
Fターム[4F072AD04]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | 付加系樹脂 (1,465) | オレフィン系 (503)
Fターム[4F072AD04]に分類される特許
101 - 120 / 503
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状のピンが配置された含浸浴中に、炭素繊維束を導入し、ピンに炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、
円弧形状のピンは円弧半径の異なる収束ピンと開繊ピンが交互に配列され、ピン数の合計は少なくとも3個であり、収束ピンの内接円の半径をR1,開繊ピンの外接円の半径をR2としたとき、R1>R2を満たすことを特徴とする熱可塑性樹脂含浸ストランドの製造方法、またそれからの炭素繊維長繊維ペレットの製造方法。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法

【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状を有するブロックが配置された含浸浴中に、炭素繊維束を導入し、ブロックの円弧部分に炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、円弧形状を有するブロックは凸状の円弧を有する開繊ブロックと逆凹状の円弧を有する収束ブロックから構成され、その弧の向きは同一であり、開繊ブロックをはさむように収束ブロックが配列されていることを特徴とする熱可塑性樹脂含浸ストランドの製造方法。
(もっと読む)
プリプレグの製造装置およびプリプレグの製造方法
【課題】繊維束への樹脂含浸量および繊維束の拡幅量を向上することができるプリプレグの製造装置を提供する。
【解決手段】繊維束にマトリックス樹脂を含浸させてプリプレグを製造するプリプレグの製造装置であって、繊維束にマトリックス樹脂を塗布するための樹脂塗布手段と、繊維束を加圧するための一対の加圧ローラと、一対の加圧ローラの少なくとも一方を加圧ローラの回転軸に対して直交方向に往復駆動させる往復機構と、を有するプリプレグの製造装置である。
(もっと読む)
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料成形を提供する。
【解決手段】繊維長5mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上の繊維束と、単糸の状態または臨界単糸数未満で構成される繊維束が同時に存在する事を特徴とする複合材料からなるランダム層と、炭素繊維が一方向に引き揃えられた一方向材と熱可塑性樹脂とからなる一方向材層とを有する炭素繊維複合成形体。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】これまでに比べ、より短い時間かつ安価に、マトリクス樹脂を強化繊維基材内部に均一に含浸することができる繊維強化樹脂シートの製造装置及びその製造方法を提供する。
【解決手段】繊維強化樹脂シートを製造する製造装置は、含浸ロール10に熱可塑性樹脂Pを加圧して供給する樹脂供給部31と、含浸ロール10を回転駆動させるモータ32とを備える。含浸ロール10は、軸芯CL周りの回転方向に対して固定されると共に樹脂供給部31に接続された内筒部11と、内筒部11を内部に内挿すると共に、モータ32に連結された外筒部12と、を備える。内筒部11には搬送方向Lの上流側に向った周方向の位置に、第1のスリット11が形成されており、外筒部12には、軸方向に沿って形成された複数の第2のスリットが、周方向に等間隔に設けられている。
(もっと読む)
強化繊維用サイジング剤、合成繊維ストランドおよび繊維強化複合材料
【課題】 本発明の目的は、熱可塑性マトリックス樹脂を補強するために用いられる強化繊維に対して、優れた接着性を付与できる強化繊維用サイジング剤と、それを用いた合成繊維ストランド、繊維強化複合材料を提供することにある。
【解決手段】 本発明は、熱可塑性マトリックス樹脂を補強するために用いられる強化繊維用サイジング剤であって、示差走査熱量計(DSC)で測定したときに、ガラス転移点が20℃以上であり、かつ結晶融解に基づく融解吸熱量が3J/g以上の吸熱ピークを有しないポリマー成分を必須に含有し、サイジング剤の不揮発分全体に占める該ポリマー成分の重量割合が10〜100重量%である、強化繊維用サイジング剤である。
