
Fターム[4F201AH55]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 丸形容器(←びん、ジャー、タンク) (160)
Fターム[4F201AH55]に分類される特許
141 - 160 / 160
プレフォームのネックリングを冷却するための冷却回路
プレフォームのネックリングのための冷却回路が、二部になったネックリングを設けることによってネックリングの表面に合致する。第1の部分はネックリングを支持し、ネックリングインサートに強度及び耐久性を提供する。第2の部分は、高熱伝導性金属が含浸された多孔性鋼で形成され、プレフォームのネックリングの周囲にほぼ均等な冷却を提供する冷却チャネルを備える。 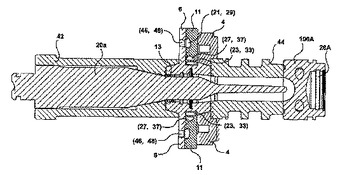 (もっと読む)
(もっと読む)
中空のプラスチック予備形成物の製造方法、プラスチック容器の製造方法、その表面上に可視的図案模様を含むプラスチック予備形成物及び容器
本発明は、その表面上に可視的図案模様(7)を含むプラスチック容器(6)を吹込み成形するのに適した中空のプラスチック予備形成物(1)の製造方法に関し、またプラスチック予備形成物で生産されたプラスチック容器に関するものである。本発明の方法は、完成した容器上に異なる審美的効果を達成することを許容し、加えて、これらの容器に滑り防止特性及び/又は心地よい触感を付与してもよい。 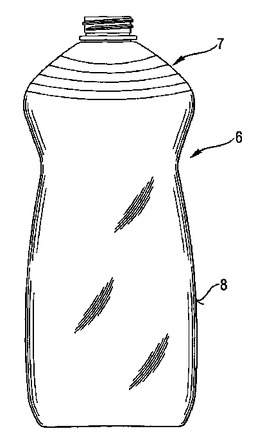 (もっと読む)
(もっと読む)
取出しおよび冷却システムおよびその方法

取出しおよび冷却の方法および装置は、プラスチック成形品を成形機から冷却ステーションまで、さらに冷却ステーションを経て搬送するものであり、好ましくは、主支持体を有する取出し装置と、該主支持体によって担持される、エンドレス経路内を移動するコンベヤーと、該支持体近傍のカムと、該コンベヤーによって担持されて該コンベヤーと共に該エンドレス経路に沿って移動する、該カムの輪郭に応動して該支持体に対する該アームの位置を変更する従動子を含む複数のアームと、各アームによって担持される少なくとも1つのホルダーを含む。各ホルダーは、少なくとも1つの成形品を収容して運んで、成形品の搬送を助長し、可撓性かつ弾性のものであって、該ホルダーの少なくとも一部の、関連するアームに対する相対移動を可能にする。 (もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 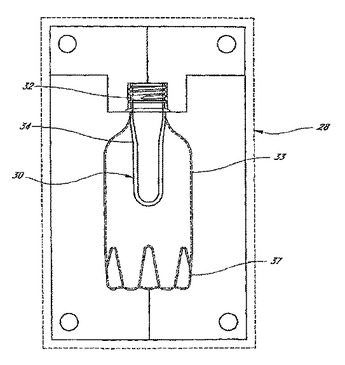 (もっと読む)
(もっと読む)
ペレットの移送装置と移送方法
プラスチック材装入物を、金型キャビティ(24)のある金型を持つ成形機に移送する装置。この移送装置は、軸(56)を中心として回転するハブ(66)、このハブから概ね半径方向に延びて、軸(56)を中心として、ハブ(66)とともに回転する少なくとも1つのアーム(70)、および、アーム(70)に動作可能に結合されて、ハブ(66)とアーム(70)が軸(56)を中心として回転するときに、軸(56)に関して、或る進路に沿ってアーム(70)を移動させるカム・システム(74)を含む。一実施形態では、アームの少なくとも一部は、この進路の一部の期間中、軸(56)に平行な平面に沿って移動する。  (もっと読む)
(もっと読む)
プラスチック製品の成形
