
Fターム[4E081YG02]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 水力機械、発電用機械における特定物品の溶接 (70) | タービン (40)
Fターム[4E081YG02]に分類される特許
1 - 20 / 40
ローター鍛造品の脱炭方法
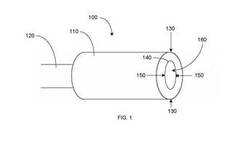
【課題】ローター鍛造品に関し、より詳細にはカスタマイズ可能な炭素含有率を得るための溶接プレップ位置におけるローター鍛造品の脱炭方法を提供する。
【解決手段】ローター鍛造品100は、脱炭手順に付される作用を受ける領域110と、脱炭に付されない作用を受けない領域120とを有するモノリシックの鍛造品からなる。ローター鍛造品100は、矢印130で表される外径と、矢印150で表される内径を有する輪郭に合致した(contoured)中央部分140とを有する。これらの内径と外径により画定される環状の表面160は、鍛造品100と別の同様に製造されたローター鍛造品との溶接を容易にするために溶接プレップが機械加工される位置を含んでいる。ローター鍛造品100の脱炭は、溶接プレップが位置する近傍に集中する。
(もっと読む)
金属部品の修理方法

【課題】高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする。
【解決手段】金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料と同一の材質である溶接材により充填し、充填した前記溶接材に対して当該溶接材の融点よりも低い融点を有する金属材料である低融点材料を溶着させ、溶着させた前記低融点材料を除去するとともに、前記溶接材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
(もっと読む)
タービンロータ及びその製造方法並びに蒸気タービン
【課題】
少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されるものであっても、製造時間が短く、かつ、耐食性に優れたタービンロータを得ること。
【解決手段】
本発明のタービンロータは、上記目的を達成するために、少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されており、前記溶接部は、少なくとも半径方向内側に位置する溶接部中央部と、該溶接部中央部より半径方向外側に位置し、厚さが4〜20mm、幅が前記溶接部中央部よりも4〜10mm広い溶接部表層部とから形成されていると共に、少なくとも前記溶接部表層部に付随する熱影響部の最大結晶粒度は5以上であり、かつ、前記溶接部の厚さが80mm以上であることを特徴とする。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで,一対の母材の厚さH1とこれら母材間の開先の間隔W1の比が0.4以下,この開先の角度θ1が10°以下の狭開先を溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
高Cr鋼製タービンロータの初層溶接部、初層溶接部用溶接材料、上盛層溶接部、上盛層溶接部用溶接材料および多層肉盛溶接部の製造方法
【課題】高Crタービンロータの軸受接触面に形成する溶接部強度や靭性を向上し、応力除去焼鈍割れを回避する。
【解決手段】軸受接触面に形成する肉盛の初層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜1.5%、Cr:4.0〜7.7%、Mo:0.5〜1.5%を含有し、残部Fe及び不可避不純物で、P:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.2%以下、Ni:0.3%以下、Co:1.5%以下、B:0.005%以下、W:1.5%以下、Nb:0.07%以下であり、上盛層溶接部がC:0.05〜0.2%、Si:0.1〜1.0%、Mn:0.3〜2.5%、Cr:1.0〜4.0%、Mo:0.5〜1.5%、を含有し、残部Fe及び不可避不純物でP:0.015%以下、S:0.015%以下、Cu:0.2%以下、V:0.15%以下、Ni:0.3%以下、Nb:0.07%以下に規制する。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
