
Fターム[4F072AA08]の内容
強化プラスチック材料 (49,419) | 材料の全体的特徴 (6,023) | マトリックス (2,909) | 熱可塑性樹脂 (997)
Fターム[4F072AA08]に分類される特許
841 - 860 / 997
成形用複合材及びそれを用いた成形体

【課題】 加熱加圧成形によっても3次元形状に加工が容易な成形用複合材を提供し、成形形状の制約が少なく、かつ耐衝撃性に優れた成形体を提供する
【解決手段】 少なくとも一部に引張強度が20cN/dtex以上の有機繊維を含む有機繊維糸条を長手方向に並行に配列した層と、少なくとも一部に引張強度が20cN/dtex以上の有機繊維を含む有機繊維糸条が前記層の有機繊維糸条の配列方向に直交した方向に並行に配列した層とを含む複数の有機繊維層をステッチ糸で一体化した多層多軸ステッチ布帛に、合成樹脂が付与されてなることを特徴とする成形用複合材及び該成形用複合材が複数枚重ね合わせられ、加熱加圧成形されてなることを特徴とする成形体。
(もっと読む)
転がり軸受用プラスチック保持器

【課題】従来のプラスチック保持器の欠点である強度及び剛性を維持しつつ、成形時や組立て時に必要な耐衝撃性を大きく向上させた安価なプラスチック保持器を提供する。
【解決手段】長繊維強化熱可塑性樹脂から製造してなる転がり軸受用プラスチック保持器。
(もっと読む)
ノルボルネン系樹脂成形体およびその製造方法
【課題】 寸法安定性に優れた樹脂成形体、成形時に成形装置のノズル口詰まりの発生しない上記樹脂成形体の製造方法、及び、保存安定性に優れ上記製造方法に好適に用いられる反応原液、を提供する。
【解決手段】 ノルボルネン系モノマーを型内で塊状重合させて得られるノルボルネン系樹脂成形体であって、平均繊維長さが0.08〜1.0mmかつアスペクト比が5〜100のガラス繊維を、含有していることを特徴とするノルボルネン系樹脂成形体を提供する。該成形体は、ノルボルネン系モノマー100重量部に対し、上記ガラス繊維を5〜400重量部含有していることが好ましい。
(もっと読む)
長繊維強化熱可塑性コンセントレート及びその製造方法
長繊維強化熱可塑性コンセントレートの製造方法を開示し、そこでは連続繊維ストランドが溶融混練熱可塑性水性分散液で被覆され、乾燥され、切断される。 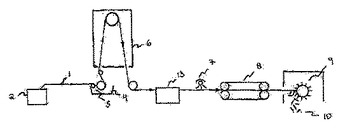 (もっと読む)
(もっと読む)
樹脂組成物、並びにこれを用いたプリプレグ、基板及び導体箔付き基板
【課題】 高周波用途に適しており、しかも耐熱性に優れる基板を得ることのできる樹脂組成物、及び、これにより得られた基板を提供すること。
【解決手段】 好適な実施形態の基板10は、樹脂層12と、樹脂層12中に配された繊維基材14とを備えている。樹脂層12は、樹脂組成物の硬化物からなり、この樹脂組成物は、ポリビニルベンジルエーテル化合物を含む樹脂成分、リン原子とビニル基を有するベンゼン環とを含む反応性リン化合物を含むリン化合物を含有している。この樹脂組成物においては、樹脂成分及びリン化合物中の、リン化合物に含まれるリン原子の合計含有率が3.5質量%以上であり、樹脂成分100質量部に対する反応性リン化合物の含有量は20質量部以上である。
(もっと読む)
微細ポリアミドイミド繊維および/または微細ポリイミド繊維強化樹脂組成物
【課題】微細ポリアミドイミド繊維および/または微細ポリイミド繊維を各種の熱可塑性樹脂または未硬化の熱硬化性樹脂に分散混合した樹脂であって、各種樹脂との親和性に優れ、繊維の分散状態が均一であり、少量の含有量であるにも関わらず、靭性、可とう性、強度等の機械特性に優れ、成形性が良好で、成形後の外観が良好な成形体を与え得る繊維強化樹脂組成物を提供する。