(もっと読む)
樹脂複合材料及び接着剤
【課題】従来に無い画期的な複合材料を提供することにあり、応力分布が均等化されていること、更に、環境負荷が小さく、強度、材料特性の優れた複合材料及び接着剤を提供する。
【解決手段】長繊維(1)と樹脂マトリックス(2)からなる複合材料であって、該樹脂マトリックス(2)は炭素短繊維(3)を分散含有していることを特徴とする複合材料及び接着剤。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
熱硬化性樹脂組成物及びそれを用いたプリプレグ及び積層板
【課題】非ハロゲン系難燃剤を使用しながらも、誘電特性、誘電損失、耐熱性、難燃性、耐湿性、銅箔との接着性に優れた熱硬化性樹脂組成物、並びにそれを使用したプリプレグ及び積層板を提供する。
【解決手段】(1)二置換ホスフィン酸の金属塩、及び(2)1GHz以上の周波数における比誘電率が2.9以下である樹脂を含むことを特徴とする熱硬化性樹脂組成物、並びにそれを用いたプリプレグ及びプリプレグを用いて積層形成された積層板。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体
【課題】セルロースを含有しているため機械特性が高く、成形体と成したときに反り、曲がりが発生しないうえ、射出成形、押出成形等に対応可能な流動特性をもったセルロース含有熱可塑性樹脂を作製できるセルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂及びその成形体を提供する
【解決手段】乾式解繊機により解繊された繊維状セルロースと熱可塑性樹脂と酸無水物とをバッチ式密閉型混練装置を用いて高温高圧水蒸気環境下で溶融混練するセルロース含有熱可塑性樹脂の製造方法において、高温高圧水蒸気環境における温度範囲が150〜370℃であり、かつ圧力範囲が0.20MPa以上で飽和水蒸気圧までの間であることを特徴とするセルロース含有熱可塑性樹脂の製造方法及びその製造方法で作成したセルロース含有熱可塑性樹脂。
(もっと読む)
ハイブリッド炭素繊維強化熱可塑性樹脂複合材料
【課題】炭素繊維の0度方向曲げ強度と90度方向曲げ強度とも単独の炭素繊維強化では得られない高い強度を示し、構造材に適した複合材料を提供する。
【解決手段】熱可塑性樹脂(A)100質量部に対して、繊維径3〜25μm、長さ20mm以上の炭素長繊維(B)80〜250質量部、及び繊維径0.5〜20nm、長さ100〜5000nmの炭素微細繊維(C)0.1〜10質量部を含有することを特徴とするハイブリッド炭素繊維強化熱可塑性樹脂複合材料。また、熱可塑性樹脂(A)が、ポリアミド樹脂及び/または酸変性ポリプロピレン樹脂であることが好ましい態様であるハイブリッド炭素繊維強化熱可塑性樹脂複合材料。また、炭素微細繊維(C)が、カーボンナノチューブ及び/またはカーボンナノファイバーであることがさらに好ましい態様であるハイブリッド炭素繊維強化熱可塑性樹脂複合材。
(もっと読む)
樹脂成形体
【課題】優れた柔軟性を有しながら、一定の強度も担保された樹脂成形体を提供する。
【解決手段】樹脂と繊維とを含み、前記樹脂はポリオレフィンであり、前記繊維は表面処理されていない天然繊維であり、前記繊維の繊維径が90μm以下であり、且つ繊維間距離が200μm以下である樹脂成形体である。
(もっと読む)
ミクロフィブリル化植物繊維及びその製造方法、並びにそれを用いた成形材料、及び樹脂成形材料の製造方法
【課題】ビーズミルを用いて植物繊維を効率よく微細化することにより、例えば射出成形後において弾性率の異方性が小さい樹脂成形材料に用いられるミクロフィブリル化植物繊維の製造方法、及び該製造方法により得られる樹脂成形材料を提供し、また、該製造方法により得られるミクロフィブリル化植物繊維と樹脂とを混合することによって得られる弾性率の異方性が小さい成形材料及びその製造方法を提供する。
【解決手段】(1)植物繊維及び水を含む懸濁液を調製する工程、及び(2)工程(1)により得られる懸濁液、及びビーズをビーズミルに入れ、解繊する工程を含む、ミクロフィブリル化植物繊維の製造方法である。
(もっと読む)
強化繊維用サイジング剤、炭素繊維束およびこれらの製造方法、ならびに熱可塑性樹脂組成物およびその成型品
【課題】安価で、かつマトリックス樹脂と炭素繊維束の双方と良好な界面接着性を発現させることができる強化繊維用サイジング剤を提供する。
