
Fターム[4E081DA10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | T、十字、角、I、その他の継手 (70)
Fターム[4E081DA10]に分類される特許
41 - 60 / 70
レーザ・アーク複合溶接法
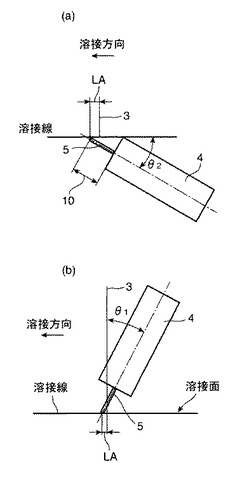
【課題】レーザ光溶接および消耗電極式アーク溶接により一対の被溶接部材を溶接接合するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材なしで良好な溶接継手を高速にて形成することのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ光溶接および消耗電極式アーク溶接により複合接合するレーザ・アーク複合溶接法において、アーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つ溶接線を含み一方の被溶接部材表面と直交する面にアーク放電線を投影したときに、この投影線と垂直線とのなす角度θ1が10〜40°であり、前記一方の被溶接部材の表面にアーク放電線を投影したときに、この投影線と溶接線とのなす角度θ2を0〜60°であるように設定して操業する。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物

【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
裏当て部材及び溶接方法
【課題】接合部に良好な裏なみを形成させることができ、鉄鋼部材の溶接品質を向上することができる裏当て部材及び溶接方法を提供する。
【解決手段】裏当て部材1は、断面略矩形の耐熱性を有する板状アルミナ(SiO2・Al2O3・MgO)からなる。裏当て部材1には、第一部材P1と接する第一側面2A及び第二部材P2と接する第二側面2Bと、第一側面2A及び第二側面2Bからそれぞれ2mm以下の長さで面取りされて他方の接合端WBに対向する角部2と、が配される。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】溶接構造体は、突合せ溶接継手によって接合された鋼板Aと、前記突合せ溶接継手と交差するように完全溶込み溶接で接合された鋼板Bと、からなり、前記鋼板Aの突合せ溶接継手における下端部近傍はCO2溶接部を形成している。本発明の品質管理方法は、前記鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、前記CO2溶接部の表層部の脆性破面遷移温度、CO2溶接長、及び前記鋼板Bの脆性き裂伝播停止性能の関係式を求める第1の工程と、前記関係式に基づき、溶接構造体の脆性き裂伝播停止に有用な、前記脆性破面遷移温度等の範囲を決定する第2の工程と、を含んでいる。
(もっと読む)
溶接条件設定方法、溶接条件設定装置及び溶接システム
【課題】強度及び変形量(変形角度)の双方を満足するT形継手構造材Wを容易に算出可能な溶接条件設定方法、溶接条件設定方法装置、溶接システムを提供すること。
【解決手段】T形継手構造材Wを形成するための溶接条件設定方法であって、第1の板材と第2の板材の材質及び板厚と前記T形継手構造材Wに要求される要求強度とを入力手段を介して演算部に入力する工程S1と、前記第1の板材と前記第2の板材の材質及び板厚と前記要求強度とに基づいて、前記第1の板材と第2の板材の脚長及び溶込み率を前記演算部が算出する工程S2と、前記脚長及び前記溶込み率を形成するための溶接条件を前記演算部が算出する工程S3と、前記溶接条件に基づいて溶接した場合に前記T形継手構造材Wにおいて生じる前記第1の板材の変形角度を前記演算部が算出する工程S4とを備えることを特徴とする。
(もっと読む)
溶接接合構造
【課題】T形継手及びL形継手において十分な強度性能が得られるようにした溶接継手構造を提案する。
