
Fターム[4F072AA08]の内容
強化プラスチック材料 (49,419) | 材料の全体的特徴 (6,023) | マトリックス (2,909) | 熱可塑性樹脂 (997)
Fターム[4F072AA08]に分類される特許
941 - 960 / 997
複合材料
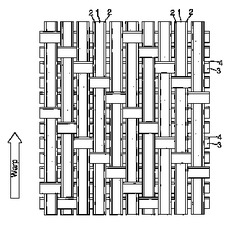
【課題】複合材料、特に、繊維強化ポリマー(FRP)複合材を提供する。
【解決手段】繊維強化ポリマー(FRP)複合材構造体は、炭素繊維又は他の高級繊維(1、3)及び形状記憶合金(SMA)のワイヤ(2、4)の列を収容した織りプリフォームを組み込んでいる。SMAワイヤは、FRP複合材の従来の成分よりも遥かに大きな量の歪エネルギを吸収する機能を有し、従って、構造体の衝撃耐性を強化する。この織られた形態は、取り扱い及び性能に関して最適な方法でSMAを構造体に組み込むものである。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
ガラス繊維強化ポリマー組成物
本発明は、改良された機械的性質を有する長いガラス繊維強化ポリマー組成物、および前記組成物から製造される成形物体に関する。 (もっと読む)
全芳香族液晶ポリエステル樹脂の製造方法
【課題】 色調、熱安定性および機械物性に優れた全芳香族液晶ポリエステル樹脂の製造方法および該方法により得られる液晶ポリエステル樹脂およびかかる液晶ポリエステル樹脂を含む液晶ポリエステル樹脂組成物を提供すること。
【解決手段】 1)芳香族ヒドロキシカルボン酸、芳香族ジオールおよび芳香族ジカルボン酸から選択され、芳香族ヒドロキシカルボン酸および/または芳香族ジオールを必須に含む1種以上の主たる単量体の、水酸基をアシル化剤によりアシル化する工程、および、
2)その水酸基がアシル化された前記主たる単量体を縮重合する工程、
を含み、縮重合反応工程を、全単量体の重量に対して1〜5000ppmのりん酸二水素金属塩の存在下で行う、全芳香族液晶ポリエステル樹脂の製造方法およびかかる液晶ポリエステル樹脂を含む液晶ポリエステル樹脂組成物を提供する。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法
【課題】 長繊維強化熱可塑性樹脂成形材料と、熱可塑性樹脂(希釈樹脂)と、その他の成形品用副材料とをドライブレンドした際、分級が生じにくく、成形品の製造時においてホッパー詰まりの原因となる該成形材料の割れが極めて生じにくい長繊維強化熱可塑性成形材料の製造方法を提供する
【解決手段】 複数本の補強用繊維を並列させて熱可塑性樹脂を含浸させる含浸工程と、こうして得られた長繊維強化熱可塑性樹脂ロッドを回転式の切断刃を有する切断装置で切断するカッティング工程とを有する長繊維強化熱可塑性樹脂成形材料の製造方法であって、前記カッティング工程において、前記長繊維強化熱可塑性樹脂ロッドの温度を、50℃〜(前記熱可塑性樹脂の融点−10℃)に調整し、前記回転式の切断刃の周速を200m/分以下として、切断片長(L)3〜6mmに切断する。
(もっと読む)
硬化性樹脂組成物、SMC及び成形物
【課題】浴槽用床パネル(防水パン)などの浴槽製品や水まわり製品などの住宅用設備の構成部品に用いられる成形物を製造するための硬化性樹脂組成物、それを用いたSMC及び成形物を提供する。
【解決手段】不飽和多塩基酸とグリコール成分とから主としてなる不飽和ポリエステル(A−1)と、不飽和重合性単量体(A−2)と、下記b−1、b−2、及びb−3を含む共重合体(B)とを含有することを特徴とする硬化性樹脂組成物。
(b−1)カルボン酸基を単数又は複数有する不飽和カルボン酸単量体、
(b−2)エチレン性不飽和単量体、
(b−3)フルオロアルキル基を有するエチレン性不飽和単量体。
(もっと読む)
高弾性率耐候性ポリエステルカーボネート物品
高弾性率繊維及びレゾルシノールポリエステル又はレゾルシノールポリエステルカーボネート樹脂を含んでなる熱可塑性樹脂組成物からなる物品は、高い強度及び剛性を示すと共に、屋外環境に暴露した場合にも意外に良好な光沢及び色の保持率を示す。 (もっと読む)
導電性樹脂組成物の製造方法及び用途
【課題】 本発明の課題は、導電性フィラーをポリマー中に分散させた導電性プラスチックにおいて、従来と同一の配合量でより導電性に優れたプラスチックを得ること、少ない配合量で同等もしくはそれ以上の導電性を有する導電性プラスチックを得ること、及び各成形法で物性低下が少なく、安定した導電性を示す組成物を得ることにある。