【解決手段】各種樹脂の繊維強化材において、その主体構成繊維として著しく微細なるポリアミドイミド繊維および/またはポリイミド繊維を混練することにより、少量であるにも関わらず機械特性及び成形性を著しく向上させることができる。
(もっと読む)
圧縮されたプラスチック被覆したロービングを製造する方法
本発明は、プラスチックにて被覆されたフィラメントから成る繊維ストランドから、実質的に平行なフィラメントから成る、圧縮されたプラスチック被覆した繊維すなわち繊維ストランドを製造する方法に関する。本発明は、プラスチックが溶融又は液体状態にて又は選択的に粉末として施される実質的に平行なフィラメントから成る繊維ストランド又はかかる繊維ストランドの複数としての複合体が、被覆後、繊維の局部的な回転を実行するために使用される回転装置6によって案内されることを特徴とする。本発明はまた、ソースレッドをテープ及びプレプレグ、繊維強化したプラスチック、粒状材料及び繊維強化したプリフォーム又は繊維強化した押抜き成形し又は押出し成形した輪郭外形の要素を製造するため本発明の個々のフィラメントを使用することにも関する。本発明は、本発明の方法を実施する装置に更に関する。 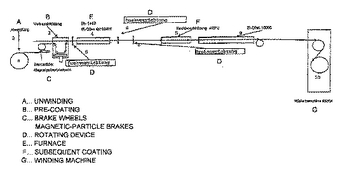 (もっと読む)
(もっと読む)
強化繊維基材のマーキング方法、繊維強化複合材の製造方法、及び繊維強化複合材
【課題】マーキング精度を向上できる強化繊維基材のマーキング方法、歩留まりが良好な繊維強化複合材の製造方法、及び繊維強化複合材を提供する。
【解決手段】プリフォーム1に対して、賦形時の基準となる折り曲げライン2,3(基準マーク)及びプリフォーム1を成形用金型内に位置決め配置する際の基準となる位置決めライン4(基準マーク)を、熱可塑性を有する糸状繊維5を用いて、該糸状繊維5をプリフォーム1の表面に熱溶着させることによりそれぞれマーキングする。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造装置及びその製造方法
【課題】潰れや割れが少ない高品質の長繊維強化熱可塑性樹脂成形材料を生産性よく製造する。
【解決手段】強化繊維束を引き取りながら熱可塑性樹脂を含浸させる含浸ダイ3と、熱可塑性樹脂が含浸された樹脂含浸強化繊維束を引き取る引取装置とを有する、長繊維強化熱可塑性樹脂成形材料の製造装置において、前記引取装置が2対以上のロール8を樹脂含浸強化繊維束の上下にその進行方向に沿って段設してなり、該ロール8の表面の硬度が70〜98度であることを特徴とする。
(もっと読む)
熱可塑性長繊維複合材、その製造方法、およびそれから得られた製品
成形品に使用した場合、改善された表面抵抗率および/または衝撃強さが得られる導電性長繊維複合材である。この複合材は、熱可塑性樹脂、炭素長繊維、およびガラス長繊維を含み、前記炭素長繊維および前記ガラス長繊維が、約2mmを超えるかまたはそれと等しい長さを有し、前記導電性長繊維複合材が、製品に成形した場合、約108Ω/cm2未満またはそれと等しい表面抵抗率、および約10kJ/m2を超えるかまたはそれと等しいノッチ付アイゾッド衝撃強さを示す。 (もっと読む)
複合誘電体材料及びこれを用いたプリプレグ、金属箔塗工物、成形体、複合誘電体基板、多層基板、並びに複合誘電体材料の製造方法
【課題】高い比誘電率εrを実現し、高いQ値を有するとともに、比誘電率の温度変化率の小さな複合誘電体材料を提供する。