従来のタイプの射出成形型装置に使用される、複合成形型装置は、射出成形型装置の圧盤(12)に設けられる複合モールドの半分部(10)からなっている。各モールドの半分部(10)は、プリフォーム成形のための射出成形キャビティ(16)の列や、プリフォームをブロー成形した製品にする延伸ブロー成形のためのブロー成形キャビティ(18)の列を備えている。それぞれのキャビティ(16)と(18)は共通のモールド分割方向に開くように、配列されている。  (もっと読む)
(もっと読む)
多層合成物体

本発明は、厚みEを有する壁を形成し、また物体構造を形成し、かつその容積の少なくとも80%を構成する第一の樹脂と、第一の型の樹脂中に別々に封入される少なくとも二つの機能層を形成する第二の樹脂を具備する多層軸対称の物体に関する。独創的な多層構造体は、(a)機能層が物体の別々の部分に配分されることと、(b)機能層が物体の対称軸上で心出しされた回転体を形成することと、(c)二つの機能層が前記壁に垂直な方向において一部重複されることを特徴とする。 (もっと読む)
凹面を有する多層ドーズ
本発明は、対称軸を有し、かつ多層物体を製造するために使用されるドーズに関する。独創的なドーズは、第一の合成樹脂と、前記樹脂中に少なくともその大部分を封入された少なくとも一つの薄い機能性樹脂層を具備し、またその表面の一部が凹面の形に具体化されることを特徴とする。  (もっと読む)
(もっと読む)
不正開封防止型の閉鎖体
ボトルをブロー成形することができるプリフォーム(90)を開示する。プリフォームは、本体と、本体を囲むフランジ(92)と、本体から突出するバンド(94)とを含む。フランジ(92)と、バンド(94)と、フランジ(92)上の本体の部分とがトラフ(106)を画成する。キャップ(102)が嵌められると、弱化線(108)に沿ってキャップのスカートの残りに結合するリング(112)、さらに、弱化線及びスカート(104)の残りの隣接する部分がトラフに入る。バンド(94)は、リング(112)上に熱収縮される。 (もっと読む)
特に食品包装用プラスチック容器の予備成形品
本発明は食品包装用のプラスチック容器を製造するための予備成形品に関し、特に二重継ぎ合せにより金属製の蓋部で気密封止できる吹込成形薄壁容器に関する。予備成形品(1)は本体部(4)と凸状半球底部(6)とを含む。本体部(4)は、厚みを有する縁部(5)において終端する突縁部(3)で囲まれ、円筒状の首部(2)に向かって広がる円錐形状を有する。好ましくは内部本体部表面(4)が円筒状の首部に向かって広がる角度(α)は、外部本体部表面(4)が上方に開く角度(β)より大きく、かつ円筒状の首部(2)の厚み(g2)は、底部(6)の厚み(g3)より薄い。
 (もっと読む)
(もっと読む)
ハンドル一体型PET容器システム
本発明は、容器を形成するための予成型体に関するものであって、容器が、配向可能な可塑性材料から形成され、容器が、ブロー成型されたときには中空ハンドルを備えるものであり、予成型体が、成型構造を備え、この成型構造が、ネック部分と、このネック部分よりも下方に位置した膨張可能部分と、予成型体の少なくとも第1端部のところにおいて一体的に連結された配向可能な可塑性材料からなる中空ハンドル部分と、を有し、中空ハンドル部分が、容器が形成された際に中空ハンドルを構成するものとされ、中空ハンドル部分の内表面が、膨張可能部分の内表面を対して連続的なものとされている。  (もっと読む)
(もっと読む)
耐剥離性多層容器、プリフォーム、製品および製法
