
Fターム[4E096KA11]の内容
Fターム[4E096KA11]の下位に属するFターム
間隔、間隙 (3)
Fターム[4E096KA11]に分類される特許
1 - 20 / 25
金属管の引抜方法
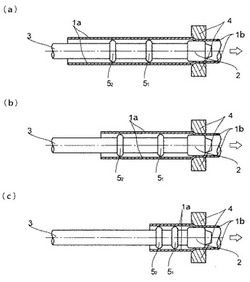
【課題】引抜加工にともなう素管の振れ回りや湾曲を抑制し、引抜加工された金属管の偏肉悪化および曲がりを防止する引抜方法を提供する。
【解決手段】素管全長に亘って素管の軸心と引抜軸心を一致させた状態に保持し、ダイスとプラグを用いて引抜加工を行う金属管の引抜方法において、内面支持具を2つ以上用いて前記マンドレルに引抜方向に沿って移動可能に装着し、前記ダイスから素管後端までの引抜方向の素管長さをL0とした場合に、前記内面支持具の少なくとも1つを前記ダイスからの距離が1/2L0〜L0の範囲に配置し、さらに前記1/2L0〜L0に配置された内面支持具のうち最も当該ダイスに近く配置された内面支持具の引抜方向のダイスからの距離をL1とした場合に、他の内面支持具を前記ダイスからの距離が1/3L1〜2/3L1の範囲に配置して引抜加工を行うことを特徴とする金属管の引抜方法である。
(もっと読む)
金属管の引抜方法及び引抜装置

【課題】引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする。
(もっと読む)
伸線用のダイス洗浄装置
【課題】複数個の伸線用のダイスをダイス保持部の回転部材の外周部分の複数個の保持部に環状に配列保持し、回転部材の傾斜回転及び割出回転により複数個のダイスを順次、超音波ホーンに対向して超音波洗浄することができ、超音波ホーンによりダイスの表面や極細孔径のダイス孔の内面に付着している伸線加工により生じた粉状屑等の汚染物質を良好に洗浄することができる。
【解決手段】ダイス保持部1は外周部分に複数個のダイスDを環状に配列可能な複数個の保持部4aをもつ回転部材4、回転部材の外周部分に配列された複数個のダイスが洗浄液M中に没入又は洗浄液中から露出するように回転部材を傾斜位置で傾斜回転自在に支持する支持機構5及び回転部材を割出回転可能な割出回転機構6からなる。
(もっと読む)
内面溝付管並びにその製造方法及び製造装置
【課題】管の軸方向に対する直交断面を管軸方向において安定化することができる内面溝付管並びにその製造方法及び製造装置を提供することを目的とする。
【解決手段】縮径工程で用いるフローティングプラグ23と、溝付加工工程で用いる溝付プラグ32とを連結する連結棒34を、管軸方向沿って連続する1つの構成材料からなる剛体で形成し、連結棒34に、フローティングプラグ23を取り付けることを許容するフローティングプラグ取付け部34fを形成するとともに、溝付プラグを取り付けることを許容する溝付プラグ取付け部を形成し、フローティングプラグ取付け部34fに直接取り付けたフローティングプラグ23を用いて縮径工程を行い、溝付プラグ取付け部34gに直接取り付けた溝付プラグ32を用いて溝付加工工程を行う内面溝付管の製造方法。
(もっと読む)
ローラダイス位置調整用測定装置
【課題】熟練を必要とせず、個人差による調整誤差を生じることなく、前記一対の孔型ローラの位置調整を安定して正確に行うことができるローラダイス位置調整用測定装置を提供すること。
【解決手段】一対の孔型ローラ21,22によって形成される型孔形成部に照明光を照射する照明光源2と、照明光源2に対向する方向から前記型孔形成部の投影像を撮像する撮像装置3と、撮像装置3で得られた型孔形成部撮影画像を画像処理し、前記型孔形成部における位置調整用測定値を求める画像処理装置4と、画像処理装置4で得られた前記位置調整用測定値を表示する表示装置5とを備える。
(もっと読む)
金属管の引抜装置および引抜方法
【課題】 プラグを支持する中空のロッドに設けた開口部から潤滑油を吐出させて素管の内面に付着させる金属管の引抜装置において、断続的な潤滑油供給を行う場合の潤滑油吐出の応答性を高める。
【解決手段】金属製素管(2)を、外面を成形するダイス(10)と内面を成形するプラグ(11)と間に通すことで加工する引抜装置(1)において、前記プラグ(11)を支持する中空のロッド(20)の外周面に潤滑油(L)を吐出させる吐出口(21)が開口し、該吐出口(21)はロッド(20)の上下方向における中心よりも上の領域にのみ設けられている。
(もっと読む)
キャプスタンロールおよび伸線機
【課題】線材を伸線する際の、この線材の表面の微細な傷の発生を抑制する。
