
Fターム[4F201AH55]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 丸形容器(←びん、ジャー、タンク) (160)
Fターム[4F201AH55]に分類される特許
41 - 60 / 160
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
発泡プラスチック成形体及びその製造方法

【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
生分解性成形体及びその成形体を用いた容器
【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
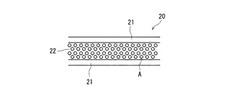
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 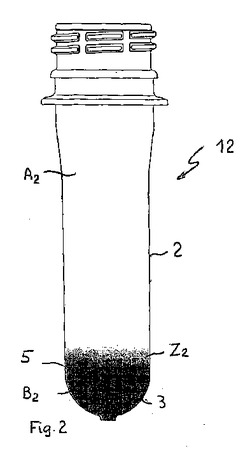 (もっと読む)
(もっと読む)
プラスチック・コンテナのためのプレフォーム、および、プレフォーム・ホルダ
本発明は、特に加圧された飲料向けの缶の形のプラスチック・コンテナのためのプレフォーム、および、コンテナ製造工程におけるプレフォーム・ホルダに関するものである。プレフォーム(10)は、薄い外側フランジ(4)で終端する首(3)を有する本体(1)から構成される。サポート・フランジ(6)が首(3a)の内側の壁の上に形成される一方で、首(3b)の外側表面は均等である。プレフォーム・ホルダは、ポケット(13)を備えた本体(11)を含む。ポケットは、弾力的な型締リング(15)で本体(11)に固定された移動できるように固定された締金(14)を収容する。締金(14)は、プレフォーム(10)の薄い外側フランジ(4)が載置される座部(17)を通じて達する歯(16)で各々終端する。座部(17)の内側の側壁は、プレフォーム(10)のサポート・フランジ(6)を収容するためにそれに刻まれた溝(19)を有する。 (もっと読む)
ポリエチレンテレフタレート樹脂ペレットおよびそれを用いて得られる成形体
【課題】溶融成形において低温での成形が可能であり、アセトアルデヒドなど副生成物の生成量を少なくできるポリエチレンテレフタレート樹脂ペレットおよびそれから得られる成形体を提供すること。
【解決手段】ポリエチレンテレフタレート樹脂ペレットは、(A)テレフタル酸を除くジカルボン酸成分およびエチレングリコールを除くグリコール成分を、共重合モノマー単位として合計で1.5〜6.0モル%含有し、(B)固有粘度(IV)が0.70〜1.10dl/gの範囲にあり、(C)結晶化度が55〜60%の範囲にあり、(D)球晶の径が5μm以下であるポリエチレンテレフタレート樹脂からなる。
(もっと読む)
プリフォーム検査装置
【課題】プリフォームが連続して供給されず間引き状態で供給されるためプリフォームを吸着できない吸着ヘッドがあっても、プリフォームを吸着している吸着ヘッドの真空圧を低下させることがないプリフォーム検査装置を提供する。
【解決手段】プリフォーム1の口部1aを真空吸着する複数の吸着ヘッド25と、複数の吸着ヘッド25を自転させながら公転させるメインロータ20と、各吸着ヘッド25と真空源とを断続的に連通させるロータリバルブ50とを備え、自転するプリフォーム1をカメラで撮影して検査するプリフォーム検査装置において、各吸着ヘッド25とロータリバルブ50とを結ぶ経路に、吸着ヘッド25からロータリバルブ50に向かうエアの流れを抑制する逆止弁機構28を設けた。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 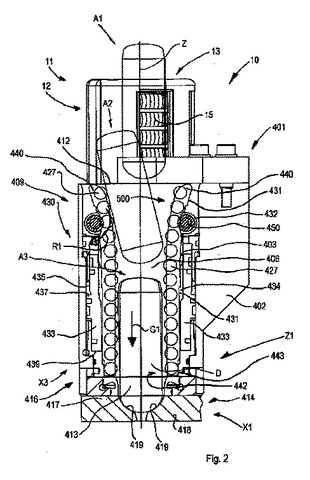 (もっと読む)
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
ポリ乳酸製品の後処理
