
Fターム[4E081AA15]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 目的、効果(突合せ溶接) (656) | 能率向上と省力化 (194) | 溶接(施工)の機械化、自動化 (54)
Fターム[4E081AA15]に分類される特許
21 - 40 / 54
自動溶接方法及び装置
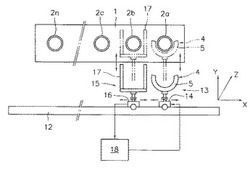
【課題】 母管に複数の枝管を溶接する溶接処理に要する時間を低減させる。
【解決手段】 母管1の長手方向に延びるガイドレール12に、多関節ロボット14に枝管溶接機4を備えた溶接モジュール13と、別の多関節ロボット16にセンサ装置17を備えたセンシングモジュール15を、独立に往復動可能に取り付ける。母管1に、複数の枝管2a〜2nを取り付ける場合は、母管1の長手方向一端側より他端側へ並ぶ各枝管2a〜2nについて、センシングモジュール15のセンサ装置17によるセンシング作業を順次行ない、それぞれの位置計測結果の情報を制御装置18に一旦記憶する。センシングモジュール15による溶接順序が後の枝管2b〜2nについてのセンシング作業と並行して、溶接モジュール13により、制御装置18より得た位置計測結果の情報を基に枝管溶接機4の位置を制御しながら各枝管2a〜2nの母管1への溶接作業を行わせる。
(もっと読む)
原子力施設で使用される溶接装置、先端工具案内装置および溶接方法

【課題】溶接電極に対し、溶接ワイヤを好適な供給位置へ変更することが可能な原子力施設で使用される溶接装置、先端工具案内装置および溶接方法を提供する。
【解決手段】溶接部分へ向けてアーク放電を生じさせる溶接電極50と、溶接電極50からのアーク放電によって溶融可能な溶接ワイヤWと、溶接電極50に対する溶接ワイヤWの供給位置を変更可能なワイヤノズル反転機構43と、を備え、ワイヤノズル反転機構43は、溶接部分に沿って移動する溶接電極50に対し、溶接ワイヤWが先行するように、溶接ワイヤWの供給位置を変更する。
(もっと読む)
フラックス再利用装置
【課題】スパイラル鋼管のサブマージアーク溶接に使用したフラックスを循環利用でき、高品質のスパイラル鋼管を製造可能なフラックス再利用装置を提供する。
【解決手段】スパイラル鋼管11をサブマージアーク溶接して造管するに際し、余剰のフラックスを回収して循環利用するためのフラックス再利用装置10であり、サブマージアーク溶接が終了した箇所から吸引回収される湿潤状態の使用済みフラックス中の磁性体を除去する磁力選別機19と、この下流側に配置され、磁性体が除去された使用済みフラックスから、スラグ及びダストを除去して湿潤状態のフラックスを回収する粒径選別機22と、この下流側に配置され、湿潤状態のフラックスをサブマージアーク溶接に再利用可能な状態まで乾燥処理する乾燥機23と、乾燥処理したフラックスを溶接箇所16へ供給する搬送手段25とを有する。
(もっと読む)
自走式溶接台車
【課題】ロンジ鋼材などの長尺鋼材を自動溶接するにあたり、鋼材端部の溶接不能部位を無くし、かつ均一な溶接仕上りが得られる自走式の溶接台車を低コストで提供する。
【解決手段】車体内部に電動機110と、車体底面に水平側の被溶接鋼板に対し吸着効果を有する磁石120とを備え、かつ台車の走行方向に沿ってスライドする溶接トーチ130を搭載した自走式溶接台車において、電動機110により回転駆動されるデファレンシャルギヤ機構部140と、デファレンシャルギヤ機構部140を構成する一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された台車走行機構部150と、デファレンシャルギヤ機構部140を構成する他の一方のデファレンシャルサイドギヤにアクスルシャフトを介して接続された溶接トーチスライド機構部160と、を設ける。
(もっと読む)
長大鋼板の製造方法および開先加工装置
【課題】シャー切断された圧延鋼板を接合して長大鋼板を能率よく製造する。