【解決手段】第1接合材1の一方の側面1aに対して第2接合材2の端面2bを略直交方向から突合せてこれら両者を溶接にて接合して得られる溶接継手構造において、第1接合材1の一方の側面1aに該一方の側面1a上に開口する嵌入凹部3を形成し、該嵌入凹部3に第2接合材2の端部2aを嵌入させた状態で、第1接合材1の他方の側面1b側に配置した溶接熱源Hから一方の側面1a側に向けて溶接熱を加えるように構成する。係る構成によれば、第1接合材1における嵌入凹部3の底壁面3aから側壁面3bにかけての屈曲部分と、第2接合材2の端面2bから側面2cにかけての屈曲部分が、溶融金属層を介して溶融接合されるとともに、該溶融金属の一部が第1接合材1の接合面1aと第2接合材2の側面2cとの隅部に適度に現出してここに良好な形体で隅肉が形成され、溶接強度に優れた信頼性の高い溶接接合構造が得られる。
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
異材接合体及びその製造方法
【課題】アルミニウム合金材と鋼材とのT形すみ肉接合の異材接合体において、接合強度が高く実用性が優れているめっき鋼板とアルミニウム合金板との異材接合体及びその製造方法を提供する。
【解決手段】アルミニウム合金板1を水平に配置し、めっき層3が施されためっき鋼板2を垂直に配置し、このめっき層3の端面を、アルミニウム合金板1の表面に当接させる。そして、垂直めっき鋼板2と水平アルミニウム合金板1とのT形状の隅部を、アルミニウム又はアルミニウム合金からなる溶加材を使用して、ミグ溶接機により、接合する。これにより、この隅部にアルミニウム又はアルミニウム合金からなる溶着金属4が形成される。
(もっと読む)
溶接方法及び鋼床版
【課題】溶融スラグの残留を防ぎつつ、安定した溶け込み量を確保することが可能な溶接方法及び鋼床版を提供すること。
【解決手段】閉断面リブ3のリブ端3aのルート部にルートフェース3bが設けられており、デッキプレート2の表面2aに閉断面リブ3のルートフェース3bを当接させた状態で、デッキプレート2と閉断面リブ3とを溶接することとしたので、溶融スラグ5やブローホールがルートフェース3bの手前までしか浸入せず、当該溶融スラグ5及びブローホールは溶融金属によって排除されることになる。これにより、溶融スラグ5及びブローホールの残留を防ぐことができ、安定した溶け込み量を確保することができる。
(もっと読む)
格子状構造物の溶接装置
【課題】人の手溶接による施工が不可能である溶接を自動溶接により可能とし、特に長尺で狭隘な格子の内側を、遠隔で自動制御により、確実かつ高精度で、しかも安全に自動隅肉溶接することができるようにする。
【解決手段】狭隘かつ長尺な格子状空間を形成した組立体を、前記格子状空間の内側にて隅肉溶接して格子状構造物とする溶接装置であって、前記組立体を外周側から支持するワーク支持装置と、このワーク支持装置に支持された前記組立体の格子状空間内にその長さ方向端部から挿入可能および同方向に沿って進退動作可能なマニプレータと、このこのマニプレータの挿入先端側に設けられた溶接トーチと、この溶接トーチおよび前記マニプレータを遠隔操作する遠隔操作装置とを備える。
(もっと読む)
溶接継手及び鋼床版並びに鋼床版の製造方法
【課題】疲労強度の向上を実現する溶接継手及び鋼床版並びに鋼床版の製造方法を提供する。
【解決手段】鋼板10の舗装部分載置面11とは反対側の下向き面12に補剛材20を複数溶接してなる鋼床版3において、鋼板10と当接する補剛材20の縁部21にレ型開先22を形成し、このレ型開先22に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属30を装填し、この溶接金属30の希釈率を一定にするべく溶け込み率を管理して得たデータに基づいて、補剛材20におけるレ型開先22の拡開角度θを45度に設定した。
(もっと読む)
溶接構造および溶接方法
【課題】溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる。
【解決手段】 本発明に係る溶接構造は、第1部材6と、間隔を隔てて配置され第1部材6と溶接される一対の突起71,72を有する第2部材7と、第2部材7の突起71,72の間の凹部76と第1部材6とを接合する溶接部8と、を備える。
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
