
Fターム[4E084BA14]の内容
溶接用非金属材料(フラックス) (4,852) | 金属成分系 (1,397) | 金属単体 (1,201) | V (47)
Fターム[4E084BA14]に分類される特許
21 - 40 / 47
低温靭性に優れた高強度溶接金属
【課題】フラックス入りワイヤを用いてガスシールドアーク溶接によって形成される溶接金属の強度を700MPa以上とすると共に、−60℃レベルの低温域での靭性にも優れた溶接金属を提供する。
【解決手段】フラックス入りワイヤを用い、ガスシールドアーク溶接によって形成された溶接金属であって、質量%で、 C:0.02〜0.12%、 Si:0.1〜1.0%、 Mn:0.5〜3.0%、 Al:0.002〜0.03%、 Ni:0.5〜3.5%、 Ti:0.005〜0.20%、 O:0.03〜0.08%を夫々含むと共に、 N:0.01%以下に制限し、且つ
前記溶接金属断面を電子顕微鏡で観察したときに、最大径が0.1μm以上、1μm未満の酸化物が観察視野1mm2換算で10×103〜500×103個存在し、
且つ、前記最大径が0.1μm以上、1μm未満の酸化物の内、個数割合で80%以上の酸化物が、Tiを含有する結晶質の酸化物および/またはSiを含有する非晶質の酸化物を内包するものであり、
更に最大径が1μm以上の酸化物が観察視野1mm2換算で150個以下に抑えられたものであって、
前記溶接金属断面の組織において、観察されるベイナイト組織サイズが平均で2.0μm以下である
ことを特徴とする低温靭性に優れた高強度溶接金属である。
(もっと読む)
低水素系被覆アーク溶接棒
【課題】耐力が690MPa級以上の高張力鋼の溶接において、耐割れ性及び低温靭性が優れた溶接金属を得ることができ、全姿勢溶接において良好な溶接作業性を確保する低水素系被覆アーク溶接棒を提供する。
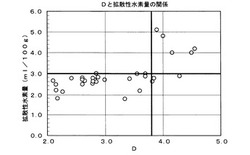
【解決手段】低水素系被覆アーク溶接棒は、被覆率が25〜45%、心線全質量あたりCを0.06%以下含有し、被覆剤全質量あたり、金属炭酸塩(CO2換算):14.7〜22.4%、CaF2:13.1〜24.8%、TiO2:0〜8%、ZrO2:0〜8%、SiO2:1.1〜3.0%、Al2O3:0〜0.8%、C:0.01〜0.05%、Si:2.5〜6.0%、Mn:2.2〜8.0%、Ni:1.8〜7.0%、Cr+Mo:0.2〜3.7%を含有する。また、D=8.42−0.18×CO2+0.05×CaF2+0.50×TiO2−1.36×SiO2−4.36×Al2O3+0.71×ZrO2≦3.8である。
(もっと読む)
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス

【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
(もっと読む)
大入熱エレクトロスラグ溶接方法
【課題】安定して靭性値が高い溶接金属を得ることかできる大入熱エレクトロスラグ溶接方法を提供する。
【解決手段】フラックス入りワイヤは、所定の組成の鋼製外皮に、所定の組成のフラックスを充填したメタル系フラックス入りワイヤである。開先内に充填されるフラックスは、塩基度BLが0.5乃至1.5である。前記フラックス入りワイヤ中のB含有量を[ワイヤ中のBの質量%]、前記フラックス中のB2O3含有量を[フラックス中のB2O3の質量%]としたとき、数式α=49×[ワイヤ中のBの質量%]−[フラックス中のB2O3の質量%]の値αが−0.2乃至0.2を満たす。
(もっと読む)
チタニヤ系ガスシールドアーク溶接用フラックス入りワイヤ
【課題】立向上進高電流溶接においてもビードの垂れ落ちがなく、スパッタ発生量が少なく、更に機械的性質が優れた溶接金属を得ることができるチタニヤ系ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量あたり、TiO2:6.0〜12.0%、Al2O3:0.7〜1.0%、SiO2:0.6〜1.0%、ZrO2:0.1〜0.3%、Mn:1.0〜3.0%、並びに金属又は合金としてSi:0.3〜0.6%、Al:0.1〜0.3%、及びMg:0.6〜0.9%を含有し、TiO2、Al2O3、SiO2、及びZrO2含有量の総和が8.0〜13.5%、TiO2、Al2O3、SiO2、及びZrO2含有量の総和に対するTiO2及びAl2O3含有量の和の比が0.85〜0.95、Si含有量に対するMn及びMg含有量の積の比が2.0〜4.0、Na及びK含有量の和が0.15〜0.25%、K含有量に対するNa含有量の比が0.20〜0.40である。
