
Fターム[4E068DB10]の内容
Fターム[4E068DB10]に分類される特許
201 - 220 / 529
レーザ加工方法
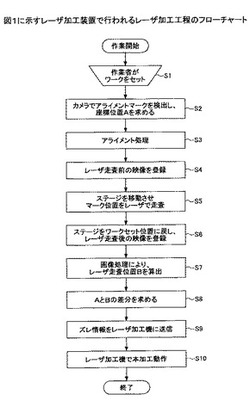
【課題】 レーザ照射位置にずれを生じさせる可能性のある全ての要因を含めてのずれ量を求めることで、精度のよいレーザ加工を実現することを課題とする。
【解決手段】 加工物20の非加工領域20bにレーザ加工機16からレーザ光を照射してレーザ加工跡を形成する。非加工領域20bに設けられている位置決めマークの座標位置とレーザ加工跡の座標位置との差を求め、求めた差に基づいて加工物20上のレーザ照射位置を補正して加工物20をレーザ加工機16でレーザ加工する。
(もっと読む)
短レーザパルスのテイラードバーストによるレーザマイクロマシニング

ターゲット構造のマイクロマシニングのために、一連のレーザパルスバンドル又はバーストを使用する。各バーストは、時間的パルス幅が約1ナノ秒未満である短レーザパルスを含む。レーザマイクロマシニング方法は、レーザパルスのバーストを生成するステップと、ターゲット箇所を加工するためにレーザパルスのバーストのエンベロープを調整するステップとを有する。この方法は、ターゲット箇所における第1の特徴形状の加工特性に基づいて、バースト内の1つ以上の第1のレーザパルスを第1の振幅に選択的に調整すること、及びターゲット箇所における第2の特徴形状の加工特性に基づいて、バースト内の1つ以上の第2のレーザパルスを第2の振幅に選択的に調整することによって、バーストのエンベロープを調整するステップを含む。この方法は、更に、レーザパルスの振幅が調整されたバーストをターゲット箇所に方向付けるステップを有する。 (もっと読む)
レーザ溶着方法および同方法を用いて形成した筐体
【課題】本発明は、レーザ光を透過しやすい透過部材、レーザ光を吸収しやすい吸収部材はそのままに、どのような形状の重ね合わせ面でも安定してレーザ溶着させることができるレーザ溶着方法および同溶着方法を用いて形成した筐体を提供する。
【解決手段】本発明のレーザ溶着方法は、第1の接合部材3と第2の接合部材2の重ね合わせ面5,6の端側から、第2の接合部材の重ね合わせ面端にレーザ光を照射し、同レーザ光の吸収による発熱で第2の接合部材の重ね合わせ面を溶解させ、同熱の伝播で第1の接合部材の重ね合わせ面を溶かし、第1の接合部材と第2の接合部材の重ね合わせ面間を溶着する。本発明の筐体は、重ね合わせた重ね合わせ面の端側から、第2の筐体構成部材の重ね合わせ面端にレーザ光を照射することにより、レーザ光の吸収による発熱で第2の筐体構成部材の重ね合わせ面を溶解させ、同熱の伝播で第1の筐体構成部材の重ね合わせ面を溶かし、第1の筐体構成部材と第2の筐体構成部材の重ね合わせ面間を溶着させる。
(もっと読む)
外装部材、外装部材の製造方法、及び電子機器筐体
【課題】耐久性及び密着性を有し、製造時の効率が向上した新規かつ改良された外装部材、外装部材の製造方法、及び電子機器筐体を提供すること。
【解決手段】基板の表面に形成され、塗料含有物を含む第1の層と、前記第1の層の表面に積層され、前記塗料含有物の光学特性を変化させることが可能な波長の光が透過可能な光透過材料を含む第2の層と、を備え、前記第1の層は、当該第1の層の少なくとも一部に前記波長の光をレーザ照射することで前記塗料含有物の光学特性が変化した部分であるマーキング部を有する、外装部材。
(もっと読む)
レーザー使用による材料除去中の熱効果の最小化方法
レーザーを使用するシート材料を切断する方法であって、レーザーの第1の工具経路を用いる第1の複数のルーティングを実行し、第1の工具経路を用いる第1の複数のルーティングが実行された後に、レーザーの第2の工具経路を用いる少なくとも1つの第2のルーティングを実行する。ここで、第2の工具経路は、第1の複数のルーティングを実行した結果としてレーザーにより形成された切り溝から横切る。z軸高さシフトは、横シフトと同時に組み込める。工具経路をシフトすることで、レーザー処理中に発生するプラズマの影響は、レーザーと材料の結合を最適化することにより最小化され、結果は、材料のより少ない変色および/又は燃焼となる。 (もっと読む)
