
Fターム[4E089EB01]の内容
Fターム[4E089EB01]に分類される特許
1 - 20 / 105
板状ワークの湾曲保持装置および湾曲保持方法ならびに湾曲成形方法
電動プレス加工機の作動方法
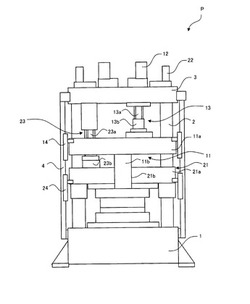
【課題】被成形品の平坦度が確保され、高精度の成形が可能な電動プレス加工機の作動方法を提案する。
【解決手段】第1のスライド11を駆動するように設けられる第1側の駆動源12と、第2のスライド21を駆動するように設けられる第2側の駆動源22とを備え、第1側の駆動源により第1のスライドを上昇あるいは下降させると共に、第2側の駆動源により第2のスライドを上昇あるいは下降させる動作が繰り返され、下型と上型とによって被成形品を加工するプレス加工動作が繰り返し連続して行われる電動プレス加工機の作動方法において、第1のスライド及び第2のスライドを第1の位置に移動する工程と、第1のスライドを第1の位置に保持したまま、第2のスライドを第2の位置に移動する工程と、第1のスライドを第1の位置に保持したまま、第2のスライドを第3の位置に移動する工程と、を有する。
(もっと読む)
微細貫通孔成形品の製造方法、およびその方法により製造されたミスト形成用フィルター

【課題】合成樹脂の基材シートに多数の微細な貫通孔を高精度で形成することが可能な微細貫通孔成形品の製造方法を提供する。
【解決手段】受台11と、基材シート20を支持するバックシート12と、多数の突状部31を有する超音波成形型30とを備えた微細貫通孔成形装置10を用いて、微細貫通孔成形品40を製造する。まず、突状部31が基材シート20の直上にくるまで超音波成形型30を位置制御して降下させる。次に、超音波成形型30の制御を位置制御から荷重制御に切り換えて、超音波成形型30を更に降下させるとともに、超音波成形型30の突状部31を超音波振動させ、突状部31が基材シートを貫通することにより、基材シート20に多数の微細貫通孔41を形成する。
(もっと読む)
サーボトランスファプレスシステム
【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
(もっと読む)
鍛造プレス装置およびその制御方法
【課題】下降速度と上昇速度が高速である鍛造プレス装置およびその制御方法を提供する。
【解決手段】スライドSを昇降させる駆動軸ESと、駆動軸ESに連結されたフライホイール30と、駆動軸ESに連結されたサーボモータ40とを備える。上昇工程および/または下降工程において、フライホイール30の駆動により駆動軸ESを回転させてスライドSを上昇および/または下降させるように制御する。発生するトルクの大きいフライホイール30の駆動によりスライドSを上昇、下降させるので、従動系の慣性質量が大きくても駆動軸ESを目的の回転速度まで加速するのに時間がかからない。その結果、上昇速度と下降速度を高速にできる。
(もっと読む)
プレス機械およびその上死点検出方法
【課題】上死点位置を簡単、かつ正確に検出できるプレス機械を提供すること。
【解決手段】プレス機械の制御装置40は、メインシャフトの正回転側および逆回転側のうちの一方側の所定位置に位置したスライドを、前記スライド位置と同じ位置となるように上死点側を越えて他方側に移動させるとともに、該移動中に角度検出器から出力されたパルス数の半分のパルス数分だけ他方側の位置から再度正転側に移動させることで上死点を検出する上死点検出部44を有している。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
サーボプレスの制御装置およびサーボプレスシステム
【課題】ハイブリッド鋼板や差厚鋼板などのように材質や板厚が異なる部位を持つ被加工材を対象にして、部位ごとに最適な加工条件で加工することを可能とするサーボプレスの制御装置を提供する。
【解決手段】サーボプレスの制御装置において、逐次加工プログラムデータ40とモーションデータ変更条件45とを保存する逐次加工制御装置メモリ部37と、駆動指令発信部と、計測指令部39と、計測結果受信部26と、金型アクチュエーター駆動司令部38と、モーションデータ変更部31とを有し、逐次加工プログラムデータ40に従い、一つの被加工材に対して複数回のサーボプレスの駆動と計測器の駆動と金型アクチュエーターの駆動とを行い、一つの被加工材に対する複数回の計測器の駆動により受信した複数の計測結果をもとに、モーションデータ変更条件45に従い、モーションデータを変更する。
(もっと読む)
電動式成形加工機及び、電動式成形加工機の作業原点確立方法