(もっと読む)
サブマージアーク溶接による、金属基体の表面被覆方法
【課題】均一被覆が得られるサブマージアーク溶接法の提供。
【解決手段】単数または複数の消耗電極ワイヤーすなわち電極コードを用い、サブマージアーク溶接法によって金属基体の表面を被覆する方法である。合金元素として12〜35重量%のCrを含む、予め合金化された、水によるアトマイズ金属粉末を、前記消耗電極ワイヤーすなわち電極コードの外側に磁気的に付着させて溶融浴に供給することを含み、前記金属基体がロールであることを特徴とする。
(もっと読む)
直流電源溶接機用低水素系被覆アーク溶接棒
【課題】 0.2%耐力が830MPa以上の高張力鋼の溶接において、溶接金属の耐割れ性と低温靱性が優れた溶接構造物を得ることのできる、直流電源溶接機用低水素系被覆アーク溶接棒を提供する。
【解決手段】 溶接棒全質量に対する質量%で、C:0.05〜0.15%、Si:0.3〜2.5%、Mn:0.5〜2.5%、Ni:1.0〜5.0%、Ti:0.30%超〜0.80%以下、Al:0.002〜0.08%、Cr:0.02〜0.20%を含有し、残部がFe、アーク安定剤、スラグ生成剤、粘結剤および不可避的不純物からなり、前記スラグ生成剤には、少なくとも金属炭酸塩および金属弗化物を、被覆剤全質量に対する質量%で、金属炭酸塩:30〜60%、金属弗化物:11〜23%含有し、溶接棒全質量に対する被覆剤質量で表される被覆率が25〜45質量%であることを特徴とする。
(もっと読む)
フラックス入り極低水素溶接用ワイヤ及びその製造方法
【課題】 引張強さが690MPa級以上である高張力鋼の溶接を良好な溶接施工性の下に可能とする、フラックス入り極低水素溶接用ワイヤ及びその製造方法を提供する。
【解決手段】 鋼製外皮にフラックスを充填したフラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、C:0.04〜0.20%、Si:0.1〜1.5%、Mn:0.6〜2.5%を含有し、Mg、Ca、Al、Zr、REMの一種または二種以上を、合計で0.01〜2.00%含有し、残部鉄及び不可避不純物からなり、PTS=C+Si/24+Mn/6+Cu/15+Ni/15+Cr/5+Mo/5+V/5(%)の値がワイヤ全体に対する質量%で0.36〜1.0%であり、ワイヤ中の全水素量がワイヤ全体の質量比で6.0ppm以下であり、鋼製外皮に外気浸入の危険性のあるスリット状の継ぎ目が無いことを特徴とする、フラックス入り極低水素溶接用ワイヤ。
(もっと読む)
純Arシールドガス溶接用MIGフラックス入りワイヤ及びMIGアーク溶接方法
【課題】高価な金属資源及び不必要な温室効果ガスを使用せず、且つスラグ及びヒュームの発生を抑制し、更には高い静的引張強度と疲労強度を有する溶接継手を得ることができる鋼用の純Ar−MIG溶接用溶接ワイヤと溶接方法を提供する。
【解決手段】外皮133として炭素鋼の帯鋼をパイプ状に溶接したもの又はシームレス鋼管を用い、内部にフラックス131を充填して伸線したフラックス入りワイヤ13において、フラックス131はワイヤ全質量あたり7乃至27質量%を占め、ワイヤ13は、フラックス131中にグラファイトをワイヤ全質量あたり0.16乃至2.00質量%含有し、他に鉄粉をフラックス全質量あたり20質量%以上含有する。
(もっと読む)
高強度鋼溶接用フラックス入りワイヤおよびその製造方法
【課題】 全姿勢で高能率な溶接が可能で、且つ、耐割れ性に優れた、耐力690MPa以上の高強度鋼の溶接用フラックス入りワイヤおよびその製造方法を提供する。
【解決手段】 鋼製外皮にフラックスを充填してなる高強度鋼溶接用フラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、C:0.03〜0.10%、Si:0.25〜0.7%、Mn:1.0〜3.0%、Ni:1.0〜3.5%、B:0.001〜0.015%を含有し、Cr、Alは、Cr:0.05%以下、Al:0.05%以下に制限され、且つフラックスに、TiO2:2.5〜7.5%、SiO2:0.1〜0.5%、ZrO2:0.2〜0.9%、Al2O3:0.1〜0.4%を含有し、残部は、Fe、アーク安定剤および不可避不純物からなり、ワイヤの全水素量が15ppm以下であることを特徴とする。
(もっと読む)
フラックス入りワイヤを用いた高強度鋼のTIG溶接方法
【課題】 溶接金属内の成分むら起因の溶接金属の引張強さ、靭性の低下問題を有利に解決できる、フラックス入りワイヤを用いた高強度鋼のTIG溶接方法を提供する。
