
Fターム[4F201AH55]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 用途物品 (774) | 丸形容器(←びん、ジャー、タンク) (160)
Fターム[4F201AH55]に分類される特許
61 - 80 / 160
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
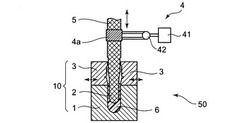
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム

【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
ブロー成形ボトル用プリフォーム
【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
広口カップ容器の製造方法および製造装置、並びに一次成形中間体の製造方法
【課題】所望の特性を備えた広口カップ容器を二軸延伸ブロー成形により製造すること。
【解決手段】広口カップ容器の製造装置1は、多層シート押出し製造ライン3において多層シート2を製造し、プリフォーム製造ライン5において多層シート2に対して打ち抜き圧縮同時成形を行うことにより、広口カップ容器製造用のプリフォーム(一次成形中間体)4を製造する。多層シート2の層構成、構成樹脂を適切に選択することにより、広口カップ容器に要求される各種の特性を付与可能なプリフォーム4を得ることができる。ブロー成形容器ライン7では、プリフォーム4を二軸延伸ブローして、広口カップ容器6Aを製造する。
(もっと読む)
プリフォーム圧縮成形用金型
【課題】プリフォームを圧縮成形用金型から離型する際の離型性が良好となり、プリフォームにしわ不良が生じないプリフォーム圧縮成形用金型を提供する。
【解決手段】プリフォームの圧縮成形用金型10は、プリフォーム14を圧縮成形するものである。この圧縮成形用金型10は、メス型11と、メス型11に対応して設けられ、メス型11との間で溶融樹脂塊16を圧縮成形するオス型12とを備えている。圧縮成形用金型10のメス型11の内面11aおよびオス型12の外面12aのうち少なくとも一部の表面に炭素イオンが注入されている。
(もっと読む)
清掃手段付き樹脂供給装置
【課題】生産性を向上させ、かつ、樹脂材料の損失の低減及び省人化を図ることができる清掃手段付き樹脂供給装置の提供。
【解決手段】圧縮成形装置は、押出機2、カッターホイール3、清掃装置4、金型ホイール5、出口ホイール6及び取出しコンベア7とからなっている。また、清掃手段付き樹脂供給装置1は、樹脂供給装置本体であるカッターホイール3と、保持ユニット35を清掃する清掃手段である清掃装置4とからなっている。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
プリフォーム及びその加熱方法
【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
再生プラスチック成形材料の製造方法
【課題】水性塗料の使用済み塗料缶から、汎用性の再生プラスチック成形材料を実用製造することができる新規な再生プラスチック成形材料の製造方法を提供すること。
【解決手段】使用済みの水性塗料のプラスチック缶(廃棄プラスチック缶)から再生プラスチック成形材料を製造する方法。廃棄プラスチック缶を、ロータリーカッター型の粉砕機17を用いて水供給下にて粉砕後、該粉砕混合物を、塗料をプラスチック粉砕物から、沈降分離槽30で沈降分離させて、上方の浮遊プラスチック粉砕物を、脱水機36で脱水回収して再生プラスチック成形材料とする。
(もっと読む)
射出成形品
【課題】結晶化速度を向上させ、良好な耐熱性を有し、且つ透明なポリ乳酸樹脂の射出成形品を提供する。
【解決手段】ポリL-乳酸から成る樹脂に機能性フィラーを配合することにより、耐熱性と結晶化速度が改善された透明なポリ乳酸樹脂の射出成形品を作製することが可能となった。射出成形品は透明性に優れ、成形サイクルが短いので、飲料用の中空容器やプリフォームに適したポリ乳酸樹脂の射出成形品を効率良く生産するのに資するものである。
(もっと読む)
医療廃棄物容器を生産するためのおむつ製造の廃棄物を再生するためのシステムおよび方法
医療廃棄物処理容器は、0重量%より多く約40重量%までの量の再生ポリプロピレンと、100重量%より少なく約60重量%までの量の未使用のポリプロピレンから作製される。この医療廃棄物処理容器は、少なくとも約2.8lbfの穿刺抵抗性と、医療廃棄物がこの容器から出ることを防止するのに十分な衝撃強度とを有する。再生プラスチックを利用する、医療廃棄物処理容器の形成方法は、第1の樹脂のフィルムの切れ端から再生ペレットの供給源を形成する工程を包含する。再生ペレットは、ペレットのブレンドを形成するように第2の樹脂の未使用のペレットと合わされ、ここで、第1の樹脂は第2の樹脂と異なる。容器は、ペレットのブレンドを射出成形することにより形成される。 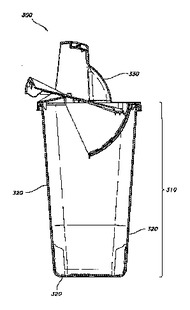 (もっと読む)