樹脂材のレーザー溶着方法
【課題】溶融された樹脂材が樹脂材本体からはみ出さず、樹脂材本体の寸法を薄くすることができる樹脂材のレーザー溶着方法を提供する。
【解決手段】透過性樹脂材101に設けた突起101aで、一対の突起を形成し、加圧方向で互いに対向する両樹脂材の各面が当接することで形成される嵌合面105aと、透過性樹脂材101に設けた突起101aの内側面と吸収性樹脂材102の外側面とが当接することで形成される嵌合面105bとで嵌合面105を構成して、突起101aの下端面は露出しており、両樹脂材が互いに加圧嵌合された状態で、レーザー光103を嵌合面105aの中央に照射して走査する。
(もっと読む)
四角形ユニット片の製造方法
明細書に開示されるのは、複数のカッターを備える裁断機を使用して、比較的大きなサイズを有する四角形基材から比較的小さなサイズを有する1種類以上の四角形ユニット片を裁断して四角形ユニット片を製造する方法であって、当該方法は、四角形基材上の欠陥の位置を確認するために四角形基材の長手方向および短手方向において四角形基材をスキャンする検査ステップ(a)と、2つ以上の種類の裁断機を使用して四角形基材を仮想的に裁断した際の生産量を算出する計算ステップ(b)と、計算ステップで算出された生産量が最大生産量の70%以上の範囲内になる裁断機の1つを選択する選定ステップ(c)と、選定ステップ(c)で選択された裁断機を使用して四角形基材を裁断して、四角形ユニット片を製造する製造ステップ(d)と、を備える。 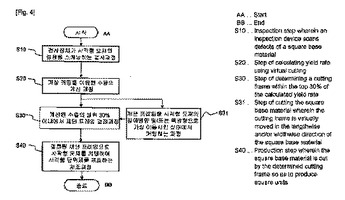 (もっと読む)
(もっと読む)
レーザ溶着方法および筐体
【課題】レーザ光を透過し易い第1の樹脂材と、この第1の樹脂材に比較してレーザ光を透過し難い第2の樹脂材とを互いに突き合わせて安定にレーザ溶着することのできるレーザ溶着方法を提供する。
【解決手段】第1の樹脂材側から第2の樹脂材に向けてレーザ光を照射して前記第1および第2の樹脂材との突き合わせ部に溶着部を予備的に形成した後(予備溶着)、この溶着部の近傍に再度レーザ光を照射して前記第1および第2の樹脂材を互いに密着させて溶着(本溶着)する。
(もっと読む)
スイッチ及びその熔着方法
【課題】組立時に自動的に芯合わせが行われるようにすることを可能とする。
【解決手段】ターミナル・ブロック11及びカバー13を熔着し内部に固定接点15を有したスイッチ・ハウジング3と、自動変速機のマニュアル・シャフトを嵌合させるボス部29及び固定接点15に対応した可動接点35を備えてスイッチ・ハウジング3に対し回転可能なムービング・ブロック5と、ターミナル・ブロック11及びカバー13とボス部29との内外周面間に介設された弾性体のシール・リング7,9とを備え、カバー13をレーザー透過性材料で形成しターミナル・ブロック11をレーザー非透過性材料で形成し、シール・リング7,9の弾性力によりムービング・ブロック5に対して自動的に調芯されるターミナル・ブロック11及びカバー13に、外周部側でレーザー光による熱熔着部17を周回状に形成して結合を行ない調芯を固定したことを特徴とする。
(もっと読む)
パルス状レーザ微小堆積パターン形成
パルス状レーザを用いて透明な基板上にパターンを形成する方法が開示される。様々な実施形態は、極短パルス状レーザ、レーザ波長に透明な基板、及びターゲット板を含む。レーザビームは、透明基板を介してターゲット表面に集光される。ターゲット材料は、レーザによって剥離され、対向する基板表面に堆積される。パターンは、例えばグレイスケールであり、ターゲットに対するレーザビームの走査によって形成される。レーザビーム走査速度及び走査線密度の変化によって、材料堆積を制御し、堆積したパターンの光学性質を変化させ、グレイスケールの色彩効果を生成する。いくつかの実施形態において、パターンは、製造工程の間にマイクロ電子デバイスの一部に形成するようにすることができる。いくつかの実施形態において、高繰り返し率ピコ秒及びナノ秒ソースは、パターンを形成するように構成される。 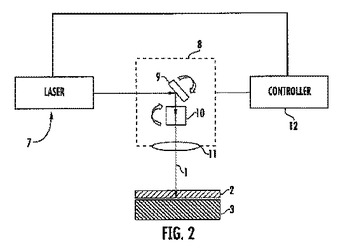 (もっと読む)