【解決手段】誘電体セラミックスと有機高分子材料とを含有する複合誘電体材料であって、前記誘電体セラミックスとして、一般式(M,Li,Bi,RE)xTiO3(ただし、MはBa,Sr,Caから選択される少なくとも1種を表し、REはLa,Ce,Pr,Nd,Sm,Y,Yb,Dyから選択される少なくとも1種を表す。また、0.9≦x≦1.05である。)で表される組成を有する酸化物粉末を含有する。
(もっと読む)
長繊維強化ポリオレフィン樹脂成形材料の製造方法
【課題】 単軸押出し機による含浸ダイへのマトリックス樹脂の充填供給を安定して行なえ、機械強度・耐久性に優れたポリオレフィン樹脂成形材料を得るためのポリオレフィン樹脂成形材料の製造方法を提供すること。
【解決手段】 ポリオレフィン樹脂[A]として、JIS Z 8801で規定される金属製網ふるいの公称目開き1.4mmを通過しうるポリオレフィン樹脂粉状体[A1]を含有するものを用い、酸化防止剤[B]として、融点100℃以下の低融点酸化防止剤[B1]を含有するものを用い、ポリオレフィン樹脂粉状体[A1]が、低融点酸化防止剤[B1]に対して質量比で7〜200倍となるマトリックス樹脂[C]を用いる。
(もっと読む)
熱可塑性強化材用サイジング組成物
ほとんど又は全く着色を示さない強化繊維材料を製造するために、前駆体サイズ組成物とバインダー組成物を含み、バインダー組成物があらゆるアミノシランカップリング剤を実質的に含まない2部分サイジング組成物が提供される。2部分サイジング組成物は、有利には、強化繊維材料の実質的に無色の高密度化繊維ペレットを作るために使うことができる。高密度化繊維ペレットは、サイジング組成物を強化繊維ストランドに適用し、強化繊維ストランドを細断して細断ストランドセグメントを形成し、バインダー組成物を適用し、被覆された細断ストランドセグメントをペレット化し高密度化して、流動可能な高密度化繊維ペレットを形成することにより製造することができる。 (もっと読む)
生分解生樹脂/竹繊維/セラック複合材料
【課題】生分解性樹脂複合材料の機械的特性を更に向上すると共に、他の物性も改善して実用化に適した複合材料を提供する。
【解決手段】竹を化学的にあるいは機械的に処理して得られた繊維にセラック材(水溶性)を含浸させたものを樹脂に混入した。竹繊維はセラック材の作用により生の竹繊維と比較して樹脂との接着性が良好となり、機械的特性の向上、耐薬品性の向上、抗菌性、防カビ性、防臭性等の付与、成形性の向上などの効果が得られ、用途に応じて竹繊維そのまま以外に脱色あるいは着色、脱臭あるいは着香したものも使用できることにより、各種の用途に適合した複合材料を得ることができる。また、樹脂に生分解性を有するものを選択した場合、セラック材の濃度を変化させることにより、生分解速度の制御を可能にする。
(もっと読む)
プリフォーム用バインダー組成物、プリフォーム用強化繊維基材、プリフォームの製造方法および繊維強化複合材料の製造方法
【課題】
本発明は、強化繊維の体積含有率が高く、且つ、衝撃後圧縮強度に優れた繊維強化複合材料のレジン・トランスファー・モールディングによる製造方法に用いるプリフォーム用バインダー組成物およびそれからなるプリフォーム用強化繊維基材を提供せんとするものである。
【解決手段】
本発明のプリフォーム用バインダー組成物は、バインダー組成物であって、該組成物が、温度200℃、剪断速度1000s−1における剪断粘度が200〜1000Pa・sであることを特徴とするものである。また、本発明のプリフォーム用強化繊維基材は、かかるプリフォーム用バインダー組成物を強化繊維に付与してなることを特徴とするものである。
(もっと読む)
繊維強化熱可塑性樹脂の成形方法
