
Fターム[4E087CC03]の内容
鍛造 (11,151) | 加工部所(据込み加工) (230) | 中間部ふくらみ (76)
Fターム[4E087CC03]の下位に属するFターム
軸方向の複数箇所 (18)
Fターム[4E087CC03]に分類される特許
1 - 20 / 58
軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法
【課題】棒状のワークピースに対して軸肥大加工を施して肥大部を形成すると同時に、ワークピースの端部に対しても加工することができる軸肥大加工用スリーブ、軸肥大加工装置及びこれを用いた軸肥大加工方法を提供する。
【解決手段】金属製のワークピース2を軸線Aに沿って縮める方向に加圧し、前記軸線Aと交差する方向にエネルギを加えて前記ワークピース2の任意の部位を肥大させる際に、前記ワークピース2の端部を保持する軸肥大加工用スリーブ1であって、前記ワークピース2が挿入される穴部5aと、該穴部5aの任意の断面における少なくとも一部の内周面に形成され、前記穴部5a内に挿入された前記ワークピース2の外径よりも内側に形成されている一又は複数の縮径部13とを備えた。
(もっと読む)
鍔付き多角形状部品の製造方法

【課題】多角形部の角部を精度良く成形することができる鍔付き多角形状部品の製造方法を提供する。
【解決手段】軸状のブランク1aを据え込み、このブランク1aの所定箇所に多角形部3と鍔部4を合わせた体積を有し、かつ多角形部3の外接円にほぼ等しい直径を有して成る円柱状部5を予備成形する。次に、ダイに設けられた多角形凹部に前記円柱状部5を絞って多角形部3を成形する。最後に、前記多角形部3の絞りに伴って生じた余肉を含む前記円柱状部5の残余の部分を据え込んで鍔部4を成形する。このように外接円にほぼ等しい直径の円柱状部5を絞り成形することにより、多角形部3の角部には十分に肉が回り、多角形部3を精度良く成形することが可能となる。
(もっと読む)
段付き軸状物の製造方法および段付き軸状物の製造装置
【課題】歯部が形成される段付き軸状物を鍛造加工によって製造できる段付き軸状物の製造方法を提供する。
【解決手段】素材60の下端部から上端部までを、下型10および上型20によって拘束した状態で、素材60を下端側に向けて材料流動させて歯部51を成形する第一の工程と、下型10による素材60の拘束状態を維持した状態で、下型10と上型20との間にクリアランスCを形成し、上型20による素材60の段部52を成形する部分の拘束状態を解除する第二の工程と、第二の工程において形成されたクリアランスCを保持した状態で、素材60をクリアランスCに向けて材料流動させて段部52を成形する第三の工程と、を行う。
(もっと読む)
プレスによる寸法圧縮加工方法及び増厚加工方法
【課題】プレスを用いて所定の部位の寸法を圧縮もしくは増厚する寸法圧縮加工方法及び増厚加工方法を提供する
【解決手段】本発明に係るプレスによる寸法圧縮加工方法によれば、第1のプレス工程により減少した長さ寸法(L2)を維持したまま、対象部位5の平坦化を行うことができる。従って、対象部位5を平坦としながら長さ寸法を単純に圧縮することができる。また、本発明に係るプレスによる増厚加工方法によれば、圧縮領域26の材料を圧縮領域26以外の領域28に塑性流動させることができる。これにより、圧縮領域26以外の特定の領域28の増肉、増厚を図ることができる。
(もっと読む)
冷間鍛造によるベアリング素形材の製造方法
【課題】 ベアリング外輪素形材の加工部位に生ずる疵と熱処理時の変形を抑制し、製品内部のファイバーフローを製品形状に沿って内部まで平行に形成する方法を提案する。
【解決手段】 冷間鍛造用の環状のダイ2に、鋼管を切断して形成の環状のリング状素材1を平行に装着し、リング状素材1の上下に上パンチ3および下パンチ4を配設して、これらでリング状素材1をしごき成形して、リング状素材1の内径よりも大きく外径よりも小さい径の基部3aと先端側の先細のテーパー部3bと先端の円形台部3dからなる上パンチ3並びに上下対称形状の、基部4aと先端側の先細のテーパー部4bと先端の円形台部4dからなる下パンチ4のそれぞれの間に装着したリング状素材1を上パンチ3および下パンチ4により冷間しごき成形して、ベアリング外輪素形材の内径面に沿ったファイバーフローを内部に平行に均一に形成したベアリング外輪素形材の製造方法。
