上の高強度薄鋼板1、2をレーザ溶接してなるレーザ重ね溶接継手であって、被溶接部材1、2の幅(Ws)に対するレーザ溶接部4の溶接長さ(Lb)の比率(Lb/Ws)が0.6以上であり、レーザ溶接部4の溶接幅)の板厚に対する比率が0.8以上2以下であり、レーザ溶接部4の始端部の隣接領域および終端部の隣接領域の両方に、レーザ溶接部4の長手方向と直交する方向に沿う開口長さがレーザ溶接部4を中心に溶接幅の8割以上の長さを有する板厚貫通開口部9が設けられている高強度薄鋼板のレーザ重ね溶接継手を採用する。
(もっと読む)
溶接方法
【課題】逆歪みを与えたり或いは歪み取りを行うことなしに、熱による母材の変形、すなわち溶接による歪みそのものの発生を抑制する溶接方法を提供する。
【解決手段】アルミルーフ9とスチールボディサイドルーフレール10を重ねた溶接部位11に供給する金属ワイヤをレーザで溶かしながらこれらワーク同士を溶接する溶接方法において、溶接部位11全長を少なくとも3つ以上の溶接部位に分割し、その分割した各溶接部位W1〜W7の溶接方向を同一方向とし、且つ各溶接部位の溶接終了点から次の溶接部位の溶接開始点へ戻り、その溶接終了点を前の溶接部位の溶接開始点として溶接する。
(もっと読む)
レーザー溶接方法
【課題】 溶接強度が高く、ポロシティー及び溶接歪が少なく、さらには製品コストの安いレーザー溶接方法を提供する。
【解決手段】 スリーブ(被溶接部材)、ストッパ(被溶接部材)の溶接部に亘りパルス状のパルス波レーザービーム27を照射するレーザー溶接方法であって、溶接部で隣合う溶接ビードA1、B1が重なるようにパルス波レーザービーム27を一定のパルスピッチPで照射する第1照射工程と、第1照射工程と同じパルス波レーザービーム27の溶接条件で第1照射工程において形成された隣合う溶接ビードA1、B1の間に溶接ビードA2が形成されるようにパルス波レーザービーム27を照射する第2照射工程と、を備える。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】溶接後の被加工物の歪みを抑制すると共に、十分な溶接強度及び密閉性を確保する。
【解決手段】ワーク10A,10Bを可動ステージ25に重ねて載置し、レーザヘッド27からレーザビームをワーク10A,10Bに対して照射するのに併せて、可動ステージ25によりワーク10A,10Bを矢印A方向に走査する。このとき、ワーク10A,10Bの重ね合わせ面15を含んで溶け込む第1溶接部W1を形成し、その後、溶け込み深さが第1溶接部W1よりも深い第2溶接部W2を第1溶接部W1に連続して形成する。そして、このような溶接部W1,W2の形成を繰り返すことで、溶接部W1,W2が交互に連続して成る溶接部Wを形成する。
(もっと読む)
レーザ溶接方法、被溶接物、及びレーザ溶接装置
【課題】フランジ幅が短い場合であってもローラの脱線がないレーザ溶接方法及びレーザ溶接装置、並びに当該レーザ溶接方法で溶接された被溶接物を提供すること。
【解決手段】レーザ溶接装置で、長手方向を溶接方向とし当該長手方向において略同一幅を有するフランジ部をステッチ溶接する際、フランジ部の幅方向における端部からの距離が所定値以上となるよう、ステッチごとのレーザ溶接開始点の位置を補正し、ステッチ長をS、フランジ部の長手方向の全長をL、幅方向の中心位置が全長L内においてばらつく幅をσ、溶接目標となる軌跡T0からの実際の溶接線T1のずれをΔxとしたとき、
S≦L・Δx/σ
を満たす長さのステッチ長にてステッチ溶接を行なう。
(もっと読む)
衝撃吸収部材及びその製造方法
【課題】自動車の衝突の際の衝撃吸収特性に優れ、衝突エネルギーを確実かつ効果的に吸収することにより乗員の保護を図ることができる衝撃吸収部材を提供する。
【解決手段】フランジを有する第1の部材及び第2の部材を接合するためのレーザー溶接ビードをフランジに有する筒体からなる衝撃吸収部材である。レーザー溶接ビードは、フランジの長手方向に離間して交互に複数形成される第1の領域と複数の第2の領域とにより構成され、第1の領域におけるフランジの幅方向への投影長さが、第2の領域におけるフランジの幅方向への投影長さよりも大きい。
(もっと読む)
異種金属の接合方法
【課題】例えば、軽合金製のルーフパネルを用いた自動車の車体構造の接合に適用した場合に、車体の外側からの高エネルギービーム照射によって、外観やデザインの自由度などを損なうことなくこれら異種金属材料を互いに接合することができる異種金属の接合方法を提供する。