【解決手段】 溶融状態にあるマトリックス樹脂に、繊維径が2〜500nmの気相法炭素繊維を混合することを特徴とする導電性樹脂組成物の製造方法。好ましくは、気相法炭素繊維の破断を20%以下に抑えるように溶融混合を行う。溶融混合を同方向2軸押出機により行う場合には気相法炭素繊維をサイドフィードし、バッチ式加圧ニーダーにより行う場合には樹脂が十分に溶融した後、気相法炭素繊維を投入する。
(もっと読む)
水系ポリウレタン樹脂エマルション
【課題】 人工皮革用のエマルションとして使用した際に溶剤系ポリウレタン樹脂に比べて人工皮革の強度、耐摩耗性、風合いおよび通気性が改善された水系ポリウレタン樹脂エマルションを提供する。
【解決手段】 カルボキシレート基および/またはスルホネート基をポリウレタン樹脂の重量に基づいて0.01〜1.5重量%含有するポリウレタン樹脂(A)、50〜100℃の曇点を有するノニオン性界面活性剤(B)並びに水性媒体を必須成分とし、(A)を構成する高分子ポリオールのうちの少なくとも1種が−50℃〜+30℃の流動点を有する共重合ポリカーボネートジオールであることを特徴とする水系ポリウレタンエマルションである。
(もっと読む)
長繊維強化熱可塑性樹脂構造体とその成形体及びその製造方法

【課題】
本発明の目的は、金属長繊維を含有せる樹脂構造体であって、その物理的強度を高め、しかも成形体への応用を可能にすることにある。
【解決手段】
金属繊維が2〜45重量%であり、少なくとも他の1種の繊維が10〜60重量%含み、いずれの繊維も繊維長3〜100mmであり、しかも略並行に配列された長繊維強化熱可塑性樹脂構造体を提供することであり、金属繊維と少なくとも1種の他の繊維を引きながら開繊し、熱可塑性樹脂を溶融状態で含浸させることによるものである。
(もっと読む)
繊維強化樹脂部材及びその製造方法
【課題】
十分な機械的特性を維持することができるとともに、よりコストを低下させることができる繊維強化樹脂部材及びその製造方法を提供する。
【解決手段】
繊維強化樹脂部材10は、表層部16に長繊維12が集中的に配列しており、一方、中層部18には短繊維14が集中的に配列しているものである。表層部16に長繊維が12が集中的に配列されているので、曲げ強度を十分に維持しつつコストの低い繊維強化樹脂部材10を実現することができる。溶融粘度が比較的高い第1ベース樹脂20aに長繊維12が含まれた長繊維材料24と溶融粘度が比較的低い第2ベース樹脂20bに短繊維14が含まれた短繊維材料22とを混合した混同材料26を原料として射出成形することにより、このような繊維強化樹脂部材10を得ることができる。
(もっと読む)
ニアネットシェイププリプレグ
複雑な形状の構造用複合部品の製造に使用するのに適当な二次元及び三次元ニアネットシェーププリプレグの製造方法であって、(a)小孔スクリーンの一方の面に位置する繊維を保持する真空手段をその反対側の面に配置させた小孔スクリーンの前記一方の面に少なくとも13容積%の強化用繊維を堆積させ;(b)前記小孔スクリーンの前記強化用繊維と同じ側の面に樹脂マトリックス材料を堆積させ(前記小孔スクリーンの反対側の面に配置させた真空手段が前記スクリーンの前記一方の面の適所に繊維と共に樹脂マトリックス材料を保持する);(c)前記スクリーンの表面において前記樹脂マトリックス材料を前記繊維に接着できるように充分に前記樹脂マトリックス材料を加熱し;そして、(d)ニアネットプリプレグが形成されるように、前記樹脂及び繊維構造体を冷却する
ことを含んでなる方法。プリプレグを圧縮成形用金型中に入れ、加熱及び圧密化して、均一な複合部品を製造する。
(もっと読む)
熱可塑性樹脂強化用炭素繊維ストランド
【課題】 熱可塑性樹脂との接着性に優れ、開繊性、擦過性に優れた熱可塑性樹脂強化用炭素繊維ストランドを提供する。
【解決手段】 ポリプロピレン、ポリブテン、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体、若しくはこれらの末端変性重合体であって、数平均分子量が300〜2000の重合体、又はこれらの混合物が付与されてなる熱可塑性樹脂強化用炭素繊維ストランド。ポリプロピレン等の好ましい付着量は、炭素繊維に対し、合計で0.05〜5.0質量%である。本発明の炭素繊維ストランドは熱可塑性樹脂、中でもポリプロピレンとの親和性、接着性に優れる。本発明の炭素繊維ストランドを熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、層間剪断強度等の機械的特性に優れる。
(もっと読む)