(もっと読む)
ディフューザの製造方法
【課題】ファイバーフローの切断箇所がなくガスリークのないエアーバッグ用ディフューザを歩留まりよく安価に成形する。
【解決手段】ディフューザは、中央穴10cと外端係合部10dとを有するフランジ10aと、フランジの軸方向一端に連設され上記穴部と連通する連通穴10eを有する有底円筒状部10bとを備える。ファイバーフローが軸方向に延びる円柱状素材を軸方向に圧造して側面視紡錘形状の第1成形品を形成する。第1成形品を軸方向と直交する方向に圧造してファイバーフローが半径方向に延びるフランジと該フランジの軸方向一端に円柱部が連設される第2成形品を形成する。第2成形品をファイバーフローと直交する方向にプレス成形して中央穴部と外端係合部とを有しファイバーフローが半径方向に延びるフランジと、該フランジの軸方向一端に連設され上記穴部と連通する連通穴を有する有底円筒状部とを備える第3成形品を形成する。
(もっと読む)
軸肥大加工用ホルダ、軸肥大加工装置及びこれを用いた軸肥大加工方法
【課題】棒状のワークピースに対して軸肥大加工を施して肥大部を形成すると同時に、ワークピースの端面に対しても加工することができる軸肥大加工用ホルダ、軸肥大加工装置及びこれを用いた軸肥大加工方法を提供する。
【解決手段】金属棒材のワークピース2を軸線に沿って縮める方向に加圧し、前記軸線と交差する方向にエネルギを加えて前記ワークピース2の任意の部位を肥大させる際に、前記ワークピース2の端部を保持する軸肥大加工用ホルダ1であって、前記ワークピース2が入り込む穴部5と、該穴部5の底面に形成されている突起部6とを備えた。
(もっと読む)
軸の肥大部形成方法および製造装置
【課題】肥大部を大きく形成でき、結合力を確実に向上させることのでき、肥大化の工程が生産効率よく行える軸の肥大形成方法および製造装置を提供する。
【解決手段】金属製の軸10を被嵌合部材20に嵌め合わせ、その嵌め合わせた部分を該基準軸線CLに対して所定の屈曲点にて屈曲することにより軸10の径を増大させて、被嵌合部材20と軸10とを固定する肥大部形成方法および製造装置である。そして、軸20の屈曲点を、該軸10の軸線方向に移動させて、軸線方向に大きい肥大部を形成する。
(もっと読む)
軸の肥大嵌め方法及び該方法により製造される回転体
【課題】結合力が確実に向上する軸の肥大嵌め方法および該方法に製造される回転体を提供する。
【解決手段】金属製の軸10を被嵌合部材20の挿通孔21に挿通して、軸10を挿通孔に嵌め合わせた状態で、軸10をホルダ41,42にて保持し、保持した状態の基準軸線CL上にて回転させるとともに、嵌め合わせた部分を該基準軸線CLに対して屈曲することにより軸10の径を増大させることにより、被嵌合部材20と軸10とを固定する肥大嵌め方法である。挿入孔の内周面に、予め溝22を形成しておき、軸10を肥大させたときに、肥大部13が溝22内に食い込むようにする。この方法により製造された回転体。
(もっと読む)
軸肥大加工方法及び非対称異形軸部材
【課題】軸肥大加工を用いて簡便に軸に対して偏心した肥大部を形成することができる軸肥大加工方法及び非対称異形軸部材を提供する。
【解決手段】金属棒材のワークピース1が配置されるべき基準線に沿って互いに接離可能な一対のホルダユニットが離間した状態で、前記ワークピース1の両端をそれぞれ前記一対のホルダユニットで保持し、前記一対のホルダユニットを前記基準線に沿って互いに近接する方向に相対的に押し込んで前記ワークピース1を軸方向に縮める方向に加圧し、前記ワークピース1の肥大させるべき部位に対し、前記ワークピース1の軸線と交差する方向にエネルギを加え、前記部位が塑性変形するまで湾曲させて座屈部を形成し、前記加圧をさらに加え、前記座屈部の曲げ内側を互いに密着させて前記ワークピース1の軸線に対して偏心して拡径した偏心肥大部6を形成する。
(もっと読む)
鍛造用金型装置
【課題】 多段鍛造の場合の工程数の削減や鍛造成形荷重の低減を図り、プレス能力の小さなプレス機械においても従来と同等以上の加工精度で機械部品を製造することが可能な鍛造用金型装置を提供する。