【解決手段】被加工物が摺接される側面22を備える柱状のセラミック部材20と、前記セラミックス部材の一方主面23aおよび他方主面23bと当接し、前記セラミック部材を保持する保持部材24と、を備えて構成されたキャプスタンロール10であって、前記セラミック部材の前記側面は、前記一方主面の側の端部領域および前記他方主面の側の端部領域の双方に、外側に突出した凸状部25a,25bを備えていることを特徴とするキャプスタンロールを提供する。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10の引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、ダイスベアリング部2Bと、ダイスベアリング部2Bの上流端F1に滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。ワーク引抜方向Nにおいて、引抜プラグ30のプラグベアリング部3Bの中央位置G3は、ダイスベアリング部2Bの上流端F1からダイスベアリング部2Bの長さL4の20%までの上流領域2Baに配置されている。
(もっと読む)
ダイス調整保持器およびダイス調整保持方法
【課題】伸線用ダイスの位置をワイヤのダイス孔に対する当たりが均一で引き抜いたワイヤが真っ直ぐになるよう容易に調整できるようにする。
【解決手段】伸線機本体2に対し平行移動可能なホルダ4と、ホルダ4に対し回動可能なケース5と、ケース5内に伸線用ダイス8を保持するダイスナット10とでダイス調整保持器1を構成し、伸線用ダイス8に通して引き抜いたワイヤの曲がり方向がホルダ4を介して伸線用ダイス8の平行移動可能な方向となるようにケース5を回転させ、次いで調整ネジ16によりホルダ4をワイヤの曲がり方向へ平行移動させることにより、ワイヤの曲がりクセが略無くなるようにする。
(もっと読む)
引抜プラグ及び引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる引抜プラグを提供する。
【解決手段】引抜プラグ30は、管状ワーク40の中空部40c内に配置されるとともにワーク40の内表面40bを加工するプラグ本体32を備える。プラグ本体32の表面におけるワーク内表面40bとの当接部33に、引抜方向Nと平行に延びた溝条部35が設けられている。
(もっと読む)
引抜ダイス
【課題】表面平滑性に優れた引抜加工品を効率良く得ることができる引抜ダイスを提供する。
【解決手段】本発明は、ダイス孔6を有し、長尺なワーク1をダイス孔6に通過させるように引っ張って引抜加工を行うようにした引抜ダイスを対象とする。ダイス孔6の内周面に、溝部および突条部のうち少なくともいずれか一方によって構成される線条部7が、軸心に対し、ねじれた方向に沿って設けられる。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。プラグベアリング部3Bは、ダイスベアリング部2Bに対応する位置に配置される。
(もっと読む)
ダイヤモンドダイス
【課題】 金属線の加工屑がダイスの孔に詰まりにくくすることで断線を防止し、特にノンスリップ型伸線機で使用した場合に、その伸線機の特徴を最大限に生かせるダイヤモンドダイスを提案する。
【解決手段】 金属線の伸線加工を行うための孔が形成されたダイヤモンドダイスであって、孔の軸を含む断面で切断した面における孔の形状は、アプローチのうち最もリダクション側の部分の開き角度を120°以上とし、リダクションの開き角度は8〜20°でかつその長さは0.5D〜1.0Dmm(Dはベアリングの直径)とする。ベルからアプローチにかけての形状は、凹形の曲面とするのが好ましい。
(もっと読む)
ガイドワイヤ用芯及びこの芯の評価方法
【課題】品質に優れた医療用ガイドワイヤの提供。
【解決手段】ガイドワイヤ2は、カバー8と芯10とを備えている。カバー8は、芯10を覆っている。芯10は、主部16とテーパー部18とを有している。主部16の線径は、実質的に一定である。テーパー部18は、先端4に向かって縮径している。このガイドワイヤ2の製造では、線材に伸線が施される。この線材が、低温焼鈍に供される。この線材に最終伸線が施される。この線材に真直矯正が施され、芯10が得られる。この芯10の、長さ方向に沿って測定されたうねりの高さは、7μm以下である。この芯10に、時効処理が施される。さらに、この芯10の先端近傍に、センターレス研削機によるテーパー加工が施される。この芯10に、カバーが被覆される。
(もっと読む)
管材の引抜加工用プラグおよびそれを用いた引抜加工方法