(もっと読む)
ダイシングテープ一体型ウエハ裏面保護フィルム
【課題】半導体ウエハのダイシング工程〜半導体チップのフリップチップボンディング工程にかけて利用可能なダイシングテープ一体型ウエハ裏面保護フィルムを提供すること。
【解決手段】ダイシングテープ一体型ウエハ裏面保護フィルムは、基材、及び該基材上に形成された粘着剤層を有するダイシングテープと、該ダイシングテープの粘着剤層上に形成されたウエハ裏面保護フィルムとを有するダイシングテープ一体型ウエハ裏面保護フィルムであって、前記ウエハ裏面保護フィルムが着色されており、且つ該着色されたウエハ裏面保護フィルムの弾性率(23℃)が3GPa以上であることを特徴とする。前記着色されたウエハ裏面保護フィルムは、レーザーマーキング性を有していることが好ましい。ダイシングテープ一体型ウエハ裏面保護フィルムは、フリップチップ実装の半導体装置に好適に用いることができる。
(もっと読む)
シート接続体の製造方法及びシート接続体
【課題】 シート接続体が少なくとも一面側において段差を生じ難く且つ優れた接合強度を有し得るシート接続体の製造方法を提供することなどを課題とする。
【解決手段】 熱可塑性樹脂が含有されたシート部材の端部同士を突き合わせて該突き合わせ部分の一面側を接合部材で被覆する被覆工程と、該接合部材で被覆された部分にレーザー光を照射して前記シート部材と前記接合部材とを融着させることにより前記シート部材同士を接合させる接合工程とを有することを特徴とするシート接続体の製造方法などを提供する。
(もっと読む)
ダイシングテープ一体型ウエハ裏面保護フィルム
【課題】半導体ウエハのダイシング工程〜半導体チップのフリップチップボンディング工程にかけて利用可能なダイシングテープ一体型ウエハ裏面保護フィルムを提供すること。
【解決手段】ダイシングテープ一体型ウエハ裏面保護フィルムは、基材、及び該基材上に形成された粘着剤層を有するダイシングテープと、該ダイシングテープの粘着剤層上に形成されたウエハ裏面保護フィルムとを有するダイシングテープ一体型ウエハ裏面保護フィルムであって、前記ウエハ裏面保護フィルムが、染料により着色されていることを特徴とする。前記着色されたウエハ裏面保護フィルムは、レーザーマーキング性を有していることが好ましい。ダイシングテープ一体型ウエハ裏面保護フィルムは、フリップチップ実装の半導体装置に好適に用いることができる。
(もっと読む)
透明レーザーマーキング多層シート
【課題】レーザーマーキング性に優れ、生地色と印字部とのコントラストが高く、鮮明な文字、記号、画像が得られるとともに、シートの搬送性、熱プレス後の金型からの離型性、耐熱性、折り曲げ性を兼ね揃えた透明レーザーマーキング多層シートを提供する。
【解決手段】スキン層3a、コア層3bを有する少なくとも3層からなる共押出して成形された透明レーザーマーキング多層シート1である。多層シートの両最外層であるスキン層3aは、ポリカーボネート樹脂を主成分とする透明樹脂層からなり、コア層3bは、ポリカーボネート樹脂を主成分とする透明樹脂100質量部に対して、レーザー光エネルギー吸収材を0.0005〜1質量部を含む透明ポリカーボネート樹脂組成物層からなり、多層シートの全厚みが50〜300μmからなり、かつ、コア層3bの厚さの、多層シートの全厚さに対して占める割合が20〜80%である透明レーザーマーキング多層シート1。
(もっと読む)
樹脂フィルム媒体、及び樹脂フィルム媒体の製造方法