【解決手段】 鍛造用金型装置1は、油圧シリンダ50の油圧を上げてフローティング型81を押し上げて保持した状態で、上型90をフローティング型81に近づけて素材101を押圧して1段目の段差を形成し、油圧シリンダ51の油圧を逃がしてフローティング型81の下面を下段型86の上面に当接させた状態で、上型90をフローティング型81に近づけて素材101を押圧して2段目の段差を形成し、引き続き上型90をフローティング型81に近づけて素材101をさらに押圧し、上型90の下面とフローティング型81の上面とで形成された隙間に素材101の材料の一部を分流させてフランジを形成する。
(もっと読む)
軸肥大加工装置
【課題】軸肥大加工中に肥大部が座屈することを防止できる軸肥大加工装置を提供する。
【解決手段】金属棒材のワークが配置されるべき基準線Aと、基準線Aに沿って互いに接離可能な一対のホルダユニット6a、6bと、一対のホルダユニット間に保持されたワークを基準線A回りに回転させる駆動手段32と、一対のホルダユニット間に保持されたワークを基準線Aの方向に加圧する加圧手段84と、基準線上に曲げ中心を有し、ワークを曲げ中心から傾斜させるべく対応する側のホルダユニット6aを傾動させる傾動手段20とを具備し、一対のホルダユニット間におけるワークの部位に拡径させた肥大部を成形する軸肥大加工装置において、ワークの肥大加工時、少なくとも保持部間におけるワークの曲げ外側となる部位を支持するワーク受けを含み、ワークの肥大に伴いワークの径方向外側へのワーク受けの変位を許容する支持手段101を備えた。
(もっと読む)
ワークピースに対する軸肥大加工方法
【課題】室温でも確実に軸肥大加工を施すことができるワークピースに対する軸肥大加工方法を提供する。
【解決手段】棒状のワークピース1を用い、前記ワークピース1が配置されるべき基準線Aに沿って互いに接離可能な一対のホルダユニット2が離間した状態で、前記ワークピース1の両端をそれぞれ前記一対のホルダユニット2で保持し、前記一対のホルダユニット2を前記基準線Aに沿って互いに近接する方向に相対的に押し込んで前記ワークピース2を軸方向に縮める方向に加圧し、前記ワークピース1の肥大させるべき部位を曲げ中心として傾斜させるべく一方の前記ホルダユニット2を傾動し、前記部位に肥大部3を形成する軸肥大加工方法であって、前記ホルダユニット2の傾動時の傾斜角度θが0.02°〜0.3°の範囲内である。
(もっと読む)
異種材からなるワークピースに対する軸肥大加工方法及びこれを用いた軸部材
【課題】異種材からなる中実又は中空の内側部材(第1のワークピース)とこれを覆う中空で円筒状の外側部材(第2のワークピース)で形成されたワークピースに対しても、これらの高い密着性を実現できる軸肥大加工方法及びこれを用いた軸部材を提供する。
【解決手段】互いに異なる材料からなる第1のワークピース1と第2のワークピース2とを用い、第1のワークピース1を第2のワークピース2で覆って軸材3を形成し、軸材3を軸方向に圧縮するように加圧しながら、軸材3の肥大させるべき部位に対し、軸材3の軸線と交差する方向にエネルギを加えて前記部位に肥大部を形成する軸肥大加工方法であって、軸材3に前記エネルギを加える前に、第2のワークピース2にかかる圧力よりも高い圧力で第1のワークピース1を加圧して外径を拡径させ、第1のワークピース1の外周面を第2のワークピース2の内周面に密着させる。
(もっと読む)
軸肥大加工方法及び軸肥大加工装置
【課題】軸圧縮応力でワークが永久塑性変形を起こすことがない軸肥大加工方法及び軸肥大加工装置を提供する。
【解決手段】金属棒材のワーク3を基準線2に配置し、ワーク3を両端から覆う一対のホルダユニット4にその両端をそれぞれクリアランス9を生じさせて挿入し、ホルダユニット4を基準線2に沿って互いに近接する方向に加圧し、ホルダユニット4を回転させ、ホルダユニット4を傾動し、曲げ中心に肥大部8を形成する軸肥大加工方法であって、ホルダユニット4を加圧するに当たって、クリアランス9に基づいて、ワーク3が前記基準線2に沿った軸圧縮力でたわむ数である座屈モードを決定するとともに、ワーク3の曲げ頂点部でのクリアランス9における曲げ応力が臨界座屈応力に重畳して生じ、ワーク3を永久塑性変形させないための指標となる基準化最大臨界座屈応力を数4で求め、基準化最大臨界座屈応力が1以下となるように加圧を行う。
(もっと読む)
パーキングポールブランク及びその製造方法