【解決手段】シャー切断された圧延鋼板MPの長辺部を突合せ溶接して胴板BPを形成するに際し、複数枚の圧延鋼板MPを、切断整形時と同一の姿勢となるように作業台11上に配置するとともに、圧延鋼板MPの長辺部間にルート間隔をあけて固定し、圧延鋼板MP上を走行自在な開先加工装置により、ルート間隔に沿って走行させ両長辺部の表面コーナ部をそれぞれ切断して一度の走行でY型開先部12を形成し、そのままの状態で、溶接機SWによりY型開先部12を所定方向に先行溶接して複数の圧延鋼板MPを接合することにより胴板BPを形成し、胴板BPを反転して作業台11上に配置した後、Y型開先部12の溶接部の裏面に沿って後行溶接を先行溶接と同一方向に行う。
(もっと読む)
立向姿勢溶接装置
【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
(もっと読む)
溶接制御
溶接装置(100)は、2つのワークピース(P1,P2)が互いに機械的に連結されるようにワークピース(P1,P2)間に溶接材料を適用する。溶接装置(100)は、溶接頭部(110)および主要な要素(120)を備える。溶接頭部(110)は、ワークピース(P1,P2)間の動作方向に沿って、移動中に溶接行為を行う。2つの補助センサ部材(SR,SL)は、動作方向(OD)に対して、溶接頭部(110)の上流にある主要な要素(120)に配置される。センサ部材(SR,SL)は、溶接材料が適用される、ワークピース(P1,P2)間の間隙(G)の幾何学的特性を記録する。各センサ部材(SR,SL)は、2つのワークピース(P1,P2)のそれぞれの壁(W1,W2)と接触を維持しつつ、一方で主要な要素(120)と隣接する壁との間にある横方向の距離(dR,dL)の変化を受入れるように構成される。これは、動作方向(OD)に対して本質的に垂直に配向された少なくとも1つのピボット軸(P)を介して主要な要素(120)に旋回可能に取り付けられたセンサ部材(SR,SL)により達成される。 (もっと読む)
円形溶接用トーチ駆動装置、これを備えた溶接装置、及び溶接方法
【課題】従来、車両運搬船の車両搭載甲板へのラッシングポットの取り付けは、手作業で行われており、ラッシングポットの個数が多く、多くの工数を要するというという問題がある。
【解決手段】固定台と、固定台の内側に回転台支持用ベアリングを介して設けられた回転台と、回転台の上部に取り付けられ、トーチを回転台の回転軸心から偏心して支持するトーチ支持台と、回転台の中央に差込金物支持用ベアリングを介して設けられた差込金物とを備えた円形溶接用トーチ駆動装置を採用した。これにより、差込金物を車両搭載甲板のラッシンクポット等の、溶接面が円形の金物内に挿入することにより簡単に円形溶接用トーチ駆動装置を位置決めすることができ、確実に車両搭載甲板の上面と溶接面が円形の金物との接合部の溶接作業を行うことができる。
(もっと読む)
溶接装置及び溶接方法
【課題】2つの円形管を溶接する際に目違いをできる限り小さくする。
【解決手段】第1及び第2円形管91,92を同期回転させる回転手段4と、第1円形管91を回転軸X1と直交する平面内で移動させる管移動手段16と、各円形管91,92の溶接部93,94の中心位置O1,O2を検知する中心検知部31と、中心位置O1の回転軸X1に対するズレを表す第1位置情報及び中心位置O2の回転軸X1に対するズレを表す第2位置情報を取得する位置情報取得部32と、第1及び第2位置情報と円形管91,92の回転角とに基づいて中心位置O1を中心位置O2に一致させるために必要な移動量を算出する移動量算出部33と、該移動量だけ第1円形管91が移動するよう管移動手段16の動作を制御する管移動制御部34とを備える。
(もっと読む)
自動溶接装置
【課題】杭頭定着筋(ひげ筋)方式の溶接においては、例え熟練した溶接作業者であっても劣悪な作業環境下において極めて複雑な作業を長時間に亘って溶接の質を落とすことなく行うことは困難であることを解消する。
