
Fターム[4F100EJ19]の内容
積層体 (596,679) | 処理、手段 (27,097) | 機械的処理 (7,566) | 加圧 (2,048) | 連続的加圧(連続式製造) (410) | ローラプレス (334)
Fターム[4F100EJ19]に分類される特許
161 - 180 / 334
吸収性物品用の表面シート及びその製造方法
【課題】液の引き込み性に優れ、また、経血や柔便等の高粘性物を着用者の肌から迅速に引き離すことのできる、吸収性物品用の表面シートを提供すること。
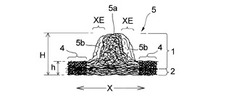
【解決手段】吸収性物品の肌当接面に用いられる表面シート10であって、互いに積層された第1不織布1及び第2不織布2が部分的に熱融着されて熱融着部4が形成されており、第1不織布1は、前記熱融着部4以外の部分が、着用者の肌側に突出して多数の凸部5を形成しており、前記凸部5及び熱融着部4は、交互に且つ一列をなすように配置され且つ該列が多列に配置されており、少なくとも一部の前記凸部5は、第1不織布1の繊維配向方向(X方向)における一端部又は両端部に、該繊維配向方向の中央部5aの繊維密度より繊維密度が低い疎繊維部分5bを有している。
(もっと読む)
成型ハニカムを製造する方法及びその方法により製造されたハニカム
本発明は、ハニカムを製造する方法であって、ハニカムが、ハニカムの面を形成するエッジを有するセルを含み、面は、複数の点で画定され、かつ曲率のある領域を有し、点の少なくとも2つが、異なる接平面に位置しており、
a)融点が120℃〜350℃の5〜50重量部の熱可塑性材料と、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する50〜95重量部の高弾性率繊維とを、壁中の熱可塑性材料と高弾性率繊維との総量に基づいて含む複数のシートを、接着剤の平行な線に沿ってボンディングする工程と、
b)ボンドされたシートを、シートの面に垂直な方向に引き離して、セルを有するハニカムを形成する工程と、
c)ハニカムを加熱して、熱可塑性材料を軟化する工程と、
d)ハニカムを、曲率のある領域を有するモールド内または型上で、曲げる、成型する、または成形する工程と、
e)モールドまたは型の曲率のある領域の形状を保持するためにハニカムを冷却する工程とを含む方法に関する。
ハニカムを製造する他の方法は、ハニカムを樹脂で含浸し、B段階とする、かつ/または硬化する工程を含む。
本発明はまた、曲率のある領域におけるハニカムセルの25パーセント未満が180°を超える凹角を有する、本方法により製造された成型ハニカムにも関する。
(もっと読む)
ポリ(パラフェニレンテレフタルアミド)紙を脂肪族ポリアミドバインダーと共に含むハニカム及びそれから作製された物品
本発明は、紙を含むセルを有するハニカムに関し、一実施形態において、紙は、3〜30重量部の脂肪族ポリアミドバインダーと、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する70〜97重量部のポリ(パラフェニレンテレフタルアミド)繊維とを、紙中の脂肪族ポリアミドバインダーとPPD−T繊維の総量に基づいて含み、紙の平均比引張り指数が60(lbs/in)/opsy(310Nm/g)以上である。他の実施形態において、ハニカムは、30〜50重量部の脂肪族ポリアミドバインダーと、1デニール当たり600グラム(1dtex当たり550グラム)以上の弾性率を有する50〜70重量部のポリ(パラフェニレンテレフタルアミド)繊維とを、紙中の脂肪族ポリアミドバインダーとPPD−T繊維の総量に基づいて含み、紙の平均比引張り指数が60(lbs/in)/opsy(310Nm/g)以上である。他の実施形態は、上述のハニカムを含む物品を含み、かかる物品としては、パネルや空力構造物が挙げられる。 (もっと読む)
成形同時加飾用シート及びこれを用いた加飾成形品の製法