プラスチック容器、プリフォームまたは製品は、少なくとも1層のマトリックス樹脂、少なくとも1層のバリア樹脂ならびにバリア層とマトリックス層との結合を促進するためにバリア樹脂および/またはマトリックス樹脂にブレンドされる付着促進物質を有する多層壁を含む。マトリックス樹脂は好ましくは、エステル含有樹脂、さらに好ましくはPETなどのポリエステルである。接着促進物質には、複数の利用可能な1級、2級または3級アミン基を有するアミンポリマー、好ましくはイミンポリマーが含まれる。アルキレンイミンポリマー、特にポリエチレンイミンポリマーが好ましい。 (もっと読む)
プラスチック部材の調整装置及びプロセス
予備成形品(5)を調整するために多くのホルダ(7)に合うような面を有することを特徴とする冷却タレット(6)から成る、プラスチック予備成形品(5)を調整するための装置及びプロセス。このタレットは、水平軸(X)の周囲を回転し、予備成形品を金型から降ろすアーム(3)の下にある上部分と、予備成形品(5)をタレット(6)から抜き取るためのテーブルの近くにある下部分と、の間を垂直に横切る。タレットの構造は、二つの平行しているバー(18、19)、及びホルダ(7)の基礎部が取り付けられた幾つかの連結プレート(14)、から成る。  (もっと読む)
(もっと読む)
プラスチック製物体用射出成形装置及び方法
【課題】 プラスチック製プレフォーム(5)型成形装置及び方法を提供する。
【解決手段】 本装置は、複数の射出成形キャビティが設けられた射出成形金型、プレフォーム(5)を金型から取り出すための、ギロチン状把持エレメントが設けられた、プレフォームを把持するため、開放位置の金型半部間に存在する空間と外部位置との間を移動するアーム(3)、及びプレフォーム(5)の調整を行うための一群のカップ(7)が面に設けられた冷却タレット(6)を含み、このタレットは、水平軸線を中心とした回転移動及び抜き出しアームの下のプレフォームを受け取るための比較的高い位置とプレフォーム(5)の抜き出しテーブルと対応する下位置との間での垂直方向並進移動を行い、抜き出しテーブルには、プレフォームのリング(9)の下を把持し、カップ(7)から抜き出すための歯形状制限部が設けられた長さ方向スロットが設けられている。
(もっと読む)
プラスチック部材を抜き取る装置及びプロセス
ホルダからプラスチック予備成形品(5)を抜き取る装置及びプロセス。前記装置はプレート(23)を有し、これは相互に平行に位置決めされた直線のスリット(26)を特徴としており、支持テーブル(20、21)に取り付けられる。各スリット(26)は、広い方の区間及び予備成形品のリング(9)の直径より小さい幅(L2)を有する狭窄部(29、30)を有し、従ってリング(9)は、広い方の区間を通してスリット(26)に取り付けることが出来る。狭窄部がリングの下に位置決めされるまで、プレート(23)が特定の長さだけ方向「D」に移動し、従って予備成形品は、ホルダからプレートを離すことによって取り外される。  (もっと読む)
(もっと読む)
容器予備成形物の連続生成
吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
ポリテトラフルオロエチレン処理
1枚以上のPTFEフィルムが、20時間を超える時間、摂氏150度(℃)を超える温度に加熱され、次に、PTFEフィルムが冷却される。PTFEフィルムは、200℃を超えて250℃未満の温度に、最も好ましくは約228℃の温度に加熱してもよい。PTFEフィルムは、50時間を超える間か、または最も好ましくは約100時間、一定の温度に維持してもよい。PTFEフィルムは、熱処理可能なPTFEフルオロポリマーフィルムであってもよく、また多数の熱影響部を有してもよい。熱影響部は、熱処理の前後に作られてもよい。一般に熱影響部は、通常は圧力下で2枚以上のPTFEフィルムを一緒に溶接することによって、もたらされる。被熱処理ポリテトラフルオロエチレン(PTFE)フルオロポリマーが熱処理されるべき「最適」温度および「最適」期間が決定される。 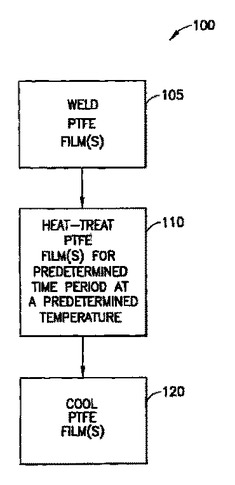 (もっと読む)
