
Fターム[4E081DA10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | T、十字、角、I、その他の継手 (70)
Fターム[4E081DA10]に分類される特許
21 - 40 / 70
すみ肉溶接継手
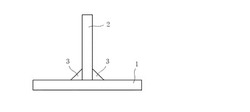
【課題】高い疲労強度を有しているうえ、作業時間の短縮及び溶接コストの低減に大いに貢献し得るすみ肉溶接継手を提供する。
【解決手段】一方の母材1の表面に他方の母材2を溶接により接合して成るすみ肉溶接継手において、母材1,2に対する強度比が1を超えない溶接材料3を用い、溶接時に入熱制限を加える。
(もっと読む)
エンドタブ及びその取付治具

【課題】交差して突き合わされた被溶接材に対する立向溶接を行う際の溶接品質を確保しつつ作業効率を向上させることのできるエンドタブ及びその取付治具を提供すること。
【解決手段】交差して突き合わされた縦材2及び横材4の交差部分の下端部に、当該縦材2及び横材4の下端面2a、4aと当接する当接部10と、当該当接部10より下方で且つ当接部10の交差する辺10a、10bの隅に位置している受け部12とからなるエンドタブ6を、当該エンドタブ6を支持する支持部14と、支持部14を中心に対向して延びる一対の腕部16、16、横材4を挟持する挟持部16からなる取付治具8により取り付ける。
(もっと読む)
亜鉛鍍金鋼板の溶接方法
【課題】通常の簡単な溶接作業で、耐久性に優れた亜鉛鍍金鋼板の溶接方法を提供できるようにする。
【解決手段】表面を亜鉛鍍金処理により亜鉛鍍金層を形成した亜鉛鍍金鋼板を突き合わせた部分を電気溶接により溶接する亜鉛鍍金鋼板の溶接方法であって、突き合わせた部分を溶接する溶接棒にステンレス鋼のアーク溶接棒によって溶接するようにした。
(もっと読む)
溶接方法及び溶接装置
【課題】U字状リブの外側の片面からすみ肉溶接を行った場合でも、U字状リブの内側に形成される裏波ビードが応力集中を回避する形状とする。
【解決手段】デッキプレート10と縦板を構成するU字状リブのフランジ24の突合せ部を溶接する方法に関する。フランジ24のデッキプレート10に当接する縁部をフランジ24の一方の側(外側)から溶接することで、縁部を貫通してフランジ24の他方の側(内側)に裏波ビードを形成する。その際に、フランジ24の内側であって、フランジ24の外側から溶接している領域に対応する領域に、当て金1をデッキプレート10とフランジ24に当接するように配置する。当て金1は、裏波ビードに対応する領域に面取りCが施されている。
(もっと読む)
フレーム構造体の仮付け構造、及び組立方法、並びにフレーム構造
【課題】フレーム同士を溶接により接合するフレームの組立構造において、補強材や新たな設備投資なしで、手作業によるフレーム構造全体の仮付け作業を可能とし、作業時間を短縮することのできるフレームの仮付け構造、及びその組立方法を提供する。
【解決手段】断面がコの字型で側面に切込み4、5及びツメ状突起部8〜11を設けた第1のフレーム1と、断面がコの字型で側面端部が突出し、上記ツメ状突起部8〜11と係合する係合孔14〜17を設けた第2のフレーム2とを、T字状に係合させて仮付けするようにした。また、その組立構造を列車空調システムフレーム構造全体に適用するようにした。
(もっと読む)
複数の熱源を用いてハイブリッド溶接するための方法および装置
接続部(120a,120b)を溶接する方法は、接続部の第1の側(114a)に対してレーザーなどの高エネルギー密度熱源(110)から第1の出力(110’)を導くことを含む。この方法はさらに、接続部の第2の側(114b)に対してガスメタルアーク溶接トーチなどのアーク溶接熱源(112)からの第2の出力(112’)を導くことを含む。第1の出力(110’)は、接続部の第1の側(114a)から第2の側(114b)に向かって延在する、溶融金属プールに囲まれたキーホールを生成する。いくつかの実施形態では、さらに、接続部の第1の側(114a)において第2のアーク溶接熱源から第3の出力が導かれてもよい。アーク溶接熱源により生成された第2の溶融金属プールは、第1の溶融金属プールおよび第3の溶融金属プールと一緒になって共通の溶融金属プールを形成する。これが凝固して溶接部を形成する。 (もっと読む)
立向姿勢溶接装置