【解決手段】下記一般式(1)で表される単量体(a)由来の単位および下記一般式(2)で表される単量体(b)由来の単位を有する重合体(A)を含む強化繊維用サイジング剤である。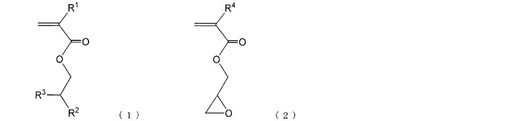
(ここで、R1およびR4は、それぞれ、水素またはメチル基を表す。R2およびR3は、直鎖または分岐構造を有するアルキル基を表し、互いに同一であっても異なっていてもよい。)
(もっと読む)
繊維強化樹脂積層体
【課題】不連続の強化繊維とマトリックス樹脂からなる繊維強化樹脂積層体に関し、特に、軽量、高剛性といった繊維強化樹脂の利点を保持しながら、吸収エネルギーに優れる繊維強化樹脂積層体を提供すること。
【解決手段】不連続の強化繊維(A)2,3、4とマトリックス樹脂(B)を有してなる繊維強化樹脂積層体1であって、該繊維強化樹脂積層体は、少なくとも積層単位(1)および(2)有しており、該積層単位(1)に含まれる強化繊維(A1)の屈曲度H1の平均が1.0以上1.1未満であり、該積層単位(2)に含まれる強化繊維(A2)の屈曲度H2の平均が1.1以上1.5以下であり、かつ、該積層単位(1)に含まれる強化繊維の体積分率V1が該積層単位(2)に含まれる強化繊維の体積分率V2よりも5%以上高い繊維強化樹脂積層体。
(もっと読む)
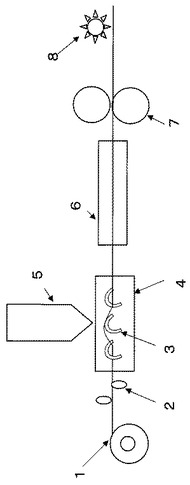
プリプレグの製造方法
【課題】優れた剛性を有するプリプレグを連続的に効率よく製造することができるプリプレグの製造方法を提供すること。
【解決手段】連続的に走行する炭素繊維束を、シクロオレフィンモノマー及びメタセシス重合触媒を含む重合性組成物中に浸漬させつつ、炭素繊維束の走行方向と交差する面との交線が炭素繊維束側に凸である曲線となる曲面に接触させて、炭素繊維束への重合性組成物の含浸と炭素繊維束の開繊とを、重合性組成物の塊状重合が生じない温度範囲下にて同時に行う工程(I)と、工程(I)に続いて、重合性組成物が含浸し、かつ開繊された炭素繊維束を加熱して重合性組成物の塊状重合を行う工程(II)と、を有する、プリプレグの製造方法。
(もっと読む)
パルプ繊維強化樹脂の製造方法及びパルプ繊維強化樹脂
【課題】パルプ繊維複合PP(ポリプロピレン)は、パルプ繊維表面のフィブリル化した微細繊維に残存する空気が射出成形時に分離して成形品に気泡として残留して意匠性を著しく低下させる。このため、パルプ繊維にエラストマーなどの希薄溶液を付与後に絞液して付着させる手段などによって対処していたが、反面、衝撃強度の低下をもたらしていた。
【解決手段】この発明に係るパルプ繊維強化樹脂の製造方法は、パルプ繊維を空気とともに対流・攪拌した状態で低弾性エラストマーを含む分散液を吹き付けながら混合した後に、前記分散液に用いた溶媒を除去したものを、熱可塑性樹脂と混練して複合化することを特徴とする。
(もっと読む)
親水性樹脂の製造方法及びパルプ繊維複合樹脂の成形品
【課題】パルプ繊維とPP(ポリプロピレン)の複合体に親水性を持続して付与する非水溶性のPVA(ポリビニルアルコール)を添加する手段に対し、表面に水の薄膜を保持したうえで、その気散作用が必要な加湿器のエレメントなどへの適用が困難であった。
【解決手段】この発明に係る親水性樹脂の製造方法は、界面活性剤を含浸させた後にマトリックスとする熱可塑性樹脂の融点以下で前記界面活性剤を含んで粘性に富む熱可塑性樹脂を塗布したパルプ繊維を、熱可塑性樹脂を非水溶性の親水性樹脂とともに水溶性の親水性樹脂を添加し、それらを溶融混練して成ることを特徴とする。
(もっと読む)
親水性樹脂の製造方法及びパルプ繊維複合樹脂の成形品
【課題】水との親和性に劣るPP(ポリプロピレン)などを濡れ性が優れるPVA(ポリビニルアルコール)を媒体としたパルプ本来の親水性を有効に発現するように改質でき、成形品の吸水性が向上し、帯電防止のほかに成形品表面に水分を保持する機能を備える複合樹脂材料が得られる親水性樹脂の製造方法を提供する。
【解決手段】この発明に係る親水性樹脂の製造方法は、界面活性剤を含浸させた後に、粘性に富む熱可塑性樹脂を水にディスパージョンしたものを吹き付ける工程を備えたパルプ繊維と、マトリックスとする熱可塑性樹脂と、を熱可塑性樹脂よりも低い溶融粘度を呈する親水性樹脂などとともに溶融混練して成ることを特徴とする。
(もっと読む)
101 - 120 / 503
[ Back to top ]