【課題】電動式成形加工機において、成形品の高い加工精度を低コストで実現するための技術を提供する。
【解決手段】電動式プレス加工機1は、上金型6と、上被支持部8と、を含む上金型ユニット2と、上金型6と対向する下金型9を含む下金型ユニット3と、下金型ユニット3に取り付けられると共に、下金型ユニット3に対して上金型ユニット2を相対的に移動させる、複数の加圧ユニット4と、を備える。各加圧ユニット4は、上押圧部18と下押圧部20を有するねじ軸17と、ねじ軸17を駆動することで上金型ユニット2を下金型ユニット3に対して相対的に移動させる駆動源としてのサーボモータ12と、を含んで構成されている。上押圧部18と下押圧部20は、上金型ユニット2がねじ軸17に支持された状態で、上金型ユニット2の上被支持部8が上押圧部18と下押圧部20の間で移動自在となるように配置されている。
(もっと読む)
プレス機械
【課題】ダイクッション側のサーボモータを小型化でき、かつオーバーシュートに関する問題を解決できるプレス機械を提供すること。
【解決手段】スライド2と、スライド2駆動用のサーボモータ17と、ダイクッション7と、ダイクッション7駆動用のサーボモータ49と、サーボモータ17,49を制御入力u1,u2で制御する制御装置18とを備え、制御装置18には、サーボモータ17への荷重指令U1を制御入力u1に基づき生成する第1荷重指令演算部51と、サーボモータ49への荷重指令U2を制御入力u2に基づき生成する第2荷重指令演算部52とが設けられ、制御入力u1,u2は、上型がワークに衝突してから所定時間経過するまでの第1段階でのスライド2およびダイクッション7の終端状態、および所定時間経過してからスライド2が下死点に到達するまでの第2段階でのスライド2およびダイクッション7の終端状態に基づいて演算される。
(もっと読む)
超音波塑性加工の荷重予測方法、荷重予測システム、荷重制御システムおよび装置
【課題】超音波を工具または素材に重畳する超音波塑性加工の荷重低減量を簡便な方法で精度良く予測する方法を提供する。
【解決手段】金属、樹脂や塑性変形性を有する材料を工具で負荷しながら、工具および/または被加工材に超音波振動を重畳して成形する超音波塑性加工において、超音波振動を付与しない場合の加工中の荷重と変位の関係を求める第1の手順と、重畳する超音波の変位幅である振幅の二倍の変位を負荷した際に生じる弾性荷重の変化幅を求める第2の手順と、第1の手順で得られた荷重から第2の手順により得られた弾性荷重の変化幅だけ除荷して除荷荷重を求める第3の手順と、第1の手順の荷重と第3の手順の荷重の平均荷重を求めて予測荷重とする第4の手順からなる。
(もっと読む)
加圧装置および加圧方法
【課題】加圧面の平坦性をより柔軟に制御することが可能な技術を提供する。
【解決手段】加圧装置1は、被加圧物91,92を加圧する装置である。加圧装置1は、ヘッド22とステージ12とを備える。ヘッド22とステージ12とがZ方向(鉛直方向)において互いに近接する向きに相対的に移動された後に、両被加圧物91,92はステージ12とヘッド22との間に挟まれて加圧される。ヘッド22は、被加圧物92に対して加圧用の力を伝達する加圧面FCと、ピエゾアクチュエータ37とを有している。ピエゾアクチュエータ37は、加圧面FCの中央部分をZ方向において変位させ、加圧面FCの中央部分を加圧面FCの外周側部分に対してZ方向において相対的に変位させる。
(もっと読む)
サーボプレスシステム
【課題】高い生産性と確実な干渉回避を担保した円滑運転ができるようにする。
【解決手段】第1搬送運転指令情報生成手段28と、第2搬送運転指令情報生成手段25と、反転領域内動作判別手段34と、搬送運転指令情報切替出力手段46とを設け、振り子モーションでのプレス運転中に、プレス構成要素の現在動作状態が運動方向反転領域内での動作状態でないと判別された場合はプレス構成要素の機械的動作状態に依存して生成された第1搬送運転指令情報を利用し、運動方向反転領域内での動作状態であると判別されたときにはそれに依存せずに生成されかつ連続性が担保された第2搬送運転指令情報を利用して、サーボ搬送装置50を搬送運転可能に形成されている。
(もっと読む)
プレス装置およびプレス方法
【課題】上型と下型との平行度を保障できるプレス装置およびプレス方法を提供する。
【解決手段】上型30と下型40との間に挟まれたワークをプレス成型するプレス装置10であって、プレス装置10は、複数の駆動ユニット20と、コントローラ70と、を具備し、各駆動ユニット20は、上型30の一部と下型40の一部と支持し、上型30の一部を上下移動させることによって上型30を下型40に近接または離間させ、コントローラ70は、ワークを挟むことなく上型30と下型40とを嵌合させた上型30の位置を基準位置D0とし、ワークを上型30と下型40との間に挟んだ状態で、基準位置D0に基づいて、複数の駆動ユニット20を同期して駆動制御し、上型30と下型40とを互いに近接させ、ワークをプレス成型する。