【解決手段】 鋼製外皮の断面厚さが0.30〜1.0mmであり、ワイヤ全質量に対する質量%で、C:0.04〜0.4%、Si:0.2〜2.0%、Mn:0.3〜2.0%、Al:0.002〜0.05%を含み、Ni:0.1〜12%、Cr:0.01〜4.0%、Mo:0.1〜4.0%、W:0.1〜4.0%、Cu:0.01〜1.5%のうちの1種または2種以上を含有し、残部鉄及び不可避的不純物からなり、炭素当量が0.40〜1.5%を満たすとともに、ワイヤ全体の炭素当量と鋼製外皮の炭素当量との差が0.10%以上を満たすフラックス入りワイヤを用いて、溶接ワイヤ1g当りの溶接入熱量が1.70〜4.0kJ/cm・gの範囲で、TIG溶接することを特徴とする。
(もっと読む)
エレクトロスラグ溶接用金属粉末入りワイヤ
【課題】鋼製外皮に金属粉末を充填し巻き締めて製造した溶接用ワイヤをエレクトロスラグ溶接に適用し、良好な靭性を有する溶接金属が得られ、かつ安価なエレクトロスラグ溶接用金属粉末入りワイヤを提供する。
【解決手段】鋼製外皮に金属粉末を充填してなるエレクトロスラグ溶接用金属粉末入りワイヤであって、全質量に対して質量%でC:0.002〜0.15%,Si:0.02〜1.4%,Mn:0.5〜3.0%,Cu:2.0%以下,Ni:3.0%以下,Mo:0.05〜1.5%,Al:0.005〜0.05%,Ti:0.05〜0.4%,B:0.005〜0.020%,N:0.010%以下,O:0.001〜0.015%,Mg:0.001〜0.01%を含有し、残部がFeおよび不可避的不純物からなる組成を有する金属粉末入りワイヤ。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】優れた溶接作業性を有しつつ、溶接金属性能及び耐高温割れ性能が優れた溶接金属を得ることができるチタニヤ系フラックス入りワイヤを提供する。
【解決手段】鋼製外皮内にフラックスを充填してなるフラックス入りワイヤにおいて、前記鋼製外皮のC量を外皮全質量当たり0.04質量%以下に、ワイヤ全質量に対し、前記フラックス中のTiO2を4.5乃至7.0質量%、Mgを0.3乃至0.7質量%、Na化合物をNa換算にて0.1乃至0.3質量%、K化合物をK換算にて0.02乃至0.15質量%含有し、前記Na、Kについて[Na]/[K]比率を2.0乃至5.0に、Caを0.01乃至0.05質量%に規制する。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】黒皮鋼板の高速水平すみ肉溶接に適用できるガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%で、フラックスに、Ti酸化物:TiO2換算値で3.1〜4.4%、Si酸化物:SiO2換算値で1.1〜2.0%、Zr酸化物:ZrO2換算値で0.1〜0.5%、Al酸化物:Al2O3換算値で0.1〜0.4%、Fe酸化物:FeO換算値で0.1〜0.6%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.03〜0.30%、弗素化合物:F換算値で0.03〜0.20%、Mg:0.2〜0.6%を含有し、さらに、鋼製外皮およびフラックスの合計で、C:0.03〜0.08%、Si:0.2〜0.7%、Mn:3.1〜4.0%、Al:0.30%以下、Nb:0.20%以下およびV:0.20%以下の1種または2種以上の合計で0.05〜0.30%を含有することを特徴とする。
(もっと読む)
チタニヤ系ガスシールドアーク溶接用フラックス入りワイヤ
【課題】立向上進溶接においてルートギャップが広い場合にも溶融金属の垂れ落ちがなく、良好な溶接作業性を有し、更に溶接金属の機械的性質が優れた全姿勢溶接用に好適のガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量あたり、質量%で、TiO2:6〜12%、Al2O3:0.4〜0.8%、SiO2:0.1〜0.5%、ZrO2:0.05〜0.2%、Mn:1.0〜3.0%、Si:0.4〜0.9%、Al:0.1〜0.3%、Mg:0.4〜0.8%、を含有し、更に、必要に応じて、C,F,Cr,Cu,Ni,V、Nb、Ti,及び/又はZrを含有し、残部がFe及び不純物であり、(TiO2+Al2O3)/(SiO2+ZrO2):10〜20、Mg/(Si+Al):0.4〜0.7、Na+K:0.05〜0.12%、Na/K:0.3以上である。
(もっと読む)
低温靭性に優れた高強度溶接金属