【課題】媒体全てレーザで切断する場合に比べ、樹脂フィルムへの燃焼物の再付着が抑制され、媒体全て切断刃で切断する場合に比べ、機能層の剥れが抑制された樹脂フィルム媒体の製造方法を提供すること。
【解決手段】脂フィルム基材10(樹脂フィルム)と当該樹脂フィルム基材10上に積層された機能層26(電極12、光導電層14、ラミネート層16、光吸収層18、液晶層20、電極22、及び樹脂フィルム基材24)とを有する積層体28に対して、例えば、当該積層体28の機能層26側からレーザ32により少なくとも機能層26を切断する第1の切断と、レーザ32により形成される切断溝32Aに打ち抜き刃36(切断刃)を挿入して樹脂フィルム基材10(樹脂フィルム)を切断する第2の切断と、の2段階の切断を行うことで、液晶表示媒体101を得る。
(もっと読む)
レーザ加工方法
【課題】簡便で、かつ、被加工物を優れた加工精度で加工することができるレーザ加工方法の提供。
【解決手段】複数の被加工物11の周囲を被加工物固定材料12で固定し、複数の被加工物を有する被加工物含有体1を形成する被加工物含有体形成工程と、前記被加工物含有体を回転させながら、レーザ光を照射して被加工物上にパターンを形成するパターン形成工程と、を含み、前記被加工物含有体形成工程が、被加工物と、被加工物を装着する装着部を複数有する被加工物固定治具との間に被加工物固定材料を充填することにより、被加工物を固定する態様などが好ましい。
(もっと読む)
透明材料加工装置
【課題】透明材料における有機色素の吸着率を高めることで、加工品質の向上が図れる。
【解決手段】透明材料加工装置1は、透明基板2の加工面2aに液密に配置されるとともに、1mm以下の高さ寸法の流路31を有する流路基板3と、流路31内で光吸収溶液Nを流動させるための流動手段とを備え、集光レンズ44を備えた照射手段4によって透明基板2の加工面2aの所定の加工部分に対してレーザー光Lを照射することで、その加工部分に微細加工を施す構成とした。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 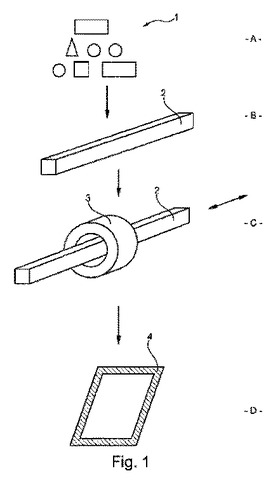 (もっと読む)
(もっと読む)
樹脂溶着方法
【課題】 溶着予定領域において入熱過多による損傷の発生を確実に防止することができる樹脂溶着方法を提供する。
【解決手段】 中心線CLを有する円環形状の溶着予定領域Rの一部分が照射領域であるレーザ光Lに対して、溶着予定領域Rを中心線CL回りに相対的に複数回回転させながら、レーザ光Lを溶着予定領域Rに照射する。これにより、溶着予定領域Rの一部分に対してレーザ光Lが断続的に照射されることになるので、溶着予定領域Rの一部分に対するレーザ光の1回の照射で樹脂部材の分解温度を越えるような急激な温度上昇を防止することができる。しかも、光軸OAに対して垂直なレーザ光Lの断面形状が溶着予定領域Rにおいて円環形状であるため、溶着予定領域Rのレーザ光入射側端部R1及びその近傍におけるレーザ光Lの照射領域中心部に入熱過多による損傷が生じるのを防止することができる。
(もっと読む)
異種材料と金属材料との界面が気密性を有する異種材料接合金属材料及びその製造方法
【課題】金属と樹脂といった、異種材料と金属材料との接合技術において、接合後に異種材料と金属材料との界面を後加工しなくとも、高度な気密性を当該界面に付与する手段の提供。
【解決手段】ある走査方向について金属表面をレーザースキャニング加工する工程と、前記走査方向とクロスする別の走査方向について前記金属表面をレーザースキャニング加工する工程を含み、ここで、当該工程において、前記ある走査方向と前記別の走査方向のレーザースキャニング加工のいずれも、複数回重畳的に実施することを特徴とする、異種材料と金属材料との界面が気密性を有するように接合を行うための接合部を形成するための金属表面のレーザー加工方法。
(もっと読む)
201 - 220 / 529
[ Back to top ]