部品及びその工処理方法
【課題】部品、及び部品を加工処理する方法を開示する。
【解決手段】この方法は、ある特徴を有する基材金属を準備し、特徴を除去して加工処理領域を形成し、第1の層を前記加工処理領域に適用し、第2の層を第1の層に適用することを含む。基材金属、第1の層、及び第2の層は各々が所定の熱膨張率、降伏強度、及び伸び率を有する。加工処理部品は、基材金属の加工処理領域に適用された第1の層と、第1の層に適用された第2の層を含む。
(もっと読む)
回転機械のロータの熱処理装置及び熱処理方法
【課題】熱影響部及び溶接金属に対してそれぞれ適した温度での熱処理を効率的に行うことができる回転機械のロータの熱処理装置及び熱処理方法を提供する。
【解決手段】母材5となるタービンロータ1に発生した損傷部に対して溶接補修を施した後に、該溶接補修により形成された熱影響部6及び溶接金属7に対して熱処理を施す熱処理装置10において、熱影響部6に付与される熱量が溶接金属7に付与される熱量よりも大きくなるように、これら熱影響部6及び溶接金属7を同時に加熱する加熱手段20を設ける。
(もっと読む)
継合部材の段差修正治具装置及び継合部材の製造方法
【課題】継合部材の製造において作業性と仕上がり品質とを向上させる。
【解決手段】複数の板状体bが継ぎ合わされていると共に互いに隣接する二つの前記板状体bの端縁が突き合わされて突合部tが形成された継合部材Tの製造において、突合部tに形成された段差の修正に用いられる継合部材の段差修正治具装置Mであって、継合部材Tの突合部tに対応する形状となった受け部32を含む治具2と、継合部材Tと受け部32との間に間隙を形成した状態で治具2を支持可能な支持具1と、を備えることを特徴とする。
(もっと読む)
溶接構造物
【課題】本発明の目的は、溶接ロータに対して、1層1パス溶接する開先形状を備えた溶接構造物を提供することにある。
【解決手段】、10mm以上の肉厚を有する2つの構造物が鉛直方向に組み込まれて、溶接方向と鉛直上向き方向とのなす角が80〜90°である溶接構造物において、溶接開先の表層部は、底部よりも鉛直上向き方向に位置している。開先の表面側を上に傾斜させ、溶接開先の角度を規定することで、上側と下側の接触角の差が許容範囲内に収まり、1層1パス溶接を遂行できる。
(もっと読む)
溶接装置
【課題】溶接装置において、非消耗電極の磨耗を抑制すると共に被溶接物の表面に対する酸化皮膜の発生を抑制する。
【解決手段】先端部からアークAを発生可能なタングステン電極112と、このタングステン電極112の外側にアルゴンガス(Ar)からなる第1シールドガスを流してタングステン電極112の先端部側から母材100に向けて噴出可能な第1ノズル113と、この第1ノズル113の外側から酸化性ガス(Ar+O2)からなる第2シールドガスをタングステン電極112の先端部側で且つ第1のシールドガスの内側に向けて噴出可能な第2ノズル114とを設けている。
(もっと読む)
Co基硬化肉盛材料及び肉盛方法
【課題】長時間、600℃程度の高温環境に曝されても割れが発生しない肉盛層を形成できるCo基硬化肉盛材料及び肉盛方法を提供することを目的とする。
【解決手段】Co基硬化肉盛材料は、Cr:20質量%〜22質量%、Fe:9質量%〜28質量%、C:0.7質量%〜1.4質量%、Si:2質量%以下、Ni:3質量%以下、WまたはMo:3質量%〜6質量%を含み、残部がCo及び不可避的な不純物からなることを特徴とする。
(もっと読む)
タービンロータの補修方法
【課題】補修溶接部の欠陥検査に費やされる時間を軽減することのできるタービンロータの溶接補修方法を提供する。