【解決手段】高融点材料から成る第1の板材1と低融点材料から成る第2の板材2を重ね合わせ、第2の板材2の側からの高エネルギービーム照射によってこれら板材を重ね接合するに際し、第2の板材2に貫通孔2aをステッチ状に設け、この第2の板材2に第1の板材と同種の高融点材料から成る第3の板材3をさらに重ね、第3の板材3に照射した高エネルギービームBにより上記貫通孔2aを介して第1の板材1と第3の板材3を断続的に溶融接合したのち、溶融接合近傍部を加圧して、上記第1及び第3の板材1,3と第2の板材2とを上記溶融接合部の近傍において接合する。
(もっと読む)
レーザ溶接による金網接合方法
【課題】 本発明は、金網裏面を薄板等の平面板の表面にレーザ溶接により接着する接合方法に係り、金網体の交差部分と平板表面とに僅かな隙間があっても金網の形状を維持したままの姿で確実に溶接できる金網接合方法を提供する。
【解決手段】 溶接母体となる平板1の表面1Aに金属箔3を被せ、上記金属箔の表面に金網体5を載せ、上記金網体の表面にレーザ光Lを照射することで金網体5の交差部分5Aと金属箔3と平板表面1Aとを溶融接合するレーザ溶接による金網接合方法である。
(もっと読む)
レーザ溶接方法
【課題】少なくとも一方が表面処理鋼板である鋼板同士を重ね合わせてレーザ溶接する際に、隙間の管理が容易で、溶接不良を招かないレーザ溶接が容易に行えるレーザ溶接方法を得る。
【解決手段】鋼板1の溶接箇所を挟んでその両側に接触突起4,6を形成し、接触突起4,6を重ね合わせる鋼板2の表面に接触させる。また、鋼板1の溶接箇所に溶接突起8を形成し、接触突起4,6を重ね合わせる鋼板2の表面に接触させた際に、溶接突起8と重ね合わせる鋼板2の間に隙間aを形成し、溶接突起8にレーザを照射してレーザ溶接する。溶接箇所をレーザ溶接するときに、隙間aから気化ガスを逃がす。隙間aは、0.05mm以上で、かつ、0.2mm以下である。接触突起4,6と溶接突起8とは同時にプレス加工する。
(もっと読む)
レーザ溶接装置、及びレーザ溶接方法
【課題】 簡便な構成によって、複数のワークに対して適切にレーザ溶接することが可能なレーザ溶接装置、及びレーザ溶接方法を提供する。
【解決手段】 レーザ溶接装置は、リッドとパッケージを備えるワークに対してレーザビームを照射することによって、ワークが封止されるように溶接を行う。具体的には、レーザ溶接装置は、レーザビーム出射部と、照射位置変更部と、移動手段と、を備える。レーザビーム出射部は、レーザビームを出射し、照射位置変更部は、レーザビーム出射部から出射されたレーザビームを受光して、レーザビームを照射する位置を変更する。具体的には、トレイなどに載置された複数のワークに対して溶接を行うために、照射位置変更部がレーザビームを照射する位置を変更する。そして、移動手段は、ワーク及び照射位置変更部のうち少なくともいずれかを移動させる。上記のレーザ溶接装置によれば、簡便な装置構成によって、複数のワークに対して効率的かつ適切に溶接を行うことができる。
(もっと読む)
レーザー溶接方法
【課題】 接合強度に優れ、かつ溶接速度も速いレーザー溶接を行うことができるレーザー溶接方法を提供すること。
【解決手段】 2以上の部材をレーザービームの重ね溶接により接合するレーザー溶接方法において、レーザービームの軌跡を折れ線状とし、このレーザービームにより形成される溶接ビードを折れ線状の部分の隣接部同士で互いに重なり合わせて一体的なビードとするようにした。また、レーザービームを、レーザービーム発射装置からミラーを反射して被溶接部材に照射する形式とし、前記ミラー角度を調整することによりレーザービームの軌跡を折れ線状とすれば簡単な構造の装置とすることができる。
(もっと読む)
溶接方法
【課題】金属層を金属製の対象物に溶接する方法であって、金属製の対象物と金属層との間に耐久性のある結合が得られ、金属製の対象物とは反対側で金属層の表面の変態がほぼ回避できる方法を提供すること。
【解決手段】金属層を金属製の対象物に溶接する方法であって、結合領域への熱導入が金属製の対象物の、金属層とは反対側から少なくとも部分的に対象物を通して金属層に向かって行なわれる方法において、金属製の対象物の金属層を有する側にて、溶接過程をコントロールするためにピロメータを用いて金属層の温度変化を検出すること。
(もっと読む)
1 - 19 / 19
[ Back to top ]