【課題】高い材料歩留まりで、材料組織の結晶粒の粗大化が防止され、嵌合爪におけるファイバーフローが連続したパーキングポールブランクと、該パーキングポールブランクを製造する製造方法を得る。
【解決手段】パーキングポールブランクの製造方法は、丸棒素材Wを所定長さの切断素材10に切断する切断工程(S2の1)と、切断素材10の端面を成形する端面成形工程(S2の2)と、中央扁平部42の側面に張出扁平部44が形成された張出素材20を形成するための、軸方向に圧縮する縦圧縮工程(S3の1〜S3の3)と、略中央において曲げられた屈曲素材30を形成するための、曲げる曲げ工程(S4の1〜S4の2)と、 屈曲素材30を扁平な所定形状のパーキングポールブランク40に形成するための、張出方向に対して垂直な方向に圧縮する横圧縮工程(S6)と、を有している。
(もっと読む)
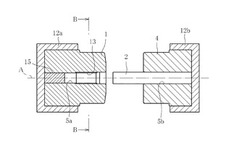
冷間鍛造によるクランクシャフトの製造方法及び製造装置
【課題】製造されるクランクシャフトにつき、ピン部の偏芯量と、ジャーナル部からのアーム部の張出し量との両方を必要な量だけ確保すること。
【解決手段】軸素材5から冷間鍛造によりクランクシャフトを製造する製造装置1は、軸素材5を軸方向へ圧縮するための下型3、上型4及び第1シリンダ11等と、上型4及び第1シリンダ11等から独立して軸素材5の中間部位5aを半径方向における特定方向SDへ押圧するための中間型6及び第2シリンダ14等と、中間型6及び第2シリンダ14等による押圧を制御するためのコントローラ22とを備える。コントローラ22は、上型4及び第1シリンダ11等による軸方向への圧縮の進行に応じて中間型6及び第2シリンダ14等による特定方向SDへの押圧の開始タイミングを、「圧縮進行率」として0.15以下の所定値に制御するようになっている。
(もっと読む)
ワークピースの軸肥大加工方法及び軸肥大加工装置
【課題】軸肥大加工装置の負荷を軽減し、且つ、大径のワークピースの肥大加工をも可能な大型の軸肥大加工装置に好適するワークピースの軸肥大加工方法を提供する。
【解決手段】ワークピースの軸肥大加工方法は、ワークピース(W)をその軸線(A)の回りに回転させながら軸線方向に圧縮力を加える一方、ワークピース(W)の一端部に対し、その他端部を軸線方向と直交する方向にスライド変位させ、このスライド変位によりワークピース(W)の一部を逐次的に塑性変形させ、この一部を肥大化させる。
(もっと読む)
プレス製ワークの部分増肉方法及びその増肉装置
【課題】プレス製ワークの屈曲部の少なくとも一部を,皺の発生を抑えながら増肉し得るようにする。
【解決手段】端壁1と,この端壁1の外周から一側方に屈曲する屈曲部2と,この屈曲部2に連設される円筒部3とを備えるプレス製のワークWを用意し,このワークWの屈曲部2の少なくとも一部を増肉するに当たり,ワークWの内面に適合するクランプパンチ10と,端壁1の外面に適合するクランプダイ24と,それの外周に軸方向摺動可能に嵌合して屈曲部2及び円筒部3の外周面に適合する増肉案内ダイ29とでワークWをクランプし,クランプパンチ10及び増肉案内ダイ29間に形成されるスペース15に増肉パンチ13を挿入し円筒部3に軸方向圧縮荷重を加えて屈曲部2を増肉すると共に,その増肉に応じ増肉案内ダイ29をクランプダイ24に対して後退させる。
(もっと読む)
鍛造用金型装置及び鍛造素材の製造方法
【課題】長さL/直径Dの比が3以上の長尺の素材を据込鍛造することができる鍛造用金型装置を提供すること。
【解決手段】鍛造用金型装置1は、長さL/直径Dの比が3以上の棒素材2を全体加熱して据込鍛造する。鍛造用金型装置1は、棒素材2の下端面2aが載置されると共に、棒素材2の下端部の外周側面2cをクリアランスC1を介して支持する下型キャビティ4bを有する下金型4と、下降した際に、棒素材2の上端面2bを押圧する押圧部5aを有し、棒素材2の上端部の外周側面2cをクリアランスC2を介して支持する上型キャビティ5bを有する上金型5と、を備えている。上金型5及び下金型4は、棒素材2の長さ方向の中央部2dを拡径できる空間をあけた状態で、上金型5が下金型4の方向へ下降して、前記押圧部5aで前記棒素材2の上端面2bを長さ方向に押圧し中央部2dを拡径させる。
(もっと読む)
1 - 20 / 58
[ Back to top ]