
Fターム[4E068CA18]の内容
Fターム[4E068CA18]に分類される特許
141 - 160 / 178
レーザ加工装置及びこれを使用したレーザ加工方法

【課題】簡単な構成で被加工物との位置関係を検知でき、安全性が高い手持ち型のレーザ加工装置及びこれを使用したレーザ加工方法を提供する。
【解決手段】レーザ光を光伝送部によって出射光学部に伝送し、この出射光学部によって被加工物20にレーザ光を照射してレーザ加工を行うレーザ加工装置において、出射光学部はトーチ本体100と、トーチ本体の先端に設けられた被加工物検出プローブ4と、トーチ本体の先端から所定の距離の位置に焦点を合わせてレーザ光を出射する集光レンズ2と、プローブに電源を与えてプローブと被加工物との間の距離に基づいて変化する信号を入力することにより距離を求める第1回路と、プローブからの信号に基づいてプローブと被加工物との間の接触を検出する第2回路と、プローブの被加工物への接触及びプローブと被加工物との間の距離によりレーザ光の発振を制御する制御部8と、を有する。
(もっと読む)
レーザ加工装置用監視装置

本発明は、加工物(18)の溶接、はんだ付け、切断、穴あけなどの加工のために、加工物(18)に沿って、所定の調整可能な軌道(14、16)に沿って変位される1つ又は複数のレーザ光線(13)を有し、この加工プロセスが、加工物(18)の連続生産中に、加工物(18)から加工物(18)へと繰り返されるレーザ加工装置(12)のための監視装置(10)に関する。監視装置(10)は、三次元セクション(26)内の加工プロセスのプロセス信号(24)を監視する1つ又は複数のセンサ(20、22)を特徴とする。1つ又は複数のセンサ(20、22)は、セクション(26)内の1つ又は複数のプロセス信号(24)が所定の閾値を上回る、又は所定の閾値に達しない場合、レーザ光線(13)用の警報装置又は遮断器(28)を作動させ、この1つ又は複数のセンサ(20、22)は、レーザ加工装置(12)から独立している。 (もっと読む)
レーザ加工装置、レーザ加工条件設定装置、レーザ加工条件設定方法、レーザ加工条件設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器
【課題】3次元レーザ加工データの設定を容易に行えるようにする。
【解決手段】
所望の加工パターンに加工する加工条件として、加工対象面の3次元形状と加工パターンとを設定するための加工条件設定部と、加工条件設定部で設定された加工条件に従って、加工対象面のレーザ加工データを生成する加工データ生成部と、加工データ生成部で生成されたレーザ加工データのイメージを2次元的に表示可能な加工イメージ表示部とを備え、作業領域内に配置された加工対象物の加工対象面を加工イメージ表示部で2次元的に表示させた状態で、加工条件設定部から加工対象面の3次元形状及び加工パターンを設定可能に構成している。
(もっと読む)
レーザ加工装置、レーザ加工条件設定装置、レーザ加工条件設定方法、レーザ加工条件設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器
【課題】3次元加工データの設定に際して、加工パターンのイメージを容易に確認できるようにする。
【解決手段】所望の加工パターンに加工する加工条件として、加工対象面の3次元形状と加工パターンとを設定するための加工条件設定部と、加工条件設定部で設定された加工条件に従って、加工対象面のレーザ加工データを生成する加工データ生成部と、加工データ生成部で生成されたレーザ加工データのイメージを2次元的及び/又は3次元的に表示可能な加工イメージ表示部とを備え、加工イメージ表示部で作業領域内の加工対象面を2次元的に表示させる際、レーザ光の照射方向における平面図を表示可能に構成している。
(もっと読む)
レーザ加工装置
【課題】パルスレーザ光線を照射している加工中にパルスレーザ光線照射の不具合の発生を認識でき、適正な処置を採ることができるレーザ加工装置を提供する。