【課題】 大型或いは複雑な形状の成形物を含む種々の形状の成形物の製造に適用可能であり、熱可塑性樹脂と強化用繊維との界面におけるボイドの発生を充分なレベルまで抑制することが可能で、かつ、高温・高圧力を必要とせずに成形が可能な、繊維強化熱可塑性樹脂の注入成形方法を提供する。
【解決の手段】 1分子中にエポキシ基を2つ有する化合物(A)と、1分子中にフェノール性水酸基を2つ有する化合物(B)とを、それぞれ溶融状態で、予め強化用繊維が内部に配置された型内に注入し、前記強化用繊維に含浸させる工程(I)、及び、前記強化用繊維に含浸された前記化合物(A)と化合物(B)とを、前記型内において重付加反応により直鎖状に重合させ、前記化合物(A)と化合物(B)とが重合してなる熱可塑性樹脂を成形する工程(II)を有する繊維強化熱可塑性樹脂の成形方法。
(もっと読む)
繊維強化熱可塑性樹脂の引抜成形方法
【課題】 エポキシ樹脂を使用した引抜成形でありながら、繊維強化熱硬化性樹脂では困難なリユース、リサイクル及び2次加工が可能となる繊維強化熱可塑性樹脂を製造する引抜成形方法を提供する。
【解決の手段】 1分子中にエポキシ基を2つ有する化合物(A)と、1分子中にフェノール性水酸基を2つ有する化合物(B)とを予め強化用繊維に含浸させる工程(I)、及び、前記化合物(A)と化合物(B)とが含浸された前記強化用繊維を金型に引き込みつつ引き抜きながら前記金型を介して加熱し、前記化合物(A)と化合物(B)とを重付加反応により直鎖状に重合させ、前記化合物(A)と化合物(B)とが重合してなる熱可塑性樹脂を成形する工程(II)を有することを特徴とする繊維強化熱可塑性樹脂の引抜成形方法。
(もっと読む)
防水層構造及び防水層形成方法
【課題】繊維補強布に樹脂組成物が含浸されて形成された繊維強化樹脂層を含む防水層構造において、樹脂組成物として揮発性成分を含まない樹脂組成物を用いた防水層構造、及び、この防水層構造を得るための防水層形成方法を得る。
【解決手段】下地と、下地の上に形成された防水層と、を有する防水層構造であって、防水層は、チョップドストランド状の繊維補強布に、水性アクリル樹脂組成物を主成分とする防水材が含浸されて形成された繊維強化樹脂層を含む。また、チョップドストランド状の繊維補強布は、ガラスチョップドストランドマット状、または、ビニロンチョップドストランドマット状の繊維補強布である。さらに、下地の上に水性アクリル樹脂組成物を主成分とする防水材を塗布して含浸下塗りとし、含浸下塗りの上にチョップドストランド状の繊維補強布を敷き、繊維補強布の上に水性アクリル樹脂組成物を主成分とする防水材を塗布して繊維強化樹脂層を形成する工程を含む防水層形成方法である。
(もっと読む)
セルロース含有樹脂複合体
【課題】 耐熱性を満足しつつ、透明性に優れかつ線膨張率が小さい、樹脂材料を提供する。
【解決手段】 セルロースを含有する不織布(a)とセルロース以外の樹脂(b)とからなり、(a)成分が0.1重量%以上99重量%以下であり、(b)成分が1重量%以上99.9重量%以下であることを特徴とする複合体。セルロースを含有する不織布(a)の空孔がセルロース以外の樹脂(b)で充填されていることが好ましい。
(もっと読む)
外板部材
【課題】 軽量・高強度であって、優れた外観を呈し、環境問題の観点からも有用な外板部材を提供することを目的とする。
【解決手段】 本発明の外板部材は、少なくとも外側表面部が、セルロースミクロフィブリルからなる繊維材と、繊維材を保持する樹脂と、からなる複合材料から構成される。繊維材は、複合材料を100重量%としたときに1〜99重量%含まれるが好ましく、さらに好ましくは20〜75重量%である。
また、外側表面部は、車両の車体表面であるのが望ましい。
(もっと読む)
841 - 860 / 997
[ Back to top ]