
Fターム[4E081AA15]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 能率向上と省力化 (194) | 溶接(施工)の機械化、自動化 (54)
Fターム[4E081AA15]に分類される特許
41 - 54 / 54
溶接装置
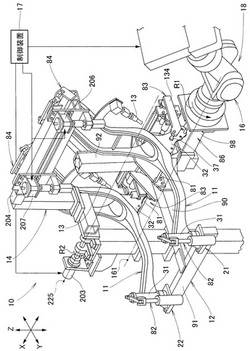
【課題】 溶接するワークの姿勢制御の簡素化を図り、生産性を向上させる。
【解決手段】 一列に配置した複数の同一形状のワークとしての車体フレーム11をワーク保持具12で保持し、複数の車体フレーム11を同時に溶接する際に、各車体フレーム11に対応する溶接トーチ13にそれぞれ車体フレーム11の溶接箇所が対向するように車体フレーム11をワーク保持具12を介して上下動及び水平動させ且つワークの列の方向と平行な直線161を中心にワーク保持具12を回転させて、全ての車体フレーム11の姿勢を同時に変化させるとともに車体フレーム11の列の方向にほぼ平行な平面上に溶接面を設けるように車体フレーム11を保持するワーク保持機構18と、車体フレーム11の列の方向と平行に一列に車体フレーム11にそれぞれ対向させて溶接トーチ13を配置した溶接機構14と、を有する。
(もっと読む)
被覆鋼管の自動溶接装置及びその接続方法

【課題】 同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行うことができる被覆鋼管の自動溶接装置を提供する。
【解決手段】 鋼管本体2の外周面が樹脂を主体とされた被覆層4により覆われた被覆鋼管の端部同士を溶接し、その後、保護シート層10で覆って防食保護する被覆鋼管の自動溶接装置において、前記鋼管本体の端部同士の溶接と前記被覆層と前記保護シート層との溶着とを行う溶接手段22と、前記溶接手段を前記被覆鋼管の軸心廻りに回転させる回転手段24と、前記溶接手段を前記被覆鋼管の軸心方向に沿って移動させる水平移動手段26と、装置全体の動作を制御する制御手段28とを備える。これにより、同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行う。
(もっと読む)
溶接装置
【課題】 一対の溶接トーチによる横板上面と縦板下端との間の両コーナー部分の隅肉溶接に際しての機能性を高めた溶接装置を提供する。
【解決手段】 この溶接装置は、横板(1)の上面と縦板(2)下端との間の左右両コーナー部分(3)(4)の隅肉溶接を連続的に行わせる連続溶接と、両コーナー部分(3)(4)の隅肉溶接を間欠的に行わせるタック溶接の双方を可能にしている。
(もっと読む)
傾斜登り隅肉溶接方法およびその自動隅肉溶接装置
【課題】 水平に対し傾斜した隅肉継手の溶接品質を向上することができる傾斜登り隅肉溶接方法と、その傾斜隅肉継手を簡易に能率よく自動溶接できる傾斜登り自動隅肉溶接装置を提供する。
【解決手段】 下板1上を走行し、溶接線倣い手段を有する走行台車20と、下板1と立板2とで形成される、水平に対し傾斜した傾斜溶接線3を隅肉溶接する溶接トーチ11と、溶接トーチ11を揺動させるトーチ揺動手段と、トーチ軸を中心に前記トーチ揺動手段を回転して溶接トーチの揺動方向を水平方向に調節する揺動方向調節手段とを備えた傾斜登り自動隅肉溶接装置により、溶接トーチ11の揺動方向を水平方向に調節して傾斜溶接線3を上進溶接する。
(もっと読む)
溶接装置およびレールの肉盛溶接方法。
【課題】 既設レールの磨耗箇所の肉盛溶接に適する溶接装置を提供。数種の軌条間隔に適合。レール頭部の内向き側壁面S1および外向き側壁面2の肉盛溶接のそれぞれに適合。
