
Fターム[4F072AD41]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | 縮合系樹脂 (6,065) | ポリカーボネート系 (191)
Fターム[4F072AD41]に分類される特許
161 - 180 / 191
微細ポリアミドイミド繊維および/または微細ポリイミド繊維強化樹脂組成物
【課題】微細ポリアミドイミド繊維および/または微細ポリイミド繊維を各種の熱可塑性樹脂または未硬化の熱硬化性樹脂に分散混合した樹脂であって、各種樹脂との親和性に優れ、繊維の分散状態が均一であり、少量の含有量であるにも関わらず、靭性、可とう性、強度等の機械特性に優れ、成形性が良好で、成形後の外観が良好な成形体を与え得る繊維強化樹脂組成物を提供する。
【解決手段】各種樹脂の繊維強化材において、その主体構成繊維として著しく微細なるポリアミドイミド繊維および/またはポリイミド繊維を混練することにより、少量であるにも関わらず機械特性及び成形性を著しく向上させることができる。
(もっと読む)
プリプレグおよび繊維強化複合材料
【課題】
取扱性が良好であり、特にゴルフシャフト等の管状体に適用した場合の製品の強度とフィーリングに優れた繊維強化複合材料を得るためのプリプレグを提供する。
【解決手段】
次の構成要素[A]と構成要素[B]からなることを特徴とするプリプレグ。
[A]引張強度が3.8〜5.5GPaであり、引張弾性率が180〜220GPaであり、そして引張伸度が2〜3%である炭素繊維束。
[B]エポキシ当量が1700以上の2官能エポキシ樹脂を、全エポキシ樹脂100重量%に対し、20〜50重量%含有するエポキシ樹脂組成物。
(もっと読む)
セルロース含有樹脂複合体
【課題】 耐熱性を満足しつつ、透明性に優れかつ線膨張率が小さい、樹脂材料を提供する。
【解決手段】 セルロースを含有する不織布(a)とセルロース以外の樹脂(b)とからなり、(a)成分が0.1重量%以上99重量%以下であり、(b)成分が1重量%以上99.9重量%以下であることを特徴とする複合体。セルロースを含有する不織布(a)の空孔がセルロース以外の樹脂(b)で充填されていることが好ましい。
(もっと読む)
繊維強化光学フィルム
光学体、例えば光学フィルムが、ポリマーマトリックス内に組み込まれた無機繊維を用いて形成される。幾つかの実施形態では、無機繊維及びポリマーマトリックスの屈折率は適合されている。繊維及びポリマーマトリックス間にはいずれの接着剤も必要ではない。無機繊維は、ガラス繊維、セラミック繊維、又はガラスセラミック繊維であってもよい。例えば、光学体を通過する光に光学的出力を提供するために、光学体の表面上に構造が提供されてもよい。その後固化されるマトリックス内に組み込まれる無機繊維の連続層を用いて、この体は、連続プロセスを使用して形成されてもよい。 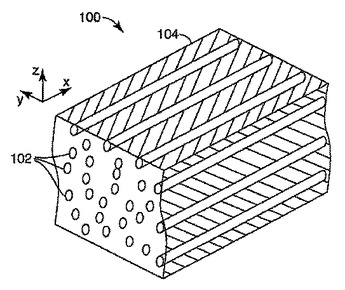 (もっと読む)
(もっと読む)
樹脂によりプレプレグする方法およびその方法により製造される新規なプレプレグ
実質上気孔を有しないプレプレグを形成する方法が開示される。本発明の方法によれば、強化材料は含浸用樹脂の温度より上の温度まで加熱される。形成されるプレプレグは実質上気孔を有しないし、そして有用な製品に成形されるとき長時間の圧密を必要としない。 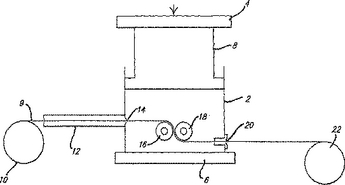 (もっと読む)
(もっと読む)
自己接着型プリプレグ用樹脂組成物の製造方法
【課題】 プリプレグの圧縮強度及び引張強度をバランス良く保持すると共に、ハニカムパネルに適用した場合のハニカムコアとの間の剥離強度を向上させる自己接着型プリプレグ用樹脂組成物の製造方法を提供する。
【解決手段】 複数種のエポキシ樹脂組成物及び熱可塑性樹脂を混合して重合させる第一ステ−ジング工程と、この第一ステ−ジング工程により得られたエポキシ樹脂組成物に新たな別のエポキシ樹脂組成物及び硬化剤を混合して重合させる第二ステ−ジング工程と、この第二ステ−ジング工程により得られたエポキシ樹脂組成物に新たなエポキシ樹脂、固形ゴム及び硬化剤を混合して最終組成物を得る。