【課題】再熱部と原質部を含む多層構造を有する溶接金属において、溶接金属全体の靭性のバラツキが少なく、低温靭性に優れた高硬度溶接金属を提供する。
【解決手段】再熱部と原質部とを含む多層構造を有しており、質量%で、C:0.02〜0.12%、Si:0.1〜1.00%、Mn:0.5〜3.0%、Al:0.008〜0.05%、Ti:0.005〜0.04%、O:0.04〜0.10%、N:0.0050%以下(0%を含まない)、Cu:0.40〜2.0%、および/またはNi:0.5〜3.5%を含有し、残部:鉄および不可避不純物であり、再熱部に含まれるアシキュラーフェライトは、体積率で50%以上であり、溶接金属に含まれる最大径1.0〜5.0μmのAl−Si−Ti−Mn系酸化物を構成する金属元素の比率は、Al:5〜50原子%、Si:40原子%以下(0原子%を含む)、Ti:0.5〜10原子%、Mn:30〜90原子%の範囲内である(ただし、Al+Si+Ti+Mn=100原子%とする)高強度溶接金属である。
(もっと読む)
靭性および耐SR割れ性に優れた溶接金属
【課題】フェライトバンドの生成を抑制して靭性および引張強度が高められ、且つ、耐SR割れ性も良好なCr−Mo系鋼の溶接金属を提供する。
【解決手段】C:0.02〜0.06%(質量%の意味。以下、同じ)、Si:0.1〜1.0%、Mn:0.3〜1.5%、Cr:2.0〜3.25%、Mo:0.8〜1.2%、Ti:0.010〜0.05%、B:0.0005%以下(0%を含む)、N:0.002〜0.0120%、O:0.03〜0.07%、残部:Feおよび不可避不純物であり、更に、Nの含有量[N]とTiの含有量[Ti]との比が、2.00<[Ti]/[N]<6.25の範囲を満足する溶接金属である。
(もっと読む)
高張力鋼のサブマージアーク溶接金属
【課題】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接された溶接金属の強度が良好で安定した靭性が得られ、溶接時の作業性も良好で溶接欠陥のない引張強さが900MPa以上の高張力鋼のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当たり、質量%で、C:0.04〜0.09%、Si:0.20〜0.35%、Mn:1.6〜2.3%、Ni:2.5〜3.0%、Cr:0.55〜1.0%、Mo:0.55〜1.0%を含有し、Cu:0.20%以下、O:0.022%以下、N:0.006%以下で、残部はFeおよび不可避不純物からなることを特徴とする高張力鋼のサブマージアーク溶接金属。
(もっと読む)
下向きすみ肉サブマージアーク溶接用ボンドフラックス
【課題】 サブマージアーク溶接用ボンドフラックスを使用するすみ肉溶接、特に開先加工無しの深溶込み下向きすみ肉サブマージアーク溶接において、上記従来技術の問題点を解決し、溶融型フラックスに相当する良好なビード外観および溶接作業性を得ると共に、良好な溶接金属の機械性能を得ることができる下向きすみ肉サブマージアーク溶接用ボンドフラックスを提供する。
【解決手段】 質量%で、SiO2:5〜15%、MgO:12〜25%、CaO:3〜13%、CaF2:1〜7%、Al2O3:8〜20%、TiO2:16〜25%、B2O3:0.1〜0.5%、ZrO2:5〜15%、Mn:0.5〜1.0%、Si:0.2〜3.0%、Fe:1.0〜6.0%を含有し、その他はCO2、アルカリ金属酸化物および不可避不純物であることを特徴とする下向きすみ肉サブマージアーク溶接用ボンドフラックス。また、Nb:0.02%以下およびV:0.01%以下の1種または2種を2Nb+Vで0.01〜0.04%含有することも特徴とする。
(もっと読む)
スラグ量が少ないメタル系フラックス入りワイヤおよび高疲労強度溶接継手の作製方法
【課題】従来のメタル系フラックス入りワイヤを用いたガスシールドアーク溶接に比べてスラグ発生量が格段に少ないワイヤ及び高疲労強度溶接継手の作製方法を提供する。
【解決手段】板厚が1.0〜5.0mmであり、かつ強度が440〜980MPaである鋼板をガスシールドアーク溶接するためのワイヤであって、ワイヤ全体の質量%で、SiC以外のC:0.001〜0.20%、SiC:0.6〜1.2、SiCおよびSiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、残部が鉄および不可避不純物からなり、かつ前記SiC、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくともフラックスとして鋼製外皮内に含有するワイヤ。
(もっと読む)
21 - 40 / 47
[ Back to top ]