【解決手段】 レールR1,R2上を走行する台車1を備える溶接装置において、台車1は、車輪軸9−11に沿う方向に移動自在であって一方のレールR2の側壁面S1/S2に対向するフランジを有する倣い車輪2fR,2bR、および、倣い車輪をフランジが側壁面に接近する方向に強制するスプリング17、を備える。倣い車輪は、複数12,13の軌条間隔に適合するように伸縮スプライン軸11に装着され、また、第1側壁面S1の肉盛溶接のための第2側面壁S2倣いと、第2側面壁S2の肉盛溶接のための第1側壁面S1ができるように、台車1に対して裏返し装着が可能である。
(もっと読む)
ホイール溶接ライン
【課題】 フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ラインの提供。
【解決手段】 溶接トーチ11を有する溶接ステーション10と、
仮付け溶接されたフルフェイスホイール2A用リム・ディスクまたは本嵌入されたコンベンショナルホイール2B用リム・ディスクからなるワーク2を溶接ステーション10に向かって送る搬入ライン40および溶接ステーション10で溶接されたリム・ディスクからなるワーク2を溶接ステーションから送り出す搬出ライン45と、
ワークを搬入ラインから溶接ステーション10に搬入し溶接済のワークを溶接ステーションから搬出ライン45に搬出し、傾斜、回転が可能な軸芯を有するロボットハンド21を備えた汎用ロボット20と、
ロボットハンド21に取り付けられワーク2を掴むチャッキング機構30と、
を備えた、フルフェイスホイールとコンベンショナルホイールに共用可能な、ホイール溶接ライン。
(もっと読む)
鋼板連結クランプ
【課題】 直列に隣接するH形鋼のウェブを簡単な操作で確実強固に挟持して連結し、これらH形鋼を含んで構成されるコラムを溶接治具に同時に複数個セットさせて溶接作業を効率化することができる鋼板連結クランプを提供すること。
【解決手段】 対向板体14A・14Bによって左右両側に差入れ口2・2を形成し、これら差入れ口2からH形鋼のウェブW・Wをそれぞれ挿入可能であって、
これら枠体1A・1Bの何れか一方には、前記差入れ口2の内側面に向け先端部が突出可能に押さえボルト3・3…が配設されており、
この押さえボルト3が回転することによって押さえ端31が枠体1Aの対向板体14Aの外側面へ突出し、反対側の枠体1Bの対向板体14Bと押さえボルト3の押さえ端31との間に直列に隣接する前記各ウェブW・Wをそれぞれ挟持して連結保持できるようにする。
(もっと読む)
ワーク取付治具及びこれを用いた溶接方法
【課題】 センタリングが容易なワーク取付治具及びこれを用いた溶接方法を提供する。
【解決手段】 仮止めされたワーク20のウエブ31の端部を第1又は第2発明のワーク取付治具の間隙に嵌合してポジショナに固定する工程と、ワークの寸法に基づいて隣接する1対のフランジ32間に挿入されるトーチ33とフランジ32との間の間隔が所定値以上であるか否かを判定する工程と、間隔が所定値以上である場合にトーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程と、所定値未満の場合にワーク取付治具を中心点35を通る水平軸を中心に回転させて間隔を所定値以上とした後、トーチ33をフランジ32間に進入させてウエブ31の他端部間を溶接する工程とを有し、トーチとフランジとの間の間隔が夫々所定値以上であるか否かを判定する工程は、ワーク取付治具の回転中心35とウエブ相互間の交点36との間の偏心量を補正する工程を含む。
(もっと読む)
自動管端溶接装置
【課題】 コストの増大を抑制し装置の位置決め精度の確保を容易にしつつ、管端溶接作業の自動化を図ることが可能な自動管端溶接装置を提供する。
【解決手段】 自動管端溶接装置10は、所定の回転軸を中心に周方向に溶接トーチが移動する自動溶接部11と、複数の管2の配列方向に沿って自動溶接部11を移動させる溶接部移動機構12と、溶接部移動機構12を管板1に取り付けるためのベースプレート13とを備える。
(もっと読む)
管端溶接装置の制御装置及び制御プログラム