【解決手段】パルス信号出力部102によるパルス信号の出力タイミング時にレーザ光線発振部523の発振で実際にパルスレーザ光線を照射されているか否か、および、設定されたパルス数に基づく出力タイミング時にパルス信号出力部102が設定通りにレーザ光線発振部523に対してパルス信号を出力しているか否かをそれぞれ第一の判定部107と第二の判定部108とで監視することで、パルスレーザ光線を照射している加工中にパルスレーザ光線照射の不具合があったときには不具合の発生を認識し、かつ、その不具合の原因がレーザ光線照射手段52側にあるのか、パルス信号出力部102を含む制御部10側にあるのかを認識できるようにした。
(もっと読む)
レーザ加工装置、レーザ加工条件設定装置、レーザ加工条件設定方法、レーザ加工条件設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器
【課題】加工条件を設定する段階で、加工内容が正しく加工可能な領域に配置されていることを確認可能とする。
【解決手段】加工対象面の3次元形状と加工内容とを設定するための加工条件設定部と、加工条件設定部で設定された加工条件に従って、加工対象面のレーザ加工データを生成する加工データ生成部80Kと、加工データ生成部80Kで生成されたレーザ加工データのイメージを3次元的に表示可能な表示部82と、レーザ光を走査可能な作業領域の内で、加工条件設定部で設定された加工条件で加工しようとした際に加工できない加工不可能領域を、加工対象面の3次元形状及びレーザ光の出射位置に基づいて演算可能な加工不良領域検出手段80Bと、加工不良領域検出手段80Bで演算された加工不可能領域に加工内容が一部でも配置されている場合、表示部82において加工内容を非表示とすることが可能な設定警告手段80Jとを備える。
(もっと読む)
シート処理装置及び画像形成装置
【課題】回収された屑がレーザ光により過熱されるのを防ぐことのできるシート処理装置及び画像形成装置を提供する。
【解決手段】レーザ加工手段410に向けてシートを搬送する第1搬送手段402とレーザ加工手段410によってシートを加工して形成された成果物を搬送する第2搬送手段403との間に設定された、レーザ加工手段410によるレーザ加工位置の下方に回収手段413を設け、この回収手段413により、シートがレーザ加工手段410により加工される際に生じるシートの屑を回収する。そして、この回収手段413に収容される屑のを検出する検出手段414を設け、この検出手段414の検出位置をレーザ光による加工が可能なレーザ光の焦点領域よりも下方位置とする。
(もっと読む)
レーザ突合せ溶接における溶接可否およびルートギャップ適否判定方法および装置
【課題】レーザ突合せ溶接をインプロセスモニタリングして、ルートギャップを正確に推定し、ルートギャップの適否および溶接の可否を判定して、溶接不良の発生を未然に防止する。
【解決手段】レーザヘッド2に照射レーザの溶融部6からの反射光および熱放射光の強度を検出するセンサ7,5を設け、突合せ溶接中に溶融部からの反射光または熱放射光の強度の経時変化をモニタし、ルートギャップの適否を判定する。
(もっと読む)
切断機及びそのヘッド移動装置の制御方法
【課題】切断機において、生産能率を下げずにヘッド移動に伴う作業者の安全を確保する。
【解決手段】
移動台車18に固定された横梁20がテーブル12を跨ぎ、横梁20上で切断ヘッド24が移動する。テーブル12上の被切断材を切断せずに切断ヘッド24を移動させるときには、被切断材を切断するときよりも高速な速度で、移動台車18及び切断ヘッド24が移動する。移動台車18及び切断ヘッド24が高速移動しているとき、テーブル12上に作業者が居て、その作業者が横梁20の前後に所定間隔おいて配置された光ビーム30,44を遮ると、その移動速度が安全な低速度に減速される。しかし、被切断材の切断作業は中断されない。その後、作業者が横梁20にさらに近づき、横梁20近傍のワイヤ38またはバー50に接触すると、移動台車18及び切断ヘッド20の移動が強制的に停止され、切断作業が中断する。
(もっと読む)
レーザ溶接方法
【課題】 溶接品質を劣化させる要因を容易に特定することが可能なレーザ溶接方法を提供する。