【課題】表面に微細な凹凸模様を有する加飾成形品を製造する際に用いる成形同時加飾用のシートであって、加飾用シートそれ自身を製造する際、或いは、該シートを用いて加飾成形品を製造する際に熱や圧力を受けた場合でも、また、絞りの深い形状の製品に微細な凹凸模様を形成する場合でも、凹凸が変形したり消失したりすることなく所望通りの凹凸を確実に形成することのできる成形同時加飾用シートを提供すること。
【解決手段】片面の少なくとも一部にエンボス加工が施された熱可塑性樹脂製剥離シートのエンボス加工面側に熱可塑性基体シートが積層され、且つ該基体シートの剥離シート積層面とは反対側の面には加飾層が形成された成形同時加飾用シートである。
(もっと読む)
積層板の連続製造方法および装置
【課題】本発明の目的は、成形性に優れ、反り等のバラツキが少なく、耐熱性、熱膨張性および難燃性に優れた積層板を、生産性が高く低コストで連続的に製造する方法および装置を提供することである。
【解決手段】シート状繊維基材供給部1から供給されたシート状繊維基材2は、送りロールを用いて予備加熱装置6で予備加熱されながら鉛直方向に移送される。また、金属箔供給部3から送りロールを用いて接着性樹脂層を有する金属箔4が供給される。シート状繊維基材2と接着性樹脂層を有する金属箔4とは、表面が弾性材料で構成されたラミネートロール5間を通過させることにより加熱加圧成形される。成形された積層板は、冷却ロール7により所定温度まで冷却され、巻き取りロール8で巻き取られる。これらの工程は減圧下で実施される。上記装置一式は真空ボックス中に設置され、好ましくは、台車10の上に設置される。このようにして積層板を連続的に製造する。
(もっと読む)
偏光板および液晶表示装置
【課題】干渉縞等の光の干渉による視認不良の無い、耐擦傷性に優れ、高温高湿環境下においても偏光子と保護層とが剥離せず、高い偏光度を維持できる、液晶表示装置等に好適な偏光板を提供する。
【解決手段】熱可塑性樹脂層がk個(kは2以上の整数)積層されてなり、且つ第i番目の熱可塑性樹脂層の380nm〜780nmの範囲の波長λにおける屈折率ni(λ)及び第i+1番目の熱可塑性樹脂層の380nm〜780nmの範囲の波長λにおける屈折率ni+1(λ)が式〔1〕(ただし、iは1〜k−1の整数を表す。)の関係を有する保護層と、偏光子とが、脂肪族エポキシと、脂環式エポキシ及び/又はオキセタンと、光重合開始剤とを含む光カチオン硬化型接着剤を介して積層されてなる、偏光板。
(もっと読む)
補強布及びこれを用いた化粧材
【課題】製造過程において、木質単板に見栄えを損なうような割れや皺が発生することを抑制することができるようにすること。
【解決手段】化粧材10は、補強布12と、一方の面に補強布12がロールプレスで貼着された木質単板11とを備えて構成されている。補強布12は、織布14と、この織布14の木質単板11に相対する面に散在するように設けられた点状の接着剤15とを備えている。織布14は、みかけヤング率が0.025kN/mm2〜0.300kN/mm2に設定されている。接着剤15は、最大幅が0.05〜0.3mmの平面形状に設けられ、15〜45個/inchに設定されている。
(もっと読む)
染色及び溶接された微細多孔質層を有する通気性で防水性の布帛
空気透過性を制御しながら高MVTRを保持する能力を有する複合ウィンドバリア布帛。布帛は、布帛層に対面する関係で任意で溶接されたナノ繊維層を有する。任意で、ナノ繊維層に隣接して対面する関係で、そしてナノ繊維層の第1の布帛層とは反対側に第2の布帛層が溶接される。布帛は、約25cfm/ft2以下のFrazier空気透過率と、約500g/m2/日よりも大きいMVTR(ASTM E−96B法による)とを有する。ナノ繊維層は、その表面の一部で布帛層に溶接される。 (もっと読む)
易剥離性粘着テープの製造方法
【課題】剥離帯電を防止し、印刷領域の強度が大きい、自背面巻き取り型の易剥離性粘着テープの製造方法を提供すること。
【解決手段】長尺状の基材シート1に剥離処理層2を形成し、該剥離処理層2上に、帯電防止性を有する印刷インキをパターン印刷して連続した層状に非粘着性の印刷領域3を形成し、次いで、前記基材シート1の他面に粘着剤を塗工・乾燥し、粘着剤層4を形成して、易剥離性粘着テープ中間体を作成し、次いで、前記易剥離性粘着テープ中間体を巻芯5に巻き取った後、圧着ロールで前記易剥離性粘着テープ中間体を押圧して、該印刷領域3を該粘着剤層4の方に接着させ、次いで、剥離処理層2、基材シート1、粘着剤層4及び印刷領域3が順に積層されるように、再び巻き取ることにより製造する。