【課題】生産効率の向上を実現し、高張力鋼板の突合せ溶接にも適用可能としたうえで、溶接金属に酸化やブローホールなどの欠陥を生じさせることなく立向姿勢での突き合わせアーク溶接を行い得る立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wb内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wbの外側からI形開先Wb内にシールドガスを供給するノズル8と、溶接トーチ3に装着されて溶接トーチ3から積層した溶接金属2AまでのI形開先Wbを覆うガス受け10を備えた。
(もっと読む)
ガスシールドアーク溶接方法
【課題】単電極溶接で溶接速度80cm/分以上、2電極溶接で溶接速度150cm/分以上の条件においても、溶接ビード表面に気孔欠陥が発生せず、健全な溶接ビードを得ることができるガスシールドアーク溶接方法を提供する。
【解決手段】フラックス入りワイヤを使用した単電極又は多電極のガスシールドアーク溶接方法において、溶接方向における前記単電極の10乃至40mm後方にて、又は多電極の最後尾電極の10乃至40mm後方にて、消耗電極を溶接プールに挿入しつつガスシールドアーク溶接する。気化ガスが溶融金属中で気泡となり、溶融金属表面から放出されるが、この放出位置が最後尾電極の後方10乃至40mmの間の領域である。そこで、この領域にフィラワイヤを供給し、溶融金属の積極的な凝固を図る。
(もっと読む)
管台溶接方法、管台部補修方法および管台溶接構造
【課題】自動溶接で施工するのが可能で、効率よく、かつ、高照射線量下での作業を実施できる管台溶接方法を提供する。
【解決手段】容器の内表面19を、少なくともJ開先27を含む範囲に略円筒形状に掘設し肉盛開先部21を形成する肉盛開先加工工程と、肉盛開先部21の外側面29の延長部を形成する内側端面37を有するプラグ本体部33および内側端面37から突出し、肉盛開先部21と略同一軸線中心を有する突起部35を有するプラグ31を、内側端面37と肉盛開先部21の外側面29とが略一致するように管台孔13に挿着し、肉盛開先部21に肉盛溶接によって肉盛溶接部を形成する肉盛溶接工程と、肉盛溶接部にJ開先27を形成する容器側溶接開先部形成工程と、管台を挿入してJ開先27部を完成し、溶接する管台取付工程と、を備えている管台溶接方法である。
(もっと読む)
脆性き裂停止後の破壊発生防止特性に優れた溶接構造体
【課題】鋼構造物での脆性き裂アレスト後の延性破壊や脆性破壊といった破壊の発生を有利に防止することのできる、脆性き裂停止後の破壊発生防止特性に優れた溶接構造体を提供する。
【解決手段】隅肉溶接および/または部分開先溶接で組み立てられる、十字溶接継手および/またはT字溶接継手を有する溶接構造体において、十字溶接継手またはT字溶接継手の貫通側鋼板2側の隅肉脚長または溶着断面長さL2を、溶接線方向の全線もしくは一部で、十字溶接継手またはT字溶接継手の非貫通側鋼板1の板厚t1の1/4以上とすることを特徴とする、脆性き裂停止後の破壊発生防止特性に優れた溶接構造体を採用する。
(もっと読む)
回転サブマージアーク溶接方法
【課題】サブマージアーク溶接におけるビード形状や溶け込みの制御を可能として、アンダカットを防止しつつ、大脚長を得ることを可能とし、条件裕度を高め、ビード外観を向上する。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、溶接ワイヤ先端を前進方向に向かって時計方向又は反時計方向に回転させることにより、母材間に形成される溶接ビード28を、前進方向に対する溶接ワイヤ回転方向と逆方向に偏向させる。
(もっと読む)
タンデム回転サブマージアーク溶接方法
【課題】水平タンデムサブマージアーク溶接における高速溶接性、大脚長性、耐アンダカット性を向上する。
【解決手段】先行電極24Aと後行電極24Bを用い、粒状フラックス20下で溶接ワイヤと母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してタンデムサブマージアーク溶接を行う際に、狙い位置を溶接線WLより片側にずらした先行電極24Aの溶接ワイヤ22A先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させ、及び/又は、狙い位置を先行電極と反対側にずらした後行電極24Bの溶接ワイヤ22Bの先端を、溶接ワイヤ前側が溶接線に近づく方向に回転させる。
(もっと読む)
嵌込み溶接方法