(もっと読む)
複合材料用プリプレグ、および複合材料
【課題】室温乾燥下のみならず、湿熱環境下にあっても、高度の機械強度を発現する炭素繊維強化複合材料を与えるプリプレグ、およびそれから得られる炭素繊維強化複合材料を提供する。
【解決手段】次の構成要素[A]、[B]、[C]を必須成分とする複合材料用プリプレグであって、マトリックス樹脂が、測定周波数0.5Hz、測定温度50℃での動的粘弾性測定において、複素粘性率η*が10〜100000Pa・sの範囲にあることを特徴とする複合材料用プリプレグ。 [A]:炭素繊維からなる強化繊維 [B]:エポキシ樹脂 [C]:構造式(I)で表される構造単位を有するベンゾオキサジン化合物 (もっと読む)
(もっと読む)
FRP複合物を製造する方法

【課題】重トウ繊維を含む、低コストのFRP複合物を生成するプロセス、およびこれらの一様な含浸および効率的な結合方法を提供すること。
【解決手段】本発明による繊維強化プラスチック(FRP)複合物を製造する方法は、重トウ繊維に低粘度樹脂を含浸させるステップを含む。この方法は、レーストラッキングを排除し、安価で良好な性能のFRP複合物が得られる。
(もっと読む)
強化ポリマー
本発明はカーボンナノチューブ強化ポリマーの製造方法に関する。この方法は、以下のステップからなる:a)水性媒体中のカーボンナノチューブを、水溶性の第1のポリマーまたは水溶性の界面活性剤のいずれかを含む水溶性成分と接触させるステップ;b)ステップA)から生じる生成物を第2のポリマーの水性ラテックスまたは第2のポリマーの水溶性前駆体(1つまたは複数)のいずれかと混合するステップ;c)そのようにして得られた混合物から水を除くステップ;d)ステップC)からの生成物を、第2のポリマーが流動する温度に、または、第2のポリマーがその前駆体(1つまたは複数)から形成される温度に加熱するステップ;およびe)ステップD)の生成物を所望の形態に加工および/または固めるステップを含む。結果として、カーボンナノチューブは基本的にはその初期の縦横比を維持する。その結果、機械的特性および伝導度特性が改善される。 (もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料

【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】一方向プリプレグ原反を使用し、任意の希望角度を繊維方向とした長尺の繊維強化樹脂シートを製作する際に、シート全体で強度を確保したシートで繊維強化プラスチックを製造する方法を提供する。
【解決手段】樹脂を含浸させた一方向性連続繊維から成る繊維強化樹脂シート3、4´、5´、6´を積層し、互いに隣接して積層するシートのそれぞれの繊維方向1が交差する構造の繊維強化プラスチックを製造するに際して、繊維強化樹脂シート原反3として、長手方向2と繊維方向1とが一致する長尺の連続繊維3を使用し、この長尺連続繊維3の幅と略同一の長さWを切断間隔として、繊維方向1に対して所定の角度に、原反3を切断する第1工程と、切断した原反3から成る原反小片4を、それぞれ繊維方向1を揃えると共に切断間隔を長尺幅Wに合致させた状態で、繊維方向1の異なる長尺連続繊維3上に、連続して載置する第2工程と、連続載置した原反小片4から成る長尺体を、下地の長尺連続繊維3とともに、加熱及び加圧する第3工程とを順次行う。
(もっと読む)
成形用繊維強化難燃樹脂混合物および成形品
【課題】
機械特性、難燃性、射出成形時の流動性に優れた成形用繊維強化難燃樹脂混合物および射出成形品を提供することを目的とする。
【解決手段】
次の構成要素(A)〜(C)を含む成形用繊維強化難燃樹脂混合物。
(A)ペレットと実質的に同一長さの強化繊維を含む長繊維強化熱可塑性樹脂ペレット
(B)重量平均繊維長が0.1〜0.5mmの強化繊維を含む短繊維強化熱可塑性樹脂ペレット
(C)難燃剤
(もっと読む)
熱可塑性ポリエステル樹脂組成物及びその成形品