(もっと読む)
消臭抗菌シート及びそれを用いたフィルター材
【課題】本発明の課題は、消臭性、抗菌性、剛性に優れた消臭抗菌シートを提供する。
【解決手段】
中間層が吸着剤と、ホットメルト樹脂との混合体層で形成され、上下層の熱可塑性合成繊維不織布の少なくとも一方から加熱処理して接合されてなる複合不織布に於いて、該熱可塑性合成繊維不織布の少なくとも一方に光触媒が0.1〜5g/m2以上塗布され、該中間層に吸着剤が10〜300g/m2以上、ホットメルト樹脂が10〜300g/m2以上からなり、該複合不織布の目付が50〜400g/m2、通気性が0.1〜250cc/cm2/sec以上である消臭抗菌シート。
(もっと読む)
伸縮性シートの製造方法およびこれを用いた使い捨て着用物品
【課題】シートを破断させるおそれなくシートに挟まれた伸縮部材を切断できるようにする。
【解決手段】上記上下両シートの少なくとも一方にホットメルト接着剤を塗工して、上下両シート930,910間に伸縮部材920を伸長状態で挟み込んで積層体940となし、凸部961群が配設されたエンボスヒートロール950と、対向ロール960との間に、前記積層体40を通過させ、エンボスヒートロール950の上記凸部961群により、上下シート930,910をヒートシールしてシール部を形成すると共に、このシール部に存在していた伸縮部材920を加熱して切断する。
(もっと読む)
プラスチック中空板の製造方法および製造装置
【課題】多数のキャップ状突起をもつキャップシートの両側に、平坦なシートが貼り合わされた構造の三層構成のプラスチック中空板の製造方法の提供。
【解決手段】真空成形ロールによりプラスチックシートを成形してキャップシートを形成すること、キャップシートのキャップ底部にバックシートを貼り合わせ、二層の中間製品を形成すること、および中間製品のキャップ頂部を連ねてライナーシートを貼り合わせ、三層構成の製品とすることからなる製造工程において、真空成形ロールからの中間製品の剥離が、ロールの一方の端において他方の端より遅くなった場合は、遅くなった側の側縁を把握して移送するテンター7A,7Bの走行速度を一時的に速めて剥離の遅れを回復する。製造過程において生じる、真空成形ロールの部分による温度差に起因する、中間製品の剥離の遅速がもたらす面方向の歪みを解消して製品に生じる反りを防止することができる。
(もっと読む)
容器蓋材およびその製造方法
【課題】本発明は、内容物充填した容器を密封するためのシール性能と容易に容器蓋を開封することのできる易剥離性能と、容器蓋剤表面に内容物が付着することを防止する性能を併せ持ったヒートシール層を含む容器蓋剤を提供する。
【解決手段】基材とヒートシール層とを含んでなる容器蓋材であって、
基材の容器内容物側にヒートシール層が形成され、前記ヒートシール層の表面粗さが平均で0.8μm以下であり、また表面粗さが最大で7.0μm以下であり、かつ、ヒートシール層を構成するヒートシール剤が、ワックス(A)40〜48重量%、エチレン−不飽和エステル共重合体(B)31〜46重量%、粘着付与剤(C)5%〜19重量%、及びシリコーン(D)0〜2重量%からなる容器蓋材。
(もっと読む)
表示体カバー用樹脂積層体
【課題】
携帯電話など産業用電子機器の表示体保護カバーとして、厚さ0.8mm未満であっても、優れた鉛筆硬度、耐衝撃性および打ち抜き加工性を有し、また印刷や蒸着加工時にも反りや外観不良など発生の少ない表示体カバー用樹脂材料を提供する。
【解決手段】
厚さ0.35mm〜0.75mmの耐衝撃アクリル樹脂シートの少なくとも片面に、少なくとも2官能ウレタンアクリレートを3重量%以上含有する紫外線硬化型樹脂からなる塗膜層を2〜12μmの厚さにて積層した表示体カバー用樹脂積層体とする。
(もっと読む)
シートラッピング製品の製造方法及び装置
【課題】板状の基材の天面及び4側面を1枚のシートで、見栄えよく覆った構成のシートラッピング製品の製造方法及び装置を提供する。