【課題】厚肉(t/Dが20%以上)の素管を用いて冷間引抜加工する場合であっても、プラグ破損やビビリ欠陥の発生がない、最適な引抜加工用プラグを提供する。
【解決手段】管材の内面に挿入する引抜加工用プラグであって、プラグの先端から順にストレート部、第1テ-パ部および第2テ-パ部で連続的に形成された外面を有し、前記ストレート部の外面は円柱面状であり、前記第1テ-パ部にはその径がストレート部から第2テ-パ部に向かって大きくなるようにテ-パ角θ1が付与され、前記第2テ-パ部にはその径が前記第2テ-パ部から後端に向かって大きくなるようにテ-パ角θ2が形成され、テーパ角θ1とθ2がθ1>θ2>0(ゼロ)の関係を満足することを特徴とする管材の引抜加工用プラグである。さらに、それを用いる引抜加工方法である。
(もっと読む)
超電導線加工装置および超電導線の製造方法
【課題】引き抜き加工時に線材内に生じる常金属量比のバラツキを抑え、高性能の超電導線を得るための超電導線加工装置および超電導線の製造方法を提供することを目的とする。
【解決手段】超電導線加工装置は、キャリッジ10、チャック2、チャック3とから構成されており、キャリッジ10は口径の異なる複数のダイス群、上記ダイス群中から選ばれたダイス11、ダイス12などを所定個所に固定する枠体13、枠体13の下部に固定されて枠体13を移動させる台車14を有し、台車14はそこに内蔵された駆動手段により枠体13を左右に路面上あるいは路面上に敷設されたレール上を移動させることができる。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】本発明は、溝が深く、ねじれ角の大きい溝を有する内面溝付管であっても、生産性を向上して製造することのできるの内面溝付管の製造装置及び製造方法製造装置の提供を目的とする。
【解決手段】抽伸手段18と引抜手段16を備え、上記抽伸手段18を、縮径手段13と補助引抜手段17と溝加工手段14とを備えて構成した内面溝付管11の製造装置12であって、上記抽伸手段18による抽伸方向と、上記引抜手段13による引抜方向とが傾斜した状態で上記溝加工手段14を支持する支持手段33を備え、上記支持手段33の上流側部分を固定台Zに対して回動自在に取り付け、上記溝加工手段14の管11aの抽伸方向に対して略直角方向に働く荷重fを測定する荷重測定手段35により測定した荷重測定信号に基づいて、上記引抜手段16と上記補助引抜手段17との少なくとも一方を制御する制御手段45を設けた内面溝付管11の製造装置12。
(もっと読む)
冷間引抜加工用プラグ及び金属管の製造方法
【課題】冷間引抜加工後の金属管の外面の引張残留応力を低減できる冷間引抜加工用プラグを提供する。
【解決手段】プラグ1は、第1円柱部20と、テーパ部30と、第2円柱部40とを備える。第1円柱部20は外径D1を有する。第2円柱部40は、外径D1よりも大きい外径D2を有する。テーパ部30は、第1円柱部20と第2円柱部40との間に形成される。テーパ部30は、第1円柱部20から第2円柱部40に向かって徐々に大きくなる外径を有するテーパ表面31と、軸方向長さLとを有する。プラグ1の外径D1及びD2と、軸方向長さLとはさらに、式(1)〜(4)を満たす。
0.25≦ρ≦2.00 (1)
0.06≦L/D2≦0.8 (2)
L/D2≦0.3×ρ+0.575 (3)
L/D2≧0.1×ρ (4)
ここで、ρ=(D2−D1)/D1×100である。
(もっと読む)
アルミニウム管の製造方法
【課題】連続引抜により、高寸法精度と高表面品質を維持しながら効率良くアルミニウム管を製造する。
【解決手段】押出素管(W)に対してNパスの連続引抜加工を行ってアルミニウム管を製造するに際し、(N−1)パス後の引抜管(10)の最高温度部と最低温度部との表面温度差が10℃以下となるように冷却した後に、Nパス目の引抜加工を行う。冷却は、例えば(N−1)パス目の引抜加工装置(31)において、引抜用工具(1)(6)の出側に冷却装置(21)(22)を配置して引抜管(10)冷却媒体を供給することにより行う。
(もっと読む)
銅線の製造方法
【課題】製造時の断線を防止すると共に、表面品質に優れた銅線を製造する銅線の製造方法を提供する。
【解決手段】銅母線2の挿通孔を有する複数の伸線ダイス6に前記銅母線2を順次挿通させることにより、連続的に冷間伸線加工を施して線径30μm以下の銅線を製造する方法において、前記伸線ダイス6を各々角度変更自在に複数の伸線ダイスホルダ8に保持させる。
(もっと読む)
1 - 20 / 25
[ Back to top ]