1,4−ヒドロキノン官能性化ホスフィネート及びホスホネート
新規な1,4−ヒドロキノン誘導体化ホスフィネート及びホスホネートを提供する。ここに提供される新規な組成物は、重合体硬化剤及び難燃材として有用である。
(式中、R、R’は、夫々独立に同じか又は異なる1〜15個の炭素原子を含むアルキル、アラルキル、又はアリールである)。  (もっと読む)
(もっと読む)
長繊維強化ポリアミド樹脂製外装成形体
【課題】
曲げ弾性率、曲げ強さ等の機械的強度、耐薬品性、耐熱性に優れ、軽量化され、製品設計の自由度が高く、充填時の繊維配向による成形体の最大線膨張係数、線膨張係数の異方性、最大吸湿寸法変化率を低減した長繊維強化ポリアミド樹脂製外装成形体を提供することにある。
【解決手段】
成形体中に分散する強化繊維の、含有率が30重量%〜90重量%であって、重量平均繊維長が1.5mm〜10mmであり、成形体の最大投影面積が20000mm2 以上であり、成形時に断面積100mm2 以下の狭流路の流路長が150mm以下であり、かつ、次の諸性質を備えることを特徴とする長繊維強化ポリアミド樹脂製外装成形体。
1)肉厚2mm以上の成形体部分の、最大線膨張係数が5×10-5K-1以下であり、かつ、最大線膨張係数/最小線膨張係数の比が1.8以下である
2)肉厚2mm以上の成形体部分の、最大吸湿寸法変化率が0.3%以下である
(もっと読む)
剛性が改善された、ガラス繊維入り強靭化ポリアミド組成物およびブレンド
ポリビニルブチラールで強靭化され、ガラス繊維を含有するポリアミド組成物およびブレンド、ならびに製品を開示する。この材料は、非反応性ポリマーおよび酸化防止剤を含有していてもよい。 (もっと読む)
プリプレグ用エポキシ樹脂、プリプレグ、繊維強化複合材料およびこれらの製造方法
従来のエポキシ樹脂組成物と比較して、低温でも短時間に硬化が完了し、かつ室温での保存においても、十分な使用可能期間を確保できる、プリプレグに好適に使用されるエポキシ樹脂組成物。エポキシ樹脂と分子内に少なくとも一つの硫黄原子を有するアミン化合物との反応生成物と分子内に少なくとも一つの硫黄原子を有するアミン化合物の少なくとも一つ、尿素化合物及びジシアンジアミドからなるエポキシ樹脂組成物であって、エポキシ樹脂組成物中の硫黄原子及び尿素化合物の含有率が、それぞれ0.2〜7質量%及び1〜15質量%であるエポキシ樹脂組成物。 (もっと読む)
複合シートの製造方法及び設備
本発明は複合プレートの製造方法に関する。この方法は、連続繊維マット、織物、編物、又は連続非交絡ヤーンのアセンブリの形態のヤーンの層であって、少なくとも1種類の有機材料及び補強材を含むヤーン(2)の層を、動いている支持体上に連続的に置くこと、加熱したときにコーティングフィルムを形成することができる有機物質の粉末を上記層の少なくとも片面に堆積させること、堆積させた粉末を溶融させるのに十分な温度で、この粉末でコーティングした層を加熱すること、この層を加圧し、冷却して複合ウェブを形成すること、このウェブを切り分けてプレート(13)にすること、及び回転支持体上にこのウェブを巻き取ることからなる。本発明はまた、この方法を実施するための装置及びその得られる製品に関する。 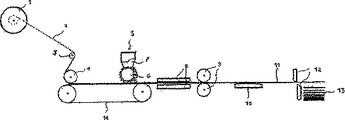 (もっと読む)
(もっと読む)
パンクシーリング剤
本発明は、高いシール性を維持することが可能で、実用性に優れたパンクシーリング剤を提供することを目的とする。本発明は、パンクしたタイヤの穴をシールするパンクシーリング剤であって、(1)SBRラテックス、NBRラテックス、カルボキシル変性SBRラテックス、カルボキシル変性NBRラテックスからなる群から選択されるいずれか1以上のゴムラテックスと、(2)凍結防止剤と、(3)短繊維および前記ゴムラテックスに適合する樹脂系接着剤の少なくともいずれかと、を含有することを特徴とするパンクシーリング剤である。 (もっと読む)
繊維強化樹脂組成物の製造方法
【課題】 成形外観の良好な、繊維強化樹脂組成物(繊維強化樹脂ペレット)の量産製造が可能な繊維強化樹脂組成物の製造方法を提供する。
【解決手段】 複数の繊維束1を、含浸槽10内に引き入れ、溶融した熱可塑性樹脂を、複数の樹脂流入口4から含浸槽10内に、繊維束1の進行方向に対して左右でほぼ同量の流入量となるように流入させ、溶融熱可塑性樹脂を、繊維束1と接触させて含浸させ、溶融熱可塑性樹脂が含浸した繊維束1を、含浸槽10から引き出す、繊維強化樹脂組成物の製造方法。
(もっと読む)
941 - 960 / 997
[ Back to top ]