【解決手段】基材2の天面にシート3を貼り付け、コーナー部に切り欠き4を形成してシートの4辺に、切り欠きで互いに切り離された第一側面貼付片3bと第二側面貼付片3cを形成し、その基材2を第一側面貼付片3bに平行なY方向に搬送しながら、両側に位置する第一側面貼付片3bを基材側面2bに巻き込んで貼り付け、次いで、基材を第一側面貼付片3bに直角なX方向に搬送しながら前側の第一側面貼付片両端の突出部3bcをコロ46で基材側面2cに貼り付け、その後、基材2を反対方向に搬送しながら、進行方向に関して前側の第一側面貼付片両端の突出部3bcと両側の第二側面貼付片3cを基材側面2cに巻き込んで貼り付け、基材2の天面及び4側面をシート3で覆ったシートラッピング製品を製造する。
(もっと読む)
偏光板の製造方法
【課題】加熱乾燥工程終了直後に十分な接着強度を有し、しかも他工程で使用可能な偏光板を製造する方法を提供すること。
【解決手段】ポリビニルアルコール系偏光子の両面にポリビニルアルコール系水性接着剤を介してノルボルネン系保護フィルムが貼着されてなる偏光板の製造方法において、ポリビニルアルコール系水性接着剤中のポリビニルアルコール成分が水100重量部に対して1.0〜2.5重量部であり、該ポリビニルアルコール系水性接着剤を塗布した後、前記偏光子と保護フィルムとを重ね合わせ、次いで前記偏光子と保護フィルムの合計厚みの25%〜70%になるように間隙を調節したニップロールを通過させ、しかる後に加熱乾燥させることを特徴とする偏光板の製造方法。
(もっと読む)
車両用内装部品およびその製造方法
【課題】プライマーを用いることなく、可塑剤を含む樹脂製の表皮材とポリプロピレン樹脂製の基材との接着力を容易に高めることのできる車両用内装部品およびその製造方法を得る。
【解決手段】ポリプロピレン樹脂製の基材6の表面に不織布7を貼り合わせた不織布積層基材8と、可塑剤を含む樹脂製の表皮材9とをニトリルゴム系接着剤層12を介して接着した。
(もっと読む)
車両用内装部品およびその製造方法
【課題】プライマーを用いることなく、ポリプロピレン樹脂製の基材の表皮材余長部巻き込み部での表皮材と基材との接着力を高めることのできる車両用内装部品およびその製造方法を得る。
【解決手段】可塑剤を含む樹脂製の表皮材9の裏面側にニトリルゴム系接着剤層12を形成し、前記表皮材9を、前記ニトリルゴム系接着剤層12を介してポリプロピレン樹脂製の基材6の表面側に不織布7を貼り合わせた不織布積層基材8に接着するとともに、前記表皮材9の余長部15の前記ニトリルゴム系接着剤層12と前記不織布積層基材8の端縁部16のいずれか一方の裏面側にクロロプレンゴム系接着剤層14を形成し、前記表皮材9の余長部15を前記不織布積層基材8の端縁部16の裏面側に巻き込み、前記ニトリルゴム系接着剤層12およびクロロプレンゴム系接着剤層14を介して不織布積層基材8の端縁部16に接着した。
(もっと読む)
フレキシブル金属積層板の製造方法
【課題】簡易な方法で保護材料に付着する異物を効果的に除去し、異物欠点の少ない外観品質に優れたフレキシブル金属積層板の製造方法を提供する。
【解決手段】耐熱性接着フィルム2の少なくとも片面に、熱ロールを用いて連続的に金属材料を熱圧着するフレキシブル金属積層板5の製造方法であって、保護材料3を導電性粘着ロール8で処理する工程、該保護材料3を前記熱ロールと前記金属材料との間に配置して耐熱性接着フィルムと金属材料を熱圧着する工程を有することを特徴とするフレキシブル金属積層板5の製造方法。
(もっと読む)
積層体の製造装置及び製造方法
【課題】 不良品の発生率を低下させつつ曲面部の曲率半径が極めて小さな積層体を得ることができる積層体を提供する。
【解決手段】 本積層体50は、基材51の表面及び側面に化粧材52を積層してなる積層体であって、前記基材の角側には第1切欠部53が形成されており、前記化粧材の裏面側の該第1切欠部と対応する部位には円弧状部を有する第2切欠部54が形成されており、該化粧材が該第2切欠部の該円弧状部で折り曲げられていることを特徴とする。
(もっと読む)
161 - 180 / 334
[ Back to top ]