【解決手段】本発明の自動溶接装置1は、鉄筋Iを把持して鋼管杭Pに装着するための固定部2(固定手段)と、溶接トーチTを溶接すべき箇所に対して位置調整可能に支持する支持部4(支持手段)と、溶接トーチTを振幅させる振幅部5(振幅手段)と、昇降させる昇降部3(昇降手段)と、この昇降部3と振幅部5を連動制御する制御部6(制御手段)と、を備えた。
【効果】溶接トーチを溶接すべき箇所に対して適切な位置とした状態で昇降手段及び振幅手段が連動するから溶接は確実なものとなる。また、溶接作業が、経験から全て定量化されるから、溶接後の仕上げ形状やビードの内部性状について予測が可能となる。
(もっと読む)
管端シール自動溶接装置
【課題】溶接トーチ本体と、被シール溶接位置との間の距離を常に一定にして自動的にシール溶接することができる管端シール自動溶接装置を提供する。
【解決手段】本体ケース12内に装着されたモータにより回転する回転筒13と、本体ケース12内から前方外部に延設する回転筒13の外側にブラケット14を介して保持される溶接トーチ本体15と、この前方に設けられ、回転筒13と軸芯を一致するように設けられている管芯出し金具17を有する管端シール自動溶接装置10において、溶接トーチ本体15と被シール溶接位置との間の距離を、溶接トーチ本体15のアーク長に比例するアーク電流値と、設定アーク長に比例する基準アーク電流値との差で検出せしめるアーク電流制御装置23と、アーク電流制御装置23の指示に基づいて溶接トーチ本体15を前、後動せしめる駆動装置24を具備する。
(もっと読む)
円周状自動溶接装置及び円周状自動溶接方法
【課題】車両甲板の溶接部材の溶接を簡易に行い、溶接品質を向上させると共に、溶接工数の低減を図る円周状自動溶接装置及び円周状自動溶接方法を提供する。
【解決手段】本実施例に係る円周状自動溶接装置10は、鋼板11に形成された円周状開口部12を閉塞する閉塞部材13を溶接する円周状自動溶接装置であって、鋼板11上を走行可能な走行手段14を備えた装置本体15と、該装置本体15に設けられ、円周状開口部12に対し、溶接位置の位置決めを行う位置決め手段16Aと、該位置決め手段16Aによって装置本体15の位置決めを行った後、装置本体15を固定する固定手段17と、装置本体15に設けられ、鋼板11と閉塞部材13との間を周溶接する溶接手段18とを有する。従来のように半自動溶接トーチを用いて手動で溶接施工する場合よりも溶接時間を短縮すると共に、良好な外観の溶接ビードが得られ、溶接品質を向上させる。
(もっと読む)
管端自動シール溶接装置
【課題】管板の管孔の形状及び管状部材の断面形状が非円形の場合においても、管孔と管状部材の管端部を自動溶接できる管端自動シール溶接装置を提供する。
【解決手段】駆動手段60の動力により芯出し棒50の軸線A回りに回転する回転体30と、回転体の回転力を利用して、溶接棒95及びトーチ91を管孔の周縁部形状と相似形の旋回軌跡で芯出し部材の周囲を旋回させる回転力伝達機構30A、30D、41、65A、65D、67、80、81と、回転体の回転力を利用して、軸線A方向に見たときにトーチの電極92が常に管孔の周縁部と該周縁部の法線L方向に対向するようにトーチの向きを調整する方向調整機構30B、30C、42、65B、65C、72、74、76、78、79、84、85と、を備える。
(もっと読む)
基礎杭溶接装置
【課題】下杭上端と上杭下端とを自走架台に搭載した溶接トーチで溶接する基礎杭溶接装置において、自走架台を一定速度で確実に移動させられるようにする。
【解決手段】溶接装置10は、下杭1の上部に取りつけられる走行ガイド20と、走行ガイド20に支持されて下杭1と上杭2の周りを周回し、搭載した溶接トーチ70で下杭1の上端と上杭2の下端を溶接する自走架台40を備える。走行ガイド20はブロック100aとブロック100bに分割され、両者を組み合わせて1個の円環構造を形成する。円環構造となった走行ガイド20をチェーン26が取り巻く。チェーン26は走行ガイド20に移動不能に連結される。自走架台40にはチェーン26にかみ合うスプロケット49と、それを回転させる電動機47が設けられており、スプロケット49が回転することにより自走架台40は走行ガイド20に対し移動する。
(もっと読む)
溶接方法および溶接装置