T型継手の貫通溶接方法及びT型継手の貫通溶接構造物
【課題】上板側に形成される開先溝やギャップを不要とし,上板表面からのアーク溶接によって下側の立板側まで溶融接合した健全な溶接金属部を得ることにある。
【解決手段】下側の立板3の上端面に上板1を配置してT型継手を形成し,さらに,前記T型継手の上板1の表面部に溶け込み促進剤4を塗布した後,非消耗電極方式のアーク溶接を遂行する際,下側の立板厚T2が上板厚T1と同一の厚み又は上板厚T1より薄い場合は,上板1裏面貫通後の立板3側の溶融プール7aの溶け幅wを立板厚T2以上に形成させ,一方,前記下側の立板厚T2が上板厚T1より厚い場合には,前記溶融プール7aの溶け幅wを上板厚T1以上に形成させて,所望の溶接金属部7bを有する溶け込み形状とする。
(もっと読む)
耐脆性き裂伝播特性に優れたスティフナおよび溶接構造体
【課題】鋼板を突合せ溶接してなる垂直部材を水平部材にT型溶接してなる溶接構造体において、過剰設計とすることなく、垂直部材の溶接部に発生した脆性き裂の進展を確実に停止しうるスティフナを提供する。
【解決手段】前記垂直部材1の突合せ溶接部4の、T型溶接をしていない方の端部に発生した脆性き裂が、該突合せ溶接部4を伝播し、スティフナ3を通過して水平部材2に到達したときの、その位置における有効応力拡大係数Keffの値が、水平部材2の材料固有の脆性き裂伝播停止応力拡大係数Kcaの値以下になるように、下記式を用いて、スティフナ3の板厚t(mm)と、スティフナ3の水平部材2からの距離a(mm)とを調整する。
式 Keff(N/mm1.5)=980.665[(9.10×10−4×t−1.15)a+563]
(もっと読む)
耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造
【課題】万が一大入熱溶接部で脆性破壊が発生した場合においても、確実に脆性亀裂の伝播を妨げることのできる耐脆性破壊亀裂伝播停止特性に優れたT型溶接継手構造を提供する。
【解決手段】本発明のT型溶接継手構造、高強度鋼板を突き合わせ溶接した垂直部材と、高強度鋼板を突き合わせ溶接した水平部材を溶接によって接合してなるT型溶接継手構造において、前記垂直部材と水平部材の溶接線を一致させない構造とし、且つ前記水平部材を構成する高強度鋼板は、下記(1)および(2)の特性を満足するものである。
(1)アレスト特性を示すKca値が、−10℃で7000N/mm3/2以上である、
(2)板厚方向1/2部の−100℃での平均吸収エネルギー値が70J以上である。
(もっと読む)
耐脆性き裂発生特性に優れた大入熱溶接継手
【課題】大入熱溶接により作製される溶接構造体の溶接部にスリット状の未溶着が存在する場合でも、耐脆性き裂発生特性が高い溶接継手を提供する。
【解決手段】溶接構造体を形成する溶接継手において、JIS Z 2244に準拠して測定した溶接金属の硬さHV(WM)、溶接熱影響部の硬さHV(HAZ)、母材の硬さHV(BM)が次式の関係を満足することを特徴とする耐脆性き裂発生特性に優れた溶接継手。
HV(WM)+HV(BM)−2・HV(HAZ)<90、かつ
HV(WM)≧0.9・HV(BM)
(もっと読む)
プラズマアーク溶接方法及びマイクロリアクタの製造方法
【課題】板材に別の板材を立てた状態で溶接するに際して、特に立てる板材の間隔が狭くとも溶接することができるプラズマアーク溶接方法及びマイクロリアクタの製造方法を提供する。
【解決手段】枠体723の一方の開口を底板722で蓋をするように枠体723に底板722を重ねることで、枠体723の各側壁及び隔壁724を立てた状態で底板722の一方の面に当接させる。そして、底板722に関して枠体723及び隔壁724の反対側で溶接トーチ701の先端を底板722の他方の面に向ける。そして、溶接トーチ701からプラズマアーク711を噴出させる。そして、溶接トーチ701の先端のプラズマアーク711で底板722の縁部に沿って枠体723及び隔壁724をなぞるよう、底板722、枠体723及び隔壁724に対して溶接トーチ701を相対的に移動させる。
(もっと読む)
41 - 60 / 70
[ Back to top ]