【解決手段】 このレーザ溶接方法では、溶接中工程において、レーザビームの出力状態及び溶接時の環境状態の物理量の変化を、出力状態検出センサ群204及び溶接環境検出センサ群205によって検出する。そして、各センサ群204,205から出力する出力信号の波形パターンをそれぞれ監視し、この波形パターンが予め設定した閾値を超えたか否かによって、レーザ装置51、ワーク送り装置52、アシストガス供給装置を含むレーザ溶接システム1全体に異常があるか否かをそれぞれ判断する。これにより、歩留まりの低下や装置部品の経年劣化などの問題が生じた場合であっても、溶接品質を劣化させる要因を容易に特定することが可能となる。
(もっと読む)
レーザ溶接方法
【課題】溶接の工程を段階的に監視することにより、溶接品質を向上させることが可能なレーザ溶接方法を提供する。
【解決手段】このレーザ溶接方法は、溶接前工程、溶接中工程、及び溶接後工程の各工程において、段階的に異常の有無を判断することにより、溶接品質の向上を図っている。溶接前工程では、ワーク41,42の隙間量Sの可否を判断することにより、溶接の歩留まりの低下を抑制する。溶接中工程では、溶接状態を示す物理量に基づいて、溶接システムに異常があるか否かを判断し、溶接品質を低下させる要因を把握する。さらに、溶接後工程では、溶接部のアンダーカット及びアンダーフィルの可否、及び溶接部の対向部位の凹凸量及び折れ量の可否をそれぞれ判断することにより、簡易な手順で溶接品質の信頼性を高めている。
(もっと読む)
溶着状態検査装置
【課題】レーザ光を用いて溶着物の溶着状態を高精度に検査することを目的とする。
【解決手段】レーザ発振器から出力されるレーザ光により、被溶着物を溶着し、溶着された部分の溶着状態を検査するための溶着状態検査装置において、前記被溶着物の溶着面に、溶着状態を検査するためのレーザ光を照射する検査用レーザ光照射部と、レーザ光が照射された前記被溶着物の溶着面を撮影する撮影部と、前記撮影部により撮影された画像を表示する表示部と、前記表示部により表示された画像に基づいて、前記検査用レーザ光照射部にて照射されたレーザ光の照射地点を受光する位置から前記レーザ光を前記被溶着物内に入射することで発生する第1の散乱光が前記溶着面で反射して得られる反射光により発生する第2の散乱光を受光する位置にオフセットして設けられた受光部とを有することにより、上記課題を解決する。
(もっと読む)
レーザービーム溶接機の溶接精度オンライン監視方法及び装置
【課題】金属帯同士を突き合わせ溶接した溶接部の溶接品質を目視によらず、検出器によりオンラインで監視することにより連続ラインの操業の安定化を達成可能なレーザービーム溶接機の溶接精度オンライン監視方法及び装置を提供する。
【解決手段】シャー装置によって金属帯の両対向端部を切断する工程の下部シャー刃の上昇時に、切断基準線に対する実切断線の金属帯長手方向へのずれ量を検出し、該ずれ量に基づいて突き合わせ溶接部の溶接品質の良、不良を判定するレーザービーム溶接機の溶接精度オンライン監視方法及びそれに用いる溶接精度オンライン監視装置。
(もっと読む)
レーザ加工装置
【課題】レーザ光源からのレーザ光が外部に不用意に出射されることを先行的に防止することができるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、レーザ光を出射するレーザ光源11と、レーザ光源を制御する制御回路12と、レーザ光を加工対象物W上に集光する集束レンズ16と、レーザ光の光路L上においてレーザ光源から加工対象物へのレーザ光を通過させる通過位置とレーザ光を遮断させる遮断位置との間で移動可能なシャッタ17と、シャッタを通過位置と遮断位置との間で移動駆動するシャッタ駆動装置18とを備える。制御回路12は、通過検出装置19及び遮断検出装置20の検出信号に基づきシャッタが通過位置及び遮断位置のいずれか一方からいずれか他方へと移動するときの変移時間を検出し、変移時間及び予め設定された基準時間に基づいて異常を判断し、報知装置21を駆動してシャッタ異常を報知する。