ポリ乳酸製品を製造するための方法が提供される。当該方法は、ポリ乳酸を含む製品を提供する段階、担体支持システムを用いて当該製品を支持する段階、および熱で当該製品を硬化させる段階を含み得る。当該製品を硬化させる段階は、当該製品の1つ以上の特性を改善するのに効果的である。改善した特性を有するポリ乳酸を含む製品も提供される。ポリ乳酸を含む容器を提供し、当該容器は担体支持システムによって支持されている間、熱で硬化されている段階、飲料原料を当該容器内に入れる段階、温液を当該容器内に入れる段階、当該飲料原料および温液を当該容器内で調合して飲料を作る段階、および当該容器から当該飲料を取り出す段階を含む、飲料を調製するための方法も提供される。 (もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
プラスチックボトルの口部の結晶化方法及び結晶化装置
【課題】内容物の充填作業においてホットフィルを行う場合においても、ボトル口部と打栓キャップとの密封性を保つことができる耐熱変形性をボトルの口部に対して付与することができ、なおかつ結晶化方法を極めて簡単な方法とし、その方法を実施するための装置も、従来の装置に比べて構造を簡略化できるようにする。
【解決手段】結晶性樹脂で成形され、ボトルネックに打栓キャップを装着するタイプのプラスチックボトルの口部の結晶化方法であって、プリフォームPまたは二軸延伸ブロー成形後の成形ボトルのボトルネックを構成する口部10の天面11に所要温度に加熱した加熱部材50を接触させて、該天面11または天面11を含む天面近傍のみを加熱して結晶化する。
(もっと読む)
ポリエステル包装材料中における有機物質濃度の置換シクロデキストリン化合物による低下
【課題】熱可塑性ポリエステル樹脂によるボトル製造において、アルデヒド物質を含む反応性有機物質の形成を防止できるかまたは捕捉することができる熱可塑性樹脂に分散させた活性物質、及び熱可塑性飲料容器、チップ、プリフォーム等を製造する方法を提供する。
【解決手段】ポリエステルチップを製造する方法であって、(a)溶融ポリエステルを含むストリームを出口オリフィスを有するプロセスデバイスを通過させること、(b)置換シクロデキストリン化合物を液体を形成させること、(c)該液体を該プロセスデバイス中混合手段の近くで溶融ポリエステルのストリーム中に導入して、処理ストリームを形成すること、及び(d)該処理ストリームを該オリフィスを通過させ、該ポリエステルチップを形成する方法。
(もっと読む)
ドーズを移送するための装置
流動性材料のドーズ(D)から物体を形成するための形成手段(2,6)と、この形成手段(2,6)へ前記ドーズ(D)を移送するための移送手段(10)とを備え、前記移送手段(10)が前記ドーズ(D)を受け入れるための凹所(306;606;13)を有する装置であって、前記凹所(306;606;13)内には、前記移送手段(10)の内部で前記ドーズ(D)を案内するための転動手段(315;615;15;115;215;415)が設けられている。  (もっと読む)
(もっと読む)
プリフォーム圧縮成形方法
【課題】容器などをブロー成形するためのプリフォームを圧縮成形する際、押出装置から押し出される溶融樹脂がドローダウンすることを防止するとともに、成形性に優れたプリフォームを成形するプリフォーム圧縮成形方法を提供すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型31内に、溶融樹脂塊61を投入する投入工程と、メス型31内にオス型32を挿入し、メス型31に投入された前記溶融樹脂塊61を圧縮することによってプリフォームを生成する圧縮工程とを備えている。溶融樹脂塊61を構成する樹脂材料は、ポリプロピレンまたはポリエチレンからなっている。
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわ、とりわけカッターマークに起因するしわが防止されたプリフォームを生成すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォーム60を生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方を回転させながらメス型1内にオス型2を挿入する。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
41 - 60 / 160
[ Back to top ]