【課題】 管端溶接作業の自動化を図ることが可能な管端溶接装置の制御装置及び制御プログラムを提供する。
【解決手段】 複数の管と管板とを管端溶接する管端溶接装置の制御装置であって、前記複数の管の配列に関する配列情報を記憶する配列データ記憶部201と、配列データ記憶部201に記憶された配列情報に基づいて、複数の管のそれぞれに対して溶接トーチを位置決めする位置制御部200とを備える。
(もっと読む)
軸合わせ機構及び自動管端溶接装置
【課題】 管端溶接作業の自動化に好ましく用いられる軸合わせ機構を提供する。
【解決手段】 軸合わせ機構14は、複数の管2と管板1とを管端溶接する溶接装置に用いられる。また、軸合わせ機構14は、溶接対象の管2の内部に挿入されかつ先端部の径が変化自在な軸合わせ用芯金治具70と、軸合わせ用芯金治具70を、溶接対象の管2の軸方向に移動させる第1駆動系(31、37、71)と、第1駆動系とは別に設けられ、軸合わせ用芯金治具70の先端部の径を変化させる第2駆動系(75、77)とを備える。
(もっと読む)
水平型自動溶接装置
【課題】 ワークを支持するマンドレルを交換することなく、厚みの異なるワークを同一のマンドレルを用いて突合せ溶接することができ、作業能率の向上及びコスト低減等を図れるようにする。
【解決手段】 キャビネット本体2に支持された水平姿勢の長尺状のマンドレル1に金属板材から成るワークWを支持させ、マンドレル1に設けたバックバー3上でワークWの端面同士を突合せ固定し、この突合せ部を溶接装置6により突合せ溶接するようにした水平型自動溶接装置に於いて、前記マンドレル1をその軸心を中心にしてキャビネット本体2に回転自在に設けると共に、当該マンドレル1の外表面に少なくとも薄板用のバックバー3と厚板用のバックバー3′を等角度間隔で配設し、ワークWの厚みに応じてマンドレル1を回転させ、ワークWの厚みに対応するバックバー3,3′上でワークWの端面同士を突合せ固定し、ワークWの突合せ部を突合せ溶接する。
(もっと読む)
建設機械のアームの製作設備
【課題】 異なる強度の平板を溶接してアームを製作する場合に多種類のアームを製作するための溶接作業を同一設備で能率的に行える建設機械のアームの製作設備を提供する。
【解決手段】 第1の加工用平板分割片19aと第2の加工用平板分割片19bと第3の加工用平板分割片19cとを溶接して、U字状アーム部材18を曲げ加工により形成するための加工用平板19を製作するための建設機械のアームの製作設備を構成する場合に、各加工用平板分割片19a,19b,19cを設置可能な定盤22と、定盤22の両側に配置され各加工用平板分割片を別々に置けるストックエリア23,24とを設けるとともに、加工用平板分割片を把持して定盤22の所定位置に設置する機能と、この設置された各加工用平板分割片同士を溶接することができる機能とを兼備したロボット25を定盤22の両側に2台ずつ設けて構成した。
(もっと読む)
円周溶接ヘッド
円周溶接ヘッドは、金属インサートおよび回転子を備える。カバーは、マイカラミネートから作製される。金属バネ/ブラシ(好ましくは、一片である)が、インサートに対して回転子を側面負荷をかける。回転子およびインサートは、相互係合部分(好ましくは、台形)を有し、熱により膨張する場合、回転子を軸方向に移動させ、これにより結合を最小化する。本発明は、さらなる隙間を必要としない、一定のアーク間隙を生じ、結合を生じない回転子とインサートの構成を提供する。本発明の溶接ヘッドの設計によって、避けられない膨張を適応させるためのシステム内の余分な隙間を提供する必要性無しに、この使用に伴って生じる避けられない膨張が、許容される。結果として、より正確かつ一定の溶接が、過熱が問題になる前に、長期間にわたって得られ得る。 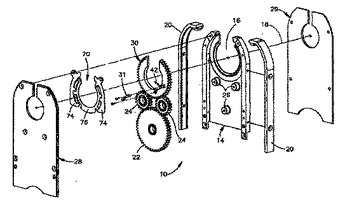 (もっと読む)
(もっと読む)
41 - 54 / 54
[ Back to top ]