(もっと読む)
レーザ加工装置及びキーユニット
【課題】加工条件を設定する際の段取り作業を簡易にかつ短時間で行いうる構成を提供する。
【解決手段】レーザ加工装置Mは、レーザ光を出力するレーザ光源10と、レーザ光源10から出射されたレーザ光を加工対象物Wに集光させる集光レンズと、コントロールユニット30を備えている。このコントロールユニット30には、キーユニット60を検出するカード読取部35が設けられており、検出されるキーユニット60が、起動許可条件を満たす場合に当該レーザ加工装置Mの起動が許可されるようになっている。さらに、起動が許可されることを条件として、CPU34によりレーザ光源10が制御されるようになっており、キーユニット60に当該レーザ加工装置Mの加工条件に関する情報を含んだ識別情報が設けられている場合、その識別情報に基づいてレーザ光源10が制御されるようになっている。
(もっと読む)
光学要素の状態識別又は状態変化識別方法及びレーザ装置
本発明は、例えば、レーザ加工機器のような、レーザ装置(1)の光学要素(6,7,8)の状態識別又は状態変化識別方法及び装置に関しており、光学要素(6.7.8)の温度変化時に変化する量が検出される。 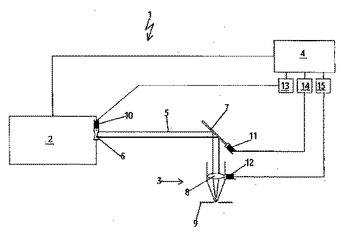 (もっと読む)
(もっと読む)
加工データ設定装置、加工データ設定方法、加工データ設定プログラム、コンピュータで読み取り可能な記録媒体及び記録した機器並びにレーザ加工装置
【課題】実際に加工を行わずとも設定の段階で印字加工が不可能・不適切な領域かどうかを判定可能とする。
【解決手段】所望の加工パターンで加工するために加工条件を設定するための加工条件設定部3Cと、レーザ光を走査可能な作業領域の内で、加工条件設定部3Cで設定された加工条件で加工しようとした際に加工できない、あるいは加工が不良になるおそれのある加工不良領域を、加工対象物の形状又は/及びレーザ光の照射条件に基づいて検出可能な加工不良領域検出手段80Bと、加工不良領域検出手段で検出された加工不良領域に対して、加工可能な領域と異なる態様にて表示するためのハイライト処理を行うハイライト処理手段80Iと、加工不良領域検出手段で検出された加工不良領域を、加工対象物の少なくとも作業領域上に、ハイライト処理手段でハイライト処理した状態で表示可能な表示部とを備える。
(もっと読む)
溶接工作物の異常判別評価方法およびその異常判別評価装置
【課題】溶接加工における異常の検出精度の向上および異常の識別を可能とする溶接工作物の異常判別評価方法およびその異常判別評価装置を実現する。
【解決手段】溶接加工における溶接工作物の異常判別評価装置であって、溶接工作物1を保持するとともに、その溶接工作物1を回転させて溶接箇所の位置決めを行う治具装置10と、この治具装置10の弾性波を検出するAEセンサ21とを備え、治具装置10は、チャック部の密着圧が所定圧以上となる密着接触する保持面を有するチャック機構によって溶接工作物1を保持するように構成されている。これにより、異常の検出精度の向上および異常の識別ができる。
(もっと読む)
レーザの制御システムおよびレーザ動作の制御方法
【課題】使用時におけるレーザ光線の誤った照射によりユーザの手が負傷するおそれを減少させる。
【解決手段】レーザ光線(18)を生成するレーザ(16)用の制御システムは、ユーザの手(26)の位置を感知するセンサ(46)と、感知されたユーザの手(26)の位置に基づいてレーザ(16)の動作を制御する制御装置(20)と、を含む。
(もっと読む)
レーザ溶接装置およびレーザ溶接システム
【課題】振動によるレーザ照射位置のずれを補正するレーザ溶接装置を提供する。
【解決手段】レーザ加工ヘッド3内に設けられた振動を検出するジャイロ21、22、23と、ジャイロ21、22、23が検出した振動からレーザの照射位置ずれと、その補正量を算出するプロセッサ25と、プロセッサ25からの補正量により反射鏡11を移動させるモータ16、17とを有する。
(もっと読む)
141 - 160 / 178
[ Back to top ]