(もっと読む)
プレス装置
【課題】プレス成型時のワークに作用する最大荷重を低減できるプレス装置を提供する。
【解決手段】上型30と下型40とに挟まれたワークをプレス成型するプレス装置10であって、プレス装置10は、複数の駆動ユニット20と、コントローラと、を具備し、駆動ユニット20は、上型30の一部と下型40の一部と支持し、上型30の一部および/または下型40の一部を上下移動させることによって上型30と下型40とを近接または離間させ、コントローラは、複数の駆動ユニット20をそれぞれ独立して駆動制御し、ワークのプレス成形時において、ワークが上型30と下型40とに当接したときには、上型30および/または下型40を揺動させながら、上型30と下型40とを互いに近接させ、上型30と下型40とに挟まれたワークをプレス成型する。
(もっと読む)
サーボプレスの制御装置及び制御方法
【課題】プレスの圧力能力と駆動系のトルク能力に対する過負荷を防止した、サーボプレスの制御装置及び制御方法を提供する。
【解決手段】サーボモータの駆動力を駆動機構を介してスライドに伝達することでプレス成形を行うサーボプレスの制御装置において、スライド目標位置データを算出するモーション演算部と、スライド目標位置データに基いてプレス成形に必要な加工トルクとサーボモータの速度変化に必要な制御トルクに分割するトルク分割部と、分轄された加工トルクを所定の加工制限トルクに制限する加工系制限部と、加工制限トルクと制御トルクとの合成トルクを所定の駆動制限トルクに制限する駆動系制限部を設け、駆動制限トルクの指令に基いて前記サーボモータが駆動されることを特徴とする。
(もっと読む)
プレス成形荷重の計算方法
【課題】プレス加工の成形荷重をシミュレーションにより正確に計算する。
【解決手段】複数種のサンプル部品について、プレス下死点より手前のストローク位置における成形荷重計算値をシミュレーションにより求める第1ステップと、複数種のサンプル部品の成形荷重計算値と実機における成形荷重との相関近似式を求める第2ステップと、対象部品の前記ストローク位置における成形荷重計算値をシミュレーションにより求める第3ステップと、対象部品の成形荷重計算値を相関近似式に代入することにより、対象部品のプレス下死点における成形荷重を計算する第4ステップとを有する。
(もっと読む)
プレス装置、プレス装置用金型取り付けレベリングパッド及びプレス方法
【課題】プレス装置と金型の互換性を得るための手段として、ラムに金型がボルスタに平行な状態で取り付けられることを可能にしたプレス装置、金型取り付けレベリングパッド及びプレス方法を提供する。
【解決手段】本発明に係るプレス装置は、ラムの接触面と一方の金型の間にレベリングパッドを備え、レベリングパッドは、内部に、ラムの接触面に接触する接触面を備えた複数のシリンダと、各シリンダ内を摺動し、一方の金型の接触面と接触する接触面を備えたラムプレートと、を有し、各シリンダに非圧縮流体源が接続されて、各シリンダは隔絶状態で非圧縮流体が充填されるように構成されて、レベリングパッドは、ラムがボルスタに対して傾いたときにシリンダの接触面をラムの接触面に接触させ、かつラムプレートの接触面を一方の金型の接触面に接触させて、ラムの傾きを調整するプレス装置である。
(もっと読む)
サーボプレスによる鋼板のホットプレス方法及びサーボプレス
【課題】スライドの下死点保持時にサーボモータに保持トルクがかからない、サーボプレスによる鋼板のホットプレス方法及びサーボプレスを提供する。
【解決手段】第1,2,3,4サーボモータ21a,21b,21c,21dによって駆動される第1,2,3,4スライド駆動機構22a,22b,22c,22dに第1,2,3,4コンロッド31a,31b,31c,31dを含み、第1,2,3,4コンロッド31a,31b,31c,31dの脚部33a,33b,33c,33dの下端側に第1,2,3,4スライド調整装置37a,37b,37c,37dが配置されているサーボプレス100による鋼板18のホットプレス方法であって、スライド12の下死点で、これらのコンロッドの脚部が垂直状態に所定時間t保持され、上型13と下型15で鋼板18が成形加工されるとともに焼き入れが行われるサーボプレス100による鋼板18のホットプレス方法。
(もっと読む)
1 - 20 / 105
[ Back to top ]