【課題】 強化繊維を含有しながらも金型転写性にすぐれ、成形品の表面光沢にすぐれ、電気・電子部品等に用いられる端子類のような金属インサートを有するインサート成形品に適用した場合の気密性にもすぐれたポリエステル樹脂組成物を提供する。
【解決手段】 熱可塑性ポリエステル樹脂30〜95重量部、強化繊維5〜70重量部(合計100重量部)を主成分とする原料を押出機で溶融混練し、製造されたペレット状樹脂組成物を、更に複数回押出機で溶融混練する。
(もっと読む)
炭素繊維樹脂組成物の製造方法
【課題】導電性と力学的性質に優れた、炭素繊維チョップドストランドと熱可塑性樹脂の組成物、及び、それを用いて成形した繊維強化複合材料を提供する。
【解決手段】炭素繊維ストランドの体積抵抗率Sbの平均値が1.4×10-3〜1.6×10-3(Ω・cm)の範囲にあり、そのバラツキが±6%の範囲にある炭素繊維チョップドストランドと、熱可塑性樹脂を混合し、繊維強化樹脂成形板としたときの表面電気抵抗R(Ω/□)が、5.0×10以下で、そのバラツキが±50%の範囲にあり、且つ、引張強度が80MPa以上である樹脂組成物によって課題が達成される。
(もっと読む)
樹脂組成物
【課題】 従来の自動車用外板にも適用可能な高い剛性(=弾性率)と低い線膨張係数を有する樹脂組成物を提供する。
【解決手段】 繊維と樹脂(樹脂C;ポリアミド6等)から構成される組成物であって、該繊維は充填材(カーボンブラック等)と樹脂(樹脂A;ポリアミド46等)からなる樹脂組成物であることを特徴とする繊維強化樹脂組成物。
(もっと読む)
複合材料用ガラス繊維及び複合材料
【課題】高い破壊靭性を有し、高い耐トラッキング性を有するという2つの性能を満足する繊維強化複合材料と、この複合材料に使用されるガラス繊維とを提供する。
【解決手段】本発明のガラス繊維は、オルガノポリシロキサンを含む集束剤で被覆された複合材料用ガラス繊維であって、オルガノポリシロキサンを構成する置換基が配位可能な位置の総mol数に対するメチル基のmol数が90%以上であることを特徴とする。また本発明の複合材料は、上記ガラス繊維を含有するものである。
(もっと読む)
天然繊維を含む複合熱可塑性シート
少なくとも1つの熱可塑性材料および多孔質コアの全重量の約20重量パーセント〜約80重量パーセントの天然繊維を含む多孔質コアを含むある例示としての実施形態の複合シート材。天然繊維は、ケナフ繊維、ジュート繊維、麻繊維、ヘンプ繊維、セルロース繊維、サイザル繊維、およびコイア繊維のうちの少なくとも1つを含む。 (もっと読む)
高弾性率耐候性ポリエステルカーボネート物品
高弾性率繊維及びレゾルシノールポリエステル又はレゾルシノールポリエステルカーボネート樹脂を含んでなる熱可塑性樹脂組成物からなる物品は、高い強度及び剛性を示すと共に、屋外環境に暴露した場合にも意外に良好な光沢及び色の保持率を示す。 (もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法
【課題】 長繊維強化熱可塑性樹脂成形材料と、熱可塑性樹脂(希釈樹脂)と、その他の成形品用副材料とをドライブレンドした際、分級が生じにくく、成形品の製造時においてホッパー詰まりの原因となる該成形材料の割れが極めて生じにくい長繊維強化熱可塑性成形材料の製造方法を提供する
【解決手段】 複数本の補強用繊維を並列させて熱可塑性樹脂を含浸させる含浸工程と、こうして得られた長繊維強化熱可塑性樹脂ロッドを回転式の切断刃を有する切断装置で切断するカッティング工程とを有する長繊維強化熱可塑性樹脂成形材料の製造方法であって、前記カッティング工程において、前記長繊維強化熱可塑性樹脂ロッドの温度を、50℃〜(前記熱可塑性樹脂の融点−10℃)に調整し、前記回転式の切断刃の周速を200m/分以下として、切断片長(L)3〜6mmに切断する。
(もっと読む)
ガラス繊維強化ポリマー組成物
本発明は、改良された機械的性質を有する長いガラス繊維強化ポリマー組成物、および前記組成物から製造される成形物体に関する。 (もっと読む)
161 - 180 / 191
[ Back to top ]