(もっと読む)
合成樹脂容器用の予備成形物の圧縮成形方法及び装置
本装置は、装填材料(8)を装填した金型キャビティ(20a)内に成形パンチ(15)を加圧挿入することにより合成樹脂容器用の予備成形物(9)を圧縮成形するものであり、予備成形物(9)は、突起を備えた上方首部(91)と上方首部(91)の下方に位置する中空体(92)とを備えている。本装置は、各々予備成形物(9)の中空体(92)の外側面を形成するようにされた多数の第1型構成要素(21)を備え、各第1型構成要素(21)は、予備成形物(9)を圧縮成形するため各第1型構成要素(21)内に上記パンチ(15)を加圧挿入することにより作動される。各々上方首部(91)の外側面を形成するようにされた第1型構成要素(21)の数に等しい数の多数の第2型構成要素(22)が設けられ、第2型構成要素(22)の各々は、第1型構成要素(21)と組合わされて固定され、上記第2型構成要素(22)は、予備成形物(9)を取り出すように分離される少なくとも二つのセクター(23)に分割される。本発明の方法によれば、第2型構成要素は、金型キャビティ内に装填材料を供給する段階中、第1型構成要素と組合わされ、上記第2型構成要素は、少なくとも二つのセクターに分割されて予備成形物を取り出すように分離される。  (もっと読む)
(もっと読む)
ポリエチレンテレフタレートプリフォームの製造のための方法および装置
本発明は、ポリエチレンテレフタレートプリフォームの製造のための方法および装置に関する。本発明の装置は、乾燥機から出るポリマー顆粒のための供給ホッパー(3)、加熱されたスクリューコンベアのようなポリマーを加熱、運搬、および加圧するための手段(1、2)、およびポリマー成型手段を備える。本発明によれば、不活性ガスは、乾燥機、ホッパーまたはホッパーの下流に位置する場所(4、5など)に注入され、前記ガスは、少なくとも170℃の温度に、好ましくは、170℃ないし250℃の温度範囲に予備加熱される。 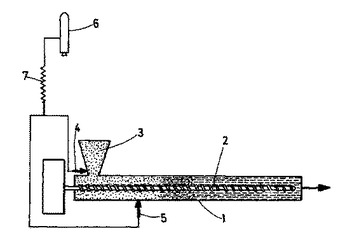 (もっと読む)
(もっと読む)
耐熱PETボトル用プリフォーム
【課題】大容量の耐熱PETボトルをコールドパリソン法を用いてシングルブロー成形により2軸延伸ブロー成形が可能なプリフォームの提供を目的とする。
【解決手段】ポリエチレンテレフタレート樹脂を用いた容量の大きい2軸延伸ブロー成形容器をコールドパリソン法にてシングルブロー成形する場合に供される、口栓部及び口栓部の下方に肩部を介して円筒状の胴部を備える有底筒状体からなるプリフォームにおいて、縦方向延伸倍率が1.85以上になるように口栓部下の首下長さを設定し、横方向延伸倍率が3.5以上になるように胴部外径を設定した。2リットル容量耐熱PETボトル用プリフォームの場合には上記に加えて、目付重量を67.5〜70.5gの範囲に設定し、胴部肉厚が4.0mm以上になるように形状設定した。また、必要に応じて口栓部内側に厚肉部を設け、ストレート部長さを所定の範囲に設定した。
(もっと読む)
141 - 160 / 160
[ Back to top ]