【課題】クランプ治具を用いることなく、又全周溶接による多層溶接を可能とした嵌込み溶接方法を提供し、作業性を向上すると共に溶接品質の向上を図る。
【解決手段】被溶接体1に孔3を穿設し、該孔に溶接物2を嵌入して全周溶接する嵌込み溶接方法に於いて、前記被溶接体と前記溶接物間に開先8が形成され、前記溶接物は前記開先のルート部が締り嵌め状態となる様に前記孔に嵌入され、前記溶接物が前記孔に拘束された状態で前記開先を多層溶接する。
(もっと読む)
異幅母材のための溶接方法
【課題】エンドタブを用いて形成される溶接止端部には、柱母材底面先端部および梁母材開先側面止端部の双方に直角な隅角部が形成されており、アンダカット等の欠陥が生じやすい。
【解決手段】溶接使用面16が、この溶接使用面16と段差面18の交線(β軸)を中心軸にして、溶接非使用面14に平行な面から所定の角度でエンドタブの内側に面回転(β°)された位置に設けられ、当該段差面18の幅(d)を下部(初層部)から上部(表層部)まで実質的に同一にした溶接用セラミックエンドタブ。
(もっと読む)
T字型完全溶込み溶接構造体の脆性き裂伝播停止性能の品質管理方法
【課題】T継手溶接部に沿って伝播する脆性き裂の伝播を精度良く停止できる品質管理方法を提供する。
【解決手段】鋼板Aの表面に生じる延性破壊領域および脆性破壊を生じない領域を有する解析モデルに基づき、高靭性CO2溶接部の溶接金属における板厚t/4部(t:鋼板Aの厚さ)の脆性破面遷移温度vTrs(L)および低靱性CO2溶接部の溶接金属における板厚t/4部の脆性破面遷移温度vTrs(X)と、高靭性CO2溶接部のCO2溶接長Lおよび前記低靱性CO2溶接部のCO2溶接長Xと、鋼板Bの脆性き裂伝播停止性能Kcaと、の関係式を求める第1の工程と、この関係式に基づき、鋼板Aの突合せ溶接継手に沿って伝播する脆性き裂の停止に有用な、脆性破面遷移温度vTrs(L)および脆性破面遷移温度vTrs(X)などの範囲を決定する第2の工程と、を含む。
(もっと読む)
作業機械のアタッチメント及びその溶接方法
【課題】作業機械のアタッチメントを製造する際に、開先加工を行うことなく、十分な強度を持
った隅肉溶接を行う。
【解決手段】一対の縦板2,3における一対の平板4,5に対する各突き合わせ部11の少なくとも一部の角部12を開先を加工することなく直角を保ったまま縦板2,3の外面に対して内側に鋭角だけ折り曲げ、折り曲げられた各突き合わせ部11の角部12を平板4,5に当接させ、各突き合わせ部11と平板4,5の突き合わせ部11側の面との間に形成された外側隅角部13を、内側隅角部14に裏波ビード16が形成されるように溶接する。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
多電極ガスシールドアーク溶接方法
【課題】先行極及び後行極との間にフィラーワイヤを挿入する溶接施工方法において、ビード形状を著しく改善し、先行極と後行極との間に発生するアーク干渉を緩和し、かつ設備化が容易な多電極ガスシールドアーク溶接方法を提供する。
【解決手段】極間距離が20乃至35mm、先行極水平角L、後行極水平角Tのうち、大きい方をX、小さい方をYとし、更にフィラーワイヤトーチ角F、先行極後退角α、後行極前進角β、フィラーワイヤトーチ前後角γからなる変数が下記数式を満たし、フィラーワイヤのワイヤ狙い位置を、前記立板の下端から(上脚長−2mm)までの範囲とする。40°≦L≦60°、40°≦T≦60°、X+5°≦F≦X+20°又はY−20°≦F≦Y−5°、4°≦α≦14°、5°≦β≦15°、−5°≦γ≦5°
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
アーク溶接方法及びアーク溶接装置
【課題】ブラケット等を含む一般の溶接部材を、被溶接部材に溶接する場合の熱的影響を減少し、被溶接部材の過熱による変形を防止する。
【解決手段】アーク溶接装置1は、溶接ヘッド6に保持されたブラケット2をパイプ3にアーク溶接によって溶接する。ブラケット2に中空の筒状体5が設けられ、筒状体5は、ブラケット2から開放先端10に向けて直径が増す中空の円錐形状に形成される。溶接ヘッド6に保持されたブラケット2の筒状体5の開放先端10が、パイプ3に接触した状態から引上げられて、筒状体5の先端とパイプ3との間にアークを生成されて溶融され、筒状体先端10がパイプ3に押付けられてブラケット2がパイプ3に溶接される。
(もっと読む)
21 - 40 / 70
[ Back to top ]