【解決手段】回転軸が水平に支持されたタービンロータ10をその回転軸を中心に回転させながら肉盛り溶接を行うとともに、肉盛り溶接を行いながら溶接された部位を電磁超音波探触子20により欠陥検査を順次行うタービンロータの補修方法。この場合、溶接欠陥の種類ごとに対応する欠陥モデルを保持しておき、この欠陥モデルと、実際に検出された溶接欠陥に対応する欠陥情報とを比較することで、検出された溶接欠陥の種類を特定し、その特定結果に応じた処理を行うことが好ましい。また、補修溶接部には熱処理が施されるが、肉盛り溶接の工程からこの熱処理の工程まで、電磁超音波探傷法による検査を継続することが好ましい。
(もっと読む)
ガスタービンとその製造方法
【課題】圧縮空気を生成する圧縮機と、前記圧縮機からの圧縮空気とともに燃料を燃焼して燃焼ガスを生成する燃焼器と、前記燃焼器からの燃焼ガスにより回転駆動するタービンとを備えたガスタービンにおいて、金型設計工数の低減、溶接工数の低減、及び分割工数の低減を図ることができる燃焼器部品を有するガスタービンを提供する。
【解決手段】燃焼器部品の内側表面形状をオフセットさせた表面を有するマンドレル102と、燃焼器部品の外側表面形状をオフセットさせた表面を有する外型103a、103bを同心にて配置した1組の金型の隙間に、板材を円弧状に丸めた素材101bを、前記金型の軸方向にプッシャ104で押込んで製造するトランジションピース101dを備えたガスタービン。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで狭開先溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
流路付き壁部材の補修方法
【課題】流路付き壁部材の部分的な補修工事に要する時間とコストとを削減することができる流路付き壁部材の補修方法を提供することを目的とする。
【解決手段】母材2と板材3との間に複数の流路4を有する流路付き壁部材1の一部分を除去する除去工程と、除去工程にて除去された部分に補修用母材6を溶接する母材溶接工程と、補修用母材6上に複数の肉盛溶接を行い、各肉盛溶接のビード8間に流路4を形成する流路形成工程と、複数の肉盛溶接のビード8の表面に補修用板材9を溶接する板材溶接工程と、を備えたことを特徴とする。
(もっと読む)
耐疲労荷重性構造体及びその溶接法
【課題】耐疲労荷重性構造体及びその溶接法を提供する。
【解決手段】耐疲労荷重性構造体100は、第1の伸長性材料を含む耐疲労荷重性構造体100の疲労荷重受け部分204と、第2の伸長性材料を含みかつ耐疲労荷重性構造体100の疲労荷重受け部分204に固定された溶接可能な耐疲労荷重性特徴部206とを含み、第1の伸張材料は第2の伸張材料より小さい延性である。
(もっと読む)
ガスタービン部材の補修方法及びガスタービン部材
【課題】要求される許容欠陥が小さい場合や、母材並みの強度を持つ溶接材料を用いる場合であっても、高温割れが許容欠陥以下となるような肉盛溶接による補修方法を提供することを目的とする。
【解決手段】母材1の損傷部分を除去し、損傷部分が除去された被除去部に中間層4を形成した後、本肉盛溶接してガスタービン部材を補修する。本肉盛溶接前に、中間層4を形成する工程を設けることで、本肉盛溶接中の母材1への入熱を低減させることができる。
(もっと読む)
蒸気タービンロータ、それを用いた蒸気タービン
【課題】信頼性の高い蒸気タービンロータおよび蒸気タービンを提供する。
【解決手段】Ni基超合金鍛造品Aに中空構造の鍛造品Bを溶接接合し、内面の溶接裏並みを削除し内面を平滑化し鍛造材Cと鍛造材Bをボルトで締結することを特徴とする蒸気タービンロータ。
(もっと読む)
溶接材料および溶接ロータ
【課題】鉄鋼材料とNi基合金のような異材継手の溶接に適したNi−Fe基合金と、それを用いて製造される蒸気タービン用のロータを提供する。
【解決手段】質量で、Cr:14〜18%,Al:1.0〜2.5,Mo+W:2.5〜5.0%,C:0.01〜0.10%,B:0.001〜0.03%,Fe:15〜20%を含み、残部が不可避的不純物とNiとからなることを特徴とするNi−Fe基合金を溶接金属として使用した。その結果、異材溶接の場合に生じる延性,靭性の低下を抑制し、強度・延性に優れた蒸気タービン用のロータを提供することができる。
(もっと読む)
1 - 20 / 40
[ Back to top ]