【課題】継手角度が変化するワークであっても、シールドノズルとワークの干渉または離間を防止して自動で溶接を行うことのできる方法を提供する。
【解決手段】ワークの設計データに基づいて溶接トーチの基準軌道情報を作成するステップ(S105)と、溶接位置に実際に設置されたワークに対する溶接トーチの位置ずれ量を、ワークへのタッチセンシングにより取得するステップ(S107)と、溶接トーチの位置ずれ量に基づいて基準軌道情報を補正して実軌道情報を作成するステップ(S109)と、実軌道情報に基づいて溶接トーチの軌道を制御して溶接するステップ(S111)と、を備える。溶接は、シールドノズルを隅肉継手部に接触させながら行われ、基準軌道情報は、シールドノズルをワークに接触させながら溶接するものとして作成され、溶接トーチの位置ずれ量は、シールドノズルをワークに接触させることにより取得される。
(もっと読む)
アーク溶接装置
【課題】 ウィービング溶接を精度よく行うことができ、溶接トーチの構造が単純なアーク溶接装置を提供する。
【解決手段】 電極棒19は、トーチ角変位軸線L1に対して傾斜して配置される。トーチ揺動駆動手段24によって、電極棒19の先端部19dは、トーチ角変位軸線まわりに揺動角変位する。電極棒19の先端部19dを揺動させた状態で、ロボット30によって基部21を接合方向Xに移動させることで、ウィービング溶接を行うことができる。電極棒19を揺動させた場合でも、電極棒19とトーチ角変位軸線L1との交点P1は、揺動方向に移動せずに留まる。したがって開先幅が狭くても、溶接トーチ22および電極棒19が被接合物18に接触することを防いでウィービング溶接を精度よく行うことができる。また溶接トーチ22に対して電極棒19を揺動移動させる構成ではないので、構造を簡単化することができる。
(もっと読む)
管端自動シール溶接方法
【課題】管端シール溶接する際に、最適条件でシール溶接が行える管端自動シール溶接方法を提供する。
【解決手段】 鉛直に設けられた管板4の各管穴に伝熱管5を挿入し、その管穴41回りに溶接トーチ23を回転させてTIG溶接する管端自動シール溶接方法において、伝熱管回りの溶接ゾーンを複数に分割し、その分割ゾーン毎に溶接条件を設定してシール溶接する。
(もっと読む)
管端シール溶接方法および管端シール溶接装置
【課題】溶接作業の放置化と溶接不良の低減とを図ることができる管端シール溶接方法および管端シール溶接装置を提供する。
【解決手段】鉛直に設けられた管板4の各管穴41に水平に伝熱管5を挿入し、その管穴41周りの管端51をティグ溶接する管端シール溶接方法において、予め上記管端51に対する電極21の距離を設定すると共に、その電極位置でのアーク電圧を基準アーク電圧として記憶し、その後、溶接時に、アーク電圧をサンプリングすると共に、そのサンプリングしたアーク電圧と上記基準アーク電圧とを比較し、両アーク電圧の差が所定の判定電圧差を超えるときに、溶接を中断するものである。
(もっと読む)
隅肉溶接方法および装置
【課題】 開口がある隅肉溶接の全自動化。溶接位置精度,信頼性の向上。
【解決手段】 下板Xと、下端面に開口A,Bがある立板Yによって形成されるコーナを溶接する隅肉溶接において、溶接方向yに、前方から第1の開口検知手段S1,溶接トーチ8および第2の開口検知手段S2をこの順に配置し、開口幅をL1、S1/溶接トーチ間距離をL2、S2/溶接トーチ間距離をL3、とすると、L2≧L1かつL3≦L1として、S1,S2および溶接トーチの組体を、S1を先頭に、y方向に駆動し、S2の開口始端検出に基づくタイミングYcで駆動を停止して溶接スタート処理を行い、その後に組体を再駆動しアークを継続して隅肉溶接する第1行程と、S1の開口終端検出に基づくタイミングYdで駆動を停止しクレータ処理を行い、その後にアークを停止する第2行程と、を含む隅肉溶接方法。
(もっと読む)
インターナルクランプ装置
【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
21 - 40 / 54
[ Back to top ]