(もっと読む)
酸素排除性を持つドライブレンド、及び単層包装物品を作るためのその使用
【課題】 O2排除性を持つ単層包装物品を作るためのドライブレンドを提供する。
【解決手段】 このドライブレンドは(A)少なくとも一種の第一遷移金属触媒(A2)を被覆されたポリアミドペレット(A1)、好ましくは(B)第二遷移金属触媒、及び(C)ポリエステルをドライブレンドすることにより調製され、かつこのドライブレンド(A/C)または(A/B/C)は単層包装物品を形成するために加工される。好ましくは、(A)の量はドライブレンド[(A/C)または(A/B/C)]の合計重量の1重量%〜4重量%であり、かつ第一(A2)及び第二(B)遷移金属触媒の合計量はポリアミドペレット(A1)の合計重量の1重量%〜15重量%である。
(もっと読む)
容器から桿状体を配送する装置及び方法並びに後続の搬送装置
本発明は、容器(1)から桿状体(2)、すなわち配送口(3)を有するホッパーからペットボトル用加工材料(プリフォーム)を配送する装置であって、配送口(3)に回転する円板(5)が備えられていることを特徴としている。 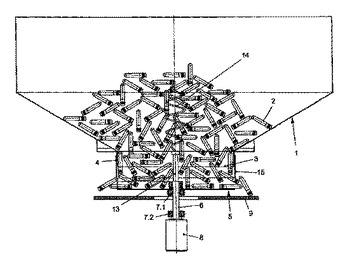 (もっと読む)
(もっと読む)
耐熱性PET容器の製造方法
【課題】耐熱性に優れるPET容器を変形を防止して製造する方法を提供する。
【解決手段】容器平均厚が3.0〜7.0mmである金型のコアの温度を40〜50℃、キャビティーの温度を15〜25℃に加熱し、温度230〜240℃の溶融PET系樹脂を射出成型して射出成型容器を得る工程と、前記射出成型容器を温度120〜200℃で加熱する工程とからなる。変形やヒビ割れを防止し、かつ均一に結晶化されたPET容器を製造できる。
(もっと読む)
耐熱性ポリL−乳酸プリフォーム
【課題】従来にない良好な耐熱性と結晶化度を有するポリ乳酸樹脂からなる容器用プリフォームの提供。
【解決手段】プリフォームは特定の機能性フィラーを配合した数平均分子量が60,000〜80,000のポリL−乳酸からなる樹脂からなる押出成形又は射出成形によるプリフォームの開口部を熱処理してなり、該開口部の結晶化度が改善され、良好な耐熱性を有する。該プリフォームはブロー成形により環境に配慮した容器を提供する。
(もっと読む)
成形容器の製造方法
【課題】 防曇剤を表面に付与したフィルムを用いた成形容器の製造方法において、フィルム搬送用ローラーへの防曇剤の蓄積を防止し、フィルムへの十分な保護が得られ、かつ長時間安定して、搬送トラブルが無く、成形容器用フィルムを搬送できる食品用成形容器の製造方法を提供する。
【解決手段】 防曇剤を表面に付与したフィルムを搬送用ローラーを用いて搬送する工程を含む成形容器の製造方法において、該フィルムの搬送用ローラーの表面にセルロース繊維を含む不織布を巻回したことを特徴とする成形容器の製造方法。
(もっと読む)
装置および方法
物体(80)を受容するよう設計されるシート手段(5)が備わり、前記シート手段(5)は曲線軌道(P1)に沿って可動である運搬装置(1)、および前記物体(80)を前記運搬装置(1)に運搬かつ/また前記運搬装置(1)から除去するよう設計される移送手段(8)が備わる追加的運搬装置(6)から構成される装置において、前記移送手段(8)は、前記シート手段(5)と前記移送手段(8)が前記曲線軌道(P1)の部分(Z)に沿って相互に連結され維持されるように、前記シート手段(5)を係合するよう設計される連結手段(32、160、260、360、328)から構成されることを特徴とする。 (もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 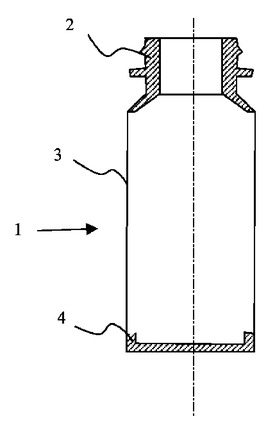 (もっと読む)
(もっと読む)
飽和ポリエステル樹脂製多層プリフォームおよびそれからなる多層ボトル
【課題】透明性に優れかつ表面滑り製に優れたポリエステル製プリフォームならびに中空成形体を提供すること。
【解決手段】少なくともスキン層とコア層の2層の飽和ポリエステル樹脂層から形成される飽和ポリエステル樹脂製多層プリフォームであり、スキン層を形成する飽和ポリエステル樹脂中に平均粒径が5μm以下の不活性粒子を含有することを特徴とする飽和ポリエステル樹脂製多層プリフォーム、およびこのプリフォームを延伸成形して得られる飽和ポリエステル樹脂製多層ボトル。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境の広範囲において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
61